Известны автоматические установки, предназначенные для изготовления вибропанелей из штучных камней или кирпичей. Такие установки состоят из цепного конвейера, который подает материал, полосы, уложенной между цепями конвейера, боковых толкателей и сдвигающего механизма.
На конвейере формируют ряд камней для последующей укладки в форму. Сформированный ряд камней скользит по полосе, уложенной между цепями конвейера, и затем сталкивается с нее боковыми толка телями на сдвигающий механизм. С этого механизма сформированный ряд снимают зажимными захватами и укладывают в периодически движущуюся форму.
Предлагаемая автоматическая установка, с целью обеспечения выдачи с конвейера лишь отдельных участков уложенного на нем ряда камней или кирпичей, для образования в панели проемов выполнена с конвейером, отдельные участки которого являются подъемно-опускными. Управление подъемом и опусканием этих участков осуществлено с помощью концевых выключателей, установленных в заданных местах. Включение концевых выключателей производится путем воздействия на них камней или кирпичей, перемещаемых на конвейере.
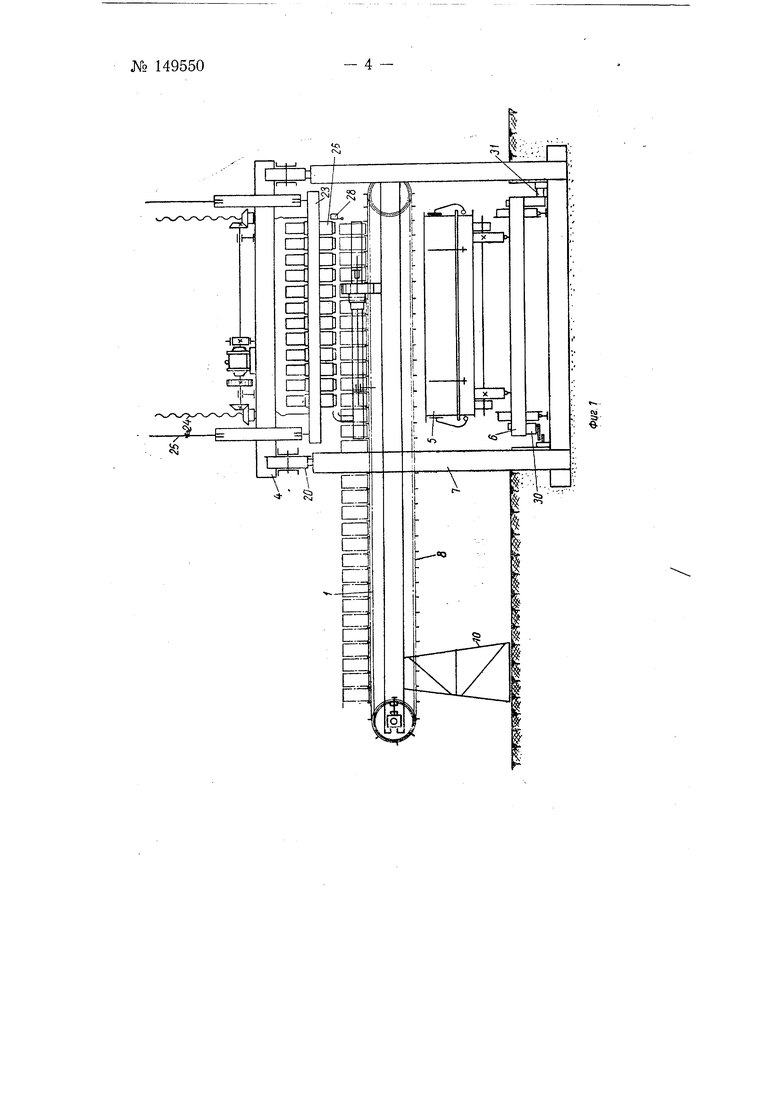
На фиг. 1 показана предлагаемая автоматическая установка для изготовления вибропанелей; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема перемещения средней площадки прямого конвейера при нзгото;5лении вибропанелей с проемом.
Установка состоит из приемного конвейера /, толкателя 2, механизма 3 сдвижки, каретки 4 укладки камней, формы 5, передаточной тележки 6 и рамы 7 укладчика.
Приемный конвейер имеет две параллельные цепи 8 с зубьями для захвата и проталкивания камней. Посредине конвейера уложен узкий
№ 149550- 2 длинный лист 9, по которому продвигаются уложенные камни. Конвейер содержит три опоры: две на раме укладчика и одну на стойке 10. На длине приемной части конвейера к боковым его сторонам прикреплены два столика 11, поверхность которых совпадает с поверхностью листа конвейера. В конце приемной части конвейера к раме укладчика приклепаны две калибрующие планки 12.
Толкатель состоит из привода 13, двух кривошипов 14, однооборотной муфты 15 и толкающих балок 16 и 17, направляющих стерж ней /5 и электромагнита 19.
Механизм сдвижки снабжен гидроцилиндром со штоком и площадками сдвижки.
Каретка 4 укладки камней состоит из ходовой части каретки 20, привода 21 передвижения каретки и привода 22 подъема траверсы 23 с винтами подъема 24 и направляющими стержнями 25. На траверсе 23 установлены захваты 26 камня. Зажим камня осуществляется с помощью гидроцилиндра.
Форма 5 представляет собой металлическую коробку с откидными бортами. Форма установлена на тележке, что необходимо для перекатки ее по всем операциям поточной линии до выхода готовой панели. При переходе на изготовление новой паиели меняется только форма-.
Передаточная тележка 6 служит для принятия формы, подготовленной под укладку камней, для подачи формы на величину шага оря укладке строчек и для выкатки формы после окончания укладки. Рама укладчика представляет собой жесткую свариую конструкцию, на которой смонтированы все перечисленные механизмы. После монтажа рама укрепляется на фундаменте и заливается бетоном.
Работа установки происходит следующим образом.
Рабочие переставляют камни со стенда 27 на столик //. Камни устанавливают на лист конвейера, после чего они захватываются зубьями цепи и увлекаются вдоль конвейера.
Когда крайний правый камень доходит до концевого выключате.ля 28, конвейер останавливается и одновременно электромагнитом 19 включается однооборотная муфта 15. Так как привод 13 все время работает, то кривошип 14 делает один оборот и толкающие балки 16 и 17 возвращаются в исходное положение. Группа камней сталкивается на механизм 5 сдвижки. В конце возвратного движения толкающих балок 16 и 17 воздействием на другой концевой выключатель конвейер вновь начинает работать до полного набора новой 1партии камней. Как только камни сталкиваются с конвейера на механизм сдвижки и толкающие балки 16 и 17 начинают возвратное движение, включается гидроцилиндр и его шток осуществляет сдвижку камней.
Таким образом, одним движением штока камни на механизме сдвижки устанавливаются в заданное положение, в котором они должны быть уложены в форму, а следовательно, в панель. В конце сдвижки камней концевым выключателем включается привод 22 и траверса 23 с захватом 26 опускается на камни, включаются гидравлические цилиндры захватов и зажимают камни. Затем включаются ггривод 22 подъема траверсы и привод 21 передвижения каретки. Каретка 20 перемещается до второго крайнего упора 29, привод 21 выключается, а привод 22 вращается в обратную сторону, т. е. траверса 23 с зажатыми камнями опускается в форму в определенном месте.
Движение каретки 20 и траверсы 23 приостанавливается концевыми выключателями. В начале подъема траверсы включается привод передаточной тележки и форма перемещается на один шаг, останавливается концевым выключателем 30 и фиксируется в заданном положении фиксатором 31. Для точности останова на приводах 21 и 22 смонтированы колодочные тормоза 32 и 33 (ТКТ-200). Для укладки панелей с оконнными проемами необходимо изменить режим работы установки. Сначала укладывают полные строчки, затем строчки неполные, т. е. только крайние камни, средняя часть (оконный проем) не должна укладываться и, наконец, опять полные строчки. Достигается это изменением режима работы толкателя. Крайние части толкающей балки 16 м-огут перемещаться одновременно со средней частью балки 17 и отдельно от нее. В зависимости от того, в каком положении находятся фиксаторы 34, которые всегда под .действием пружин стремятся замкнуть крайние части толкающей балки 16 со средней частью балки 17, и в таком положении толкатель будет сталкивать камни на механизм сдвижки -всю строчку полностью. Если включить электромагниты 35, то фиксаторы 34 оттянутся и средняя часть толкающей балки 17 останется неподвижной, тогда как крайние ее части оттолкнут крайние левые и правые камни на механизм сдвижки. Повторив это несколько раз, получают оконный проем в панели, затем несколько полных строчек, и панель будет готова. Приемный конвейер имеет подъемную площадку 36, поднимающуюся гидропорщнем 37. Это необходимо для того, чтобы зубья цепи проходили под площадкой во время заполнения левого просвета вновь поступающими камнями. Предмет изобретения Автоматическая установка для изготовления вибропанелей из щтучных камней или кирпичей, состоящая из подающего материал цепного конвейера, на котором формируют ряд укладываемых в форму камней или кирпичей, скользящих при движении конвейера по гладкой плоскости, уложенной между цепями полосы, и сталкиваемых с нее боковыми толкателями, образующими заданные просветы между камнями или кирпичами для щвов, на сдвигающий механизм, с которого сформированный ряд снимают зажимными захватами и укладывают в периодически движущуюся форму, отличающаяся тем, что, с целью обеспечения выдачи с конвейера лишь отдельных участков уложенного на нем ряда камней или кирпичей, для образования в панели проемов, соответствующие участки между цепями конвейера выполнены подъемно-опускными, с управлением подъема или опускания их включением устанавливаемых в заданных местах концевых выключателей, на которые воздействуют перемещаемые на конвейере камни или кирпичи.
Nl
ттттт
ааа-Д-а


| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для многоструйной резки и укладки кирпича на сушильные вагонетки | 1986 |
|
SU1414653A1 |
| Автомат-укладчик плит | 1982 |
|
SU1079454A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Агрегат для пакетирования изделий | 1990 |
|
SU1761502A1 |
| Способ садки кирпича на обжиговые вагонетки и установка для его осуществления | 1983 |
|
SU1143598A1 |
| Технологическая линия для изготовления строительных изделий | 1985 |
|
SU1296430A1 |
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
| Устройство для футеровки вращающейся печи | 1981 |
|
SU1024674A1 |
| Установка для резки и укладки кирпича на сушильные вагонетки | 1980 |
|
SU921860A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |