со ел
о
00
со
;z
Изобретение относится к машиностроению, в частности к отделочио- эачистиой обработке деталей.
Цель изобретения - повышение производительности обработки и расширение технологических возможностей.
На чертеже представлена схема устройства для центробежной абразивной обработки.
На неподвижном корпусе 1 устройства с помощью рычагов 2 (в количестве не менее трех) и шаровых шарниров 3 установлены рабочая платформа 4 и балансировочная плита 5. Плита 5 с помощью пальца 6 и вилки 7 связана с приводом 8 вращения, а с помощью тяги 9 и шарниров 10 и 11 - с приводом 12 вертикального перемещения плитй. При этом тяга закреплена в центре плиты 5, а на поверхности рабочей платформы 4 неподвижно закреплены контейнеры 13 и (или) 14 с деталями и обрабатывающей абразивной средой.
Устройство работает следующим образом.
Контейнеры 13 и (или) 14 различной формы и объема, заполненные на 20...60% обрабатывающей абразивной средой и деталями, закрепляют на рабочей платформе 4 неподвижно. При включении привода вращения 8 плите 5 и рабочей платформе 4 сообщается поступательное движение по круговой траектории радиуса К. Масса загрузки под действием центробежных сил прижимается к стенкам контейнера и перемещается, пересыпаясь по свободной поверхности вдоль этих стенок. После стабилизации режима движения массы загрузки в контейнере включаю привод 12 вертикального перемещения который посредством тяги 9 перемещает плиту 5 вниз и к центру круговой траектории поступательного движения. При этом радиус этой траектории уменьшается с К , до К . Одновременно с уменьшением радиуса R с помощью датчика линейного перемещения (не показан) передается сигнал на изменение частоты привода 8, т.е увеличивается частота поступательного движения по круговой траектории балансировочной плиты 5, рабоче платформы 4 и, соответственно, контейнеров 13 и 14 с деталями и обрабатывающей средой.
0
5
0
5
0
5
0
5
Синхронное изменение радиуса траектории и частоты поступательного, движения может осуществляться с помощью системы программного управления. При этом масса загрузки, получившая первоначальный импульс движения, продолжает перемещаться, пересыпаясь вдоль стенок контейнера, но это перемещение происходит с большей скоростью при тех же центробежных силах ( R, где . цент- робеж}1ая сила; m - масса; tu - частота дцижения по круговой траектории; R - радиус круговой траектории), что увеличивает производительность обработки. Уменьшение радиуса R и синхронное увеличение частоты привода 8 не увеличивает динамически несбалансированных центробежных сил ( О) V 1-i -т 01 R J const) и не ухудшает работу устройства благодаря присоединению балансировочной плиты и рабочей платформы к противоположным концам рычажных элементов и обеспечению их движения в противо- фазе.
После окончания обработки привод 8 вращения отключается, контейнеры снимаются с платформы, обработанные детали извлекаются, а платформа вместе с балансировочной плитой возвращаются в исходное ( ) положение. Цикл обработки повторяется.
Устройство может использоваться и в другом режиме обработки, заключающемся в том, что радиус круговой траектории с помощью системы программного управления уменьшается и увеличивается периодически с одновременным соответственно увеличением и уменьшением частоты вращения привода 8, т.е. обработка осуществляется импульсами. Этот режим является нестационарным, позволяет еще более интенсифицировать процесс обработки и обеспечивает лучшее качество деталей за счет ликвидации застойных зон в массе загрузки. В конце обработки частота вращения уменьшается до нуля при уменьшении радиуса R траектории до наименьшего значения.
Таким образом, в устройстве для центробежной абразивной обработки за счет возможности изменения радиуса круговой траектории поступательного движения и синхронного изменения частоты движения контейнеров ni
этой траектории достигается увеличение производительности без увеличения динамически не сбалансированных сил. Устройство, кроме того, позволяет использовать крупногабаритные объемные контейнеры, радиус которых может значительно превьпиать радиус траектории кругового движения платформы, что необходимо при обработке деталей в массовых производствах. Формула изобретения
Устройство для центробежной абразивной обработки, содержащее размещенную на корпусе с возможностью поступательного перемещения по круговой
траектории посредством приводных рычажных элементов рабочую платформу, несущую рабочие контейнеры, отличающееся тем, что, с целью повьпиення производительности, устройство снабжено балансировочной плитой с гаарнирно связанным с ней посредством тяги приводом ее вертикального перемещения и рычагами,
шарнирно связанными с корпусом и рабочей платформой, при этом балансировочная плита установлена на рычажных элементах, а устройство снабжено
датчиком линейного перемещения, связанным с приводом вертикального перемещения плиты и приводом поступательного перемещения платформы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для центробежной абразивной обработки | 1982 |
|
SU1052372A1 |
| Установка для центробежной обработки деталей | 1982 |
|
SU1033296A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ | 2006 |
|
RU2356720C2 |
| Устройство для центробежной абразивной обработки деталей /его варианты/ | 1983 |
|
SU1155427A1 |
| Способ и устройство для отделочно-упрочняющей центробежной обработки поверхностей деталей | 2021 |
|
RU2782589C1 |
| УСТРОЙСТВО ЦЕНТРОБЕЖНО-ПЛАНЕТАРНОЕ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2333825C2 |
| Устройство для планетарно-центробежной обработки деталей | 1985 |
|
SU1266713A2 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| ЦЕНТРОБЕЖНАЯ МЕЛЬНИЦА | 2007 |
|
RU2346745C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
Изобретение относится к машиностроению ,в частности, к отделочно-зачистной обработке деталей. Цель изобретения - повышение производительности обработки. Устройство содержит систему рычагов 2 с балансировочной плитой 5, согласующей частоту и амплитуду движения плиты с контейнерами 13, 14. Привод 12 вертикального перемещения плиты снабжен датчиком, связанным с приводом поступательного перемещения 8. 1 ил.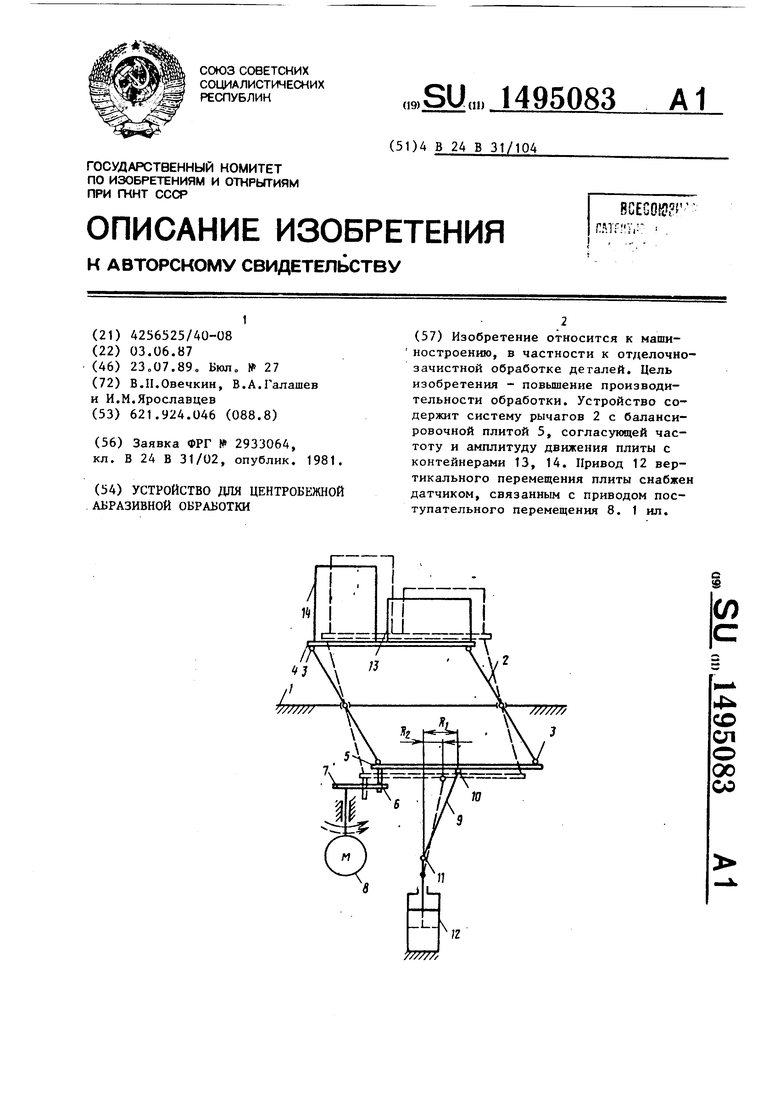
| Заявка ФРГ № 2933064, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
