1
Изобретение относится к области обработки металлов давлением и может быть использовано для поперечной прокатки крупных профилей переменного сечения типа вагопных осей.
Известен стан для поперечной прокатки длинномерных изделий переменного сечения типа вагонпых осей, содержащий установлеиные в станине основные рабочие валки и дополнительные группы рабочих валков с клиновой калибровкой, смонтированные по обеим сторонам основных валков соосио с ними с возможностью независимого вращения. Прокатка изделия в известном стане происходит последовательно участками за два оборота валков, что снижает производительность процесса.
В предлагаемом стане этот недостаток устранен за счет того, что каждый валок выполнен в виде по крайней мере двух жестко закрепленных последовательно на одном приводном валу бочкообразных частей, имеющих различные формующие калибры, ориентированные один относительно другого.
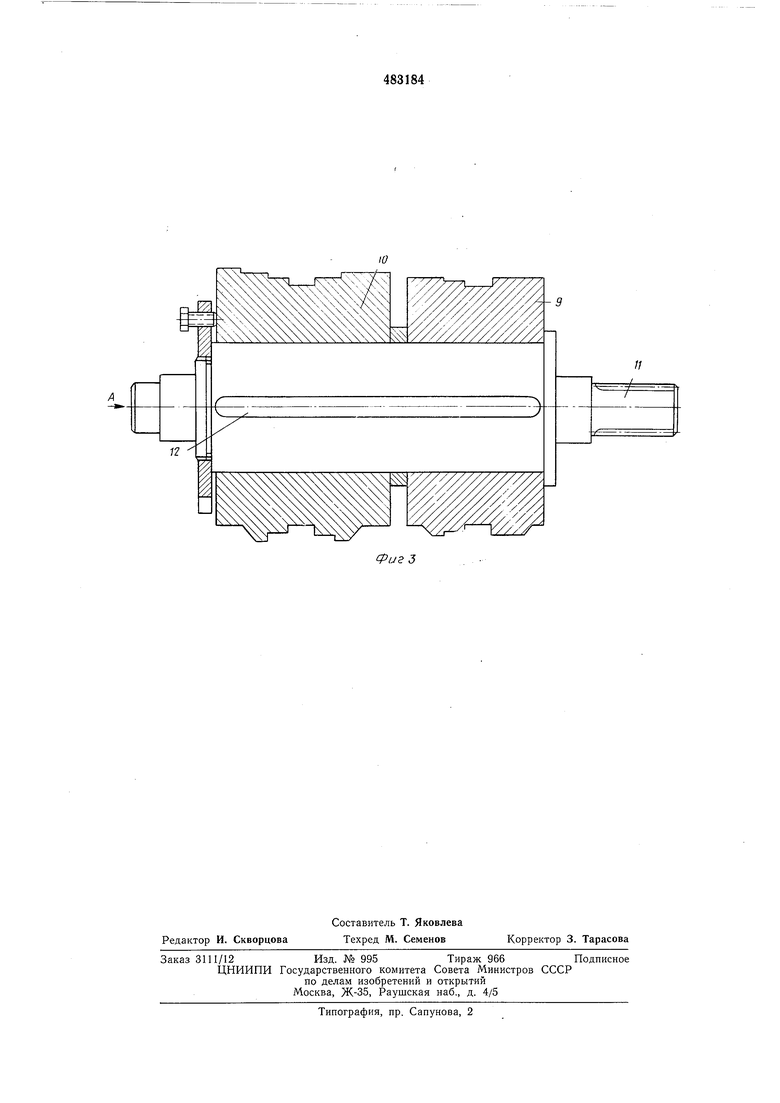
На фиг. 1 показан описываемый стан, общий вид; на фиг. 2 - поперечный разрез рабочей клети стана по манипулятору; на фиг. 3 - разрез по оси рабочего валка.
Стан состоит из рабочей клети 1 с нажимным устройством и многопозициопными валками с клиновыми калибрами, привода 2 рабочих валков, приемного желоба 3, толкателя 4, устройства 5 для выгрузки. Манипулятор состоит из вилки 6 манипулятора, тележки 7 и управляющих пневмоцилиндров 8. Каждый валок выполнен с двумя или более бочками, имеющими различные формующие калибры 9 и 10, ориентированными друг относительно друга и жестко закрепленными
на одном приводном валу 11, например, единой шпонкой 12, что позволяет обеспечить одновременную загрузку через загрузочное окно валка и прокатку изделия за один оборот валков и, следовательно, в два раза увеличить производительность стана.
Стан работает следующим образом. Заготовка, нагретая в индукционной установке до температуры 1100-1200°, подается транспортом по одной штуке на загрузочную
решетку, скатывается в приемный желоб 3, затем толкателем 4 подается в вилку 6 манипулятора.
Назначение манипулятора - передача заготовки из одной позиции в другую, выталкивание прокатанной заготовки в проводку приемного устройства, вилка манипулятора служит упором при задаче заготовки толкателем в зону прокатки.
Перед началом работы стана вилка манипулятора находится во второй позиции (з
крайнем переднем положении), толкатель подает заготовку до упора в сменную планку зилки манипулятора, определяющую правильное положение заготовки в первой позиции.
После остановки заготовки в зоне прокатки толкатель уходит из зоны валков. Вилка манипулятора отводится пневмоцилиндром 8 в крайнее заднее положение, и тележка 7 манипулятора отходит в первую позицию.
Выключаются рабочие валки, и первая заготовка прокатывается в первой позиции (подкат).
Валки останавливаются, вилка манипулятора, подается в переднее положение, захватывает за бурты прокатанную заготовку, включается тележка манипулятора и перемещает захваченную заготовку во вторую позицию.
Толкатель подает вторую заготовку до упора в планку манипулятора, уходит из зоны прокатки, вилка манипулятора отводится, и тележка манипулятора отходит в первую позицию. Включаются рабочие валки, происходит прокатка первой заготовки во второй
позиции и прокатка второй заготовки в первой позиции (подкат). Валки останавливаются, вилка манипулятора подается в переднее положение, захватывает за бурты вторую
заготовку, включается тележка и перемещает вторую заготовку во вторую позицию, одновременно своим левым концом выталкивая первую, окончательно прокатанную заготовку, в проводку приемного устройства. Затем
цикл повторяется.
Предмет изобретения
Стан для полеречной прокатки изделий переменного сечения типа вагоиных осей, содержащий установленные в станине верхний и нижний приводные валки, отличающийс я тем, что, с целью повышения его производительности и уменьшения диаметров рабочих валков, каждый валок выполнен в виде по крайней мере двух жестко закрепленных последовательно на одном приводном валу бочкообразных частей, имеющих различные формующие Калибры, ориентированные один относительно другого. i 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи заготовок в прокатную клеть | 1986 |
|
SU1433609A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
| Способ производства кольцевых изделий с наружным гребнем | 1989 |
|
SU1733172A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ, СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ, РЕЕЧНЫЙ СТАН, А ТАКЖЕ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2016 |
|
RU2690621C2 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| СТАН ДЛЯ НАКАТКИ НАРУЖНЫХ РЕЗЬБ | 2009 |
|
RU2399454C1 |
| Способ непрерывной прокатки и непрерывный многоклетьевой стан для его осуществления | 2015 |
|
RU2614974C1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |

us 2
3
