д
00
оо о
СлО
Фиг.
Изобретение относится к технологии машиностроения и может быть использовано нри обработке крупногабаритных деталей, например панелей, на станках с ЧПУ с использованием для крепления универсального вакуумного стола.
Цель изобретения - расширение технологических возможностей за счет обработки деталей, контур которых представляет линейчатую поверхность типа переменная малка, и снижение трудоемкости при обработке вышеуказанных деталей за счет исключения трудозатрат и металлоемкости на специальную оснастку.
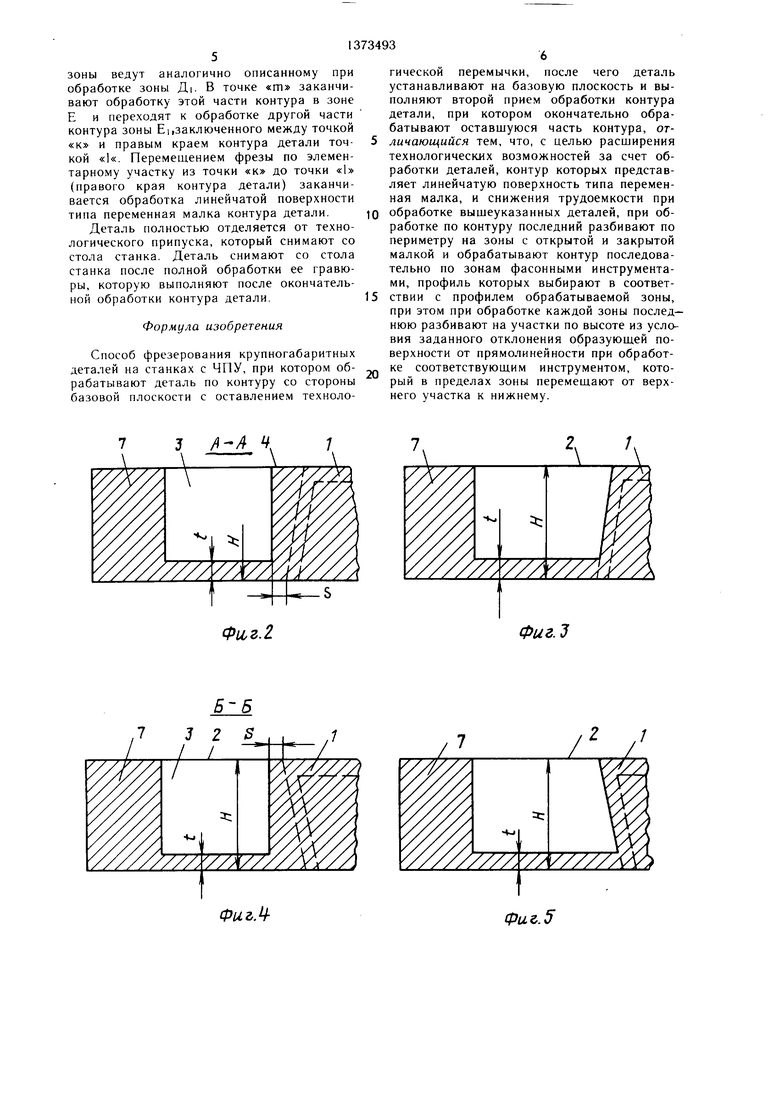
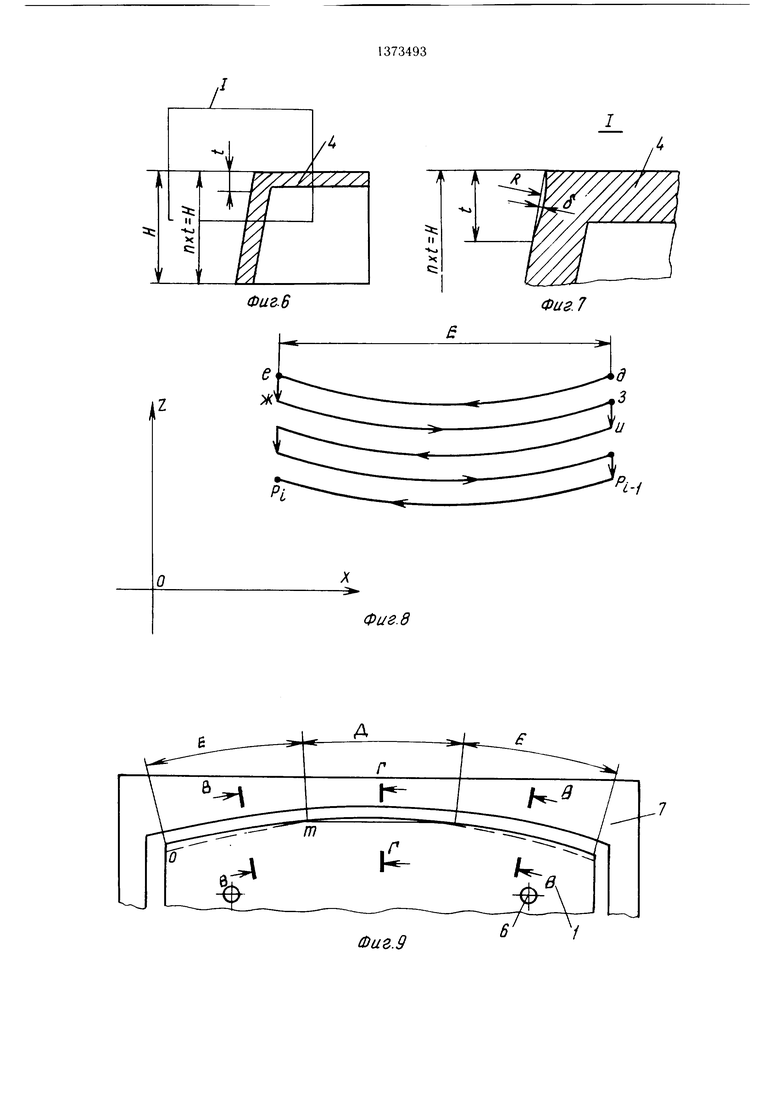
На фиг. 1 показаны участок детали и рамка технологического припуска детали после первого приема фрезерования контура детали, вид в плане, и разбивка поверхности контура на зоны; на фиг. 2 - разрез А-А на ф иг. 1, обработка контура детали зоны А с открытым углом малки после первого предварительного перехода обработки; на фиг. 3 - то же, после второго окончательного перехода обработки; на фиг. 4 - разрез Б - Б на фиг. 1, обработка контура детали зоны Е с закрытой малкой после первого предварительного перехода обработки; на фиг. 5 - то же, после второго окончательного прохода обработки; на фиг. 6 - участок контура детали с разбивкой по высоте на элементарные участки; на фиг. 7 - узел I на фиг. 6; на фиг. 8 - схема перемещения фрезы в границах зоны Е на первом технологическом приеме при сжон- чателыюм переходе обработки; на фиг. 9 участок детали и рамки технологического припуска детали после второго приема фрезерования наружного контура и разбивка поверхности контура на зоны, вид в плане; на фиг. 10 - разрез В-В на фиг. 9, зона Е контура детали с закрытой малкой; на фиг. 11 - фреза, характерная для обработки данной зоны; на фиг. 12 - разрез Г-Г на фи| . 9, зона Д контура детали с открытой малкой; на фиг. 13 - фреза, характерная для обработки данной зоны.
Способ поясняется на примере обработки крупногабаритной вафельной панели, контур которой представляет линейчатую поверх юсть тина переменная малка. На станок с числовым программным управлением поступает заготовка детали, обработанная по двум плоскостя.м на продольно-фре- зерно.м станке в размер по высоте, равной
максимальному размеру высоты ребра детали. По длине и пирине детали заготовка имеет припуск на сторону от максимальных размеров детали. Механическая обработка
контура дета,-1и (и детали в целом) осуществляется на трехкоординатном фрезерном станке с чис.мовым программным управлением с иснользованием базирования и креп- ления универсального вакуумного стола в два технологических приема. На первом приеме обработки контура детали 1 (фиг. 1)
5
5
0
0 0
0
5
последняя устанавливается на стол плоскостью, противоположной основной базовой плоскости 2 детали, а обработка контура детали осуществляется со стороны основной базовой плоскости 2 детали. Контур детали представляет линейчатую поверхность типа переменной малки с максимальным углом закрытой малки р и максимальным углом открытой малки PI. В точках «к и «т поверхности контура малки равны 0°. Между точками «т и «к малка открытая (). Между точкой «т контура и левым краем контура детали точкой «О малка закрытая ( , фиг. 7 и фиг. 8) и между точкой «к контура и правым краем контура детали точкой «1« малка закрытая. Данную линейчатую поверхность контура детали в зависимости от знака малки р (закрытая «- и открытая « + ) разбивают на зоны. Границами зон являются плоскости, проходящие через точки «т и «к, перпендикулярные основной базовой плоскости детали и нормальные к направляющей контура детали и плоскости, ограничивающие края контура детали, проходящие через точки «О и «I. При переустановке детали, когда основная плоскость 2 детали находится вверху, малка меняет знак и соответственно там, где была зона с закрытой малкой, стала зона е открытой малкой, а зона с открытой малкой становится зоной с закрытой малкой. На первом приеме фрезерования контура детали (фиг. 1) после разбивки контура на зоны получаем одну зону Е - с закрытой малкой, заключенную между точками «к - «т и две зоны Д - с открытой малкой, заключенные между точками «к - «I и «т« -«О. Задаваясь величиной высоты 3vieMeHTap- ного участка t, поверхность контура детали по высоте Н разделяют на равные элементарные участки. Количество элементарных участков обработки п определяется по зависимости
п
Н
t
Определяем основные параметры фасонсоответственно
8XfiX P
;i)
где t
р -
L
величина элементарного участка по высоте детали, мм; б - допуск на отклонение образующей от прямолинейности, мм; максимальный угол малки, град.
К|- Ь| +1+ 3
(2)
К| Ь|+л/Р(|+Кг)-ЬГ 1+К;
,11Шк ШПроверяем отклонение от прямолинейности образующей контура детали 6, которая не должна превышать пределы заданного допуска и равного 0,2 мм по зависимости (3)
6 R VR t
4 cos p
(3)
На первом предварительном проходе в первом приеме обработки контура детали производят обработку паза 3 по всему периметру детали, оставляя от наиболее удаленного края образующей контура детали припуска S, а по высоте детали перемычку t, равную величине высоты одного элементарного участка.
Затем выполняют второй переход окончательной обработки части контура детали по высоте. На этом переходе обработку контура детали начинают, например, с обработки части контура детали, заключенного в границах зоны Е с закрытой малкой и обработку ведут фасонной фрезой 4, начиная движение при обработке части контура зоны Е с любой ее границы, например, из точки «d (фиг. 8) верхнего элементарного участка, и перемещая фрезу вдоль контура по этому элементарному участку из точки «g в точку «-f. При этом движении фрезе сообщают дополнительное перемещение в направлении ее оси в зависимости от закона изменения угла малки поверхности контура. Затем, перемещая фрезу из точки «(. в точку «ж (сверху-вниз), производят перевод фрезы с первого элементарного участка поверхности на следующий (второй). Схема обработки внутри зоны по элементарным участкам, начиная с верхнего, принята по условиям более равномерного съема металла в припуске по высоте детали и постоянства режимов обработки, что производительнее по сранению с началом обработки детали с нижнего предпоследнего элементарного участка по высоте детали, так как при закрытой малке контура на первом проходе участвует вся длина фрезы и необходимо занижать режимы обработки. И далее, аналогичными перемещениями фреза переходит на предпоследний элементарный участок поверхности контура в точку «Р,|. Обработка контура зоны Е заканчивается перемещением фрезы из точки «P,i в точку «Р,, в которой фрезу отводят от обрабатываемого .контура. При этом рабочий торец фрезы не должен опускаться ниже базовой плоскости детали и минимум один элементарный участок t поверхности контура, последний по высоте детали, оставляют необработанным (технологическая перемычка, предохраняющая вакуумный стол от повреждений). Закончив обработку части контура детали зо)1Ы Е, заменяют фасонную фрезу 4 на фрезу 5 и аналогично описанному осуществляют окончательную обработку час5
ти контура детали, заключенного в гранина.х зоны Д, прилегающей к одному краю детали, например правому. Закончив обработку части контура, заключенного в граница.ч
зоны Д, прилегающей к первому краю детали, переходят к окончательной обработке части контура детали зоны Д, прилегающей к левому краю детали. Обработку ведут той же фрезой 5 аналогично окончательной обработке части контура, заключенною в
границах зоны Е. На этом окончатопьная обработка части контура летали (второй переход) на первом прие.ме ф резеровання заканчивается. Обрабатывают базовые отверстия 6 (фиг. Г) и осуществляют исрсуста5 новку детали (разворот на 180 ). уста1:ав- ливая деталь основной баз(пюй плоскоегью 2 с фиксированием на отверстия fi на универсальный вакуумный стол. При этом каналы тех ячеек вакуумного стола, которые попадают и зону контура детали (обра0 ботанного паза), перекрываются резиновыми заглущками. Операция подгот( вакч- умного стола осуп.1ествляетсй перед началом фрезерования каждой закрепленной детали за станком и выполняется один раз на всю партию запуска деталей.
После установки, фиксирования и крепления детали на вакуумном столе пере.хо дят ко второму приему окончательного фрезерования части контура детали, образованного линейчатой поверхностью. В результате разворота детали малка меняет знак, па этом приеме фрезерования конгур детали имеет две зоны EI с закрытой малкой и одну зону Д,с открытой малкой. На втором переходе в первом прие.ме фрезерования кон5 тура обработка его закончилась обработкой зоны Д фрезой 5, поэтому на в:ором приеме окончательной обработки контура, обработку части контура начинают с обработки зоны Д1, заключенно11 между точками «ni и «к. По высоте детали от первого приема остался необработанным один элементарный участок, который находится на вер.хней плоскости контура дета.ти. Обработку части контура, заключенного в зоне Д| ведут от левой границы попутным фрезерованием из точкл «т, перемещая фрезу вдоль контура детали по элементарному участку в точку «к с рабочей подачей F,,. В точке «к ф)езу отводят от контура и на этом обработка части контура, заключенного в зоне Д;. заканчивается. Этим проходом, те.но,1огичеQ екая перемычка меЖдТу контуром детали и технологическим припуском дега.чи, по.чно- стью перерезана. Дета. 1ь 1 в зоне Д отде.че- на от технологического припуска 7. Заменяют фрезу 5 на фрезу 4 и нереходят к обработке части контура, зак,1юче11Н01Ч)
5 в границах зоны Ei. Внача. 1е обрабатывают часть контура детали, :uiK. iK)4eiiiioiо между левым краем дста.ш точкой «О и точком «in зоны Е. Обработку это11
0
0
5
зоны ведут аналогично описанному при обработке зоны Д|. В точке «т заканчивают обработку этой части контура в зоне Е и переходят к обработке другой части контура зоны Ецзаключенного между точкой «к и правым краем контура детали точкой «1«. Перемещением фрезы по элементарному участку из точки «к до точки «1 (правого края контура детали) заканчивается обработка линейчатой поверхности типа переменная малка контура детали.
Деталь полностью отделяется от технологического припуска, который снимают со стола станка. Деталь снимают со стола станка после полной обработки ее гравюры, которую выполняют после окончательной обработки контура детали.
Формула изобретения
Способ фрезерования крупногабаритных деталей на станках с ЧПУ, при котором обрабатывают деталь по контуру со стороны базовой плоскости с оставлением технологической перемычки, после чего деталь устанавливают на базовую плоскость и выполняют второй прием обработки контура детали, при котором окончательно обрабатывают оставшуюся часть контура, ог- личающийся тем, что, с целью расширения технологических возможностей за счет обработки деталей, контур которых представляет линейчатую поверхность типа переменная малка, и снижения трудоемкости при
0 обработке вышеуказанных деталей, при обработке по контуру последний разбивают по периметру на зоны с открытой и закрытой малкой и обрабатывают контур последовательно по зонам фасонными инструментами, профиль которых выбирают в соответ5 ствии с профилем обрабатываемой зоны, при этом при обработке каждой зоны последнюю разбивают на участки по высоте из условия заданного отклонения образующей поверхности от прямолинейности при обработке соответствующим инструментом, который в пределах зоны перемешают от верхнего участка к нижнему.
0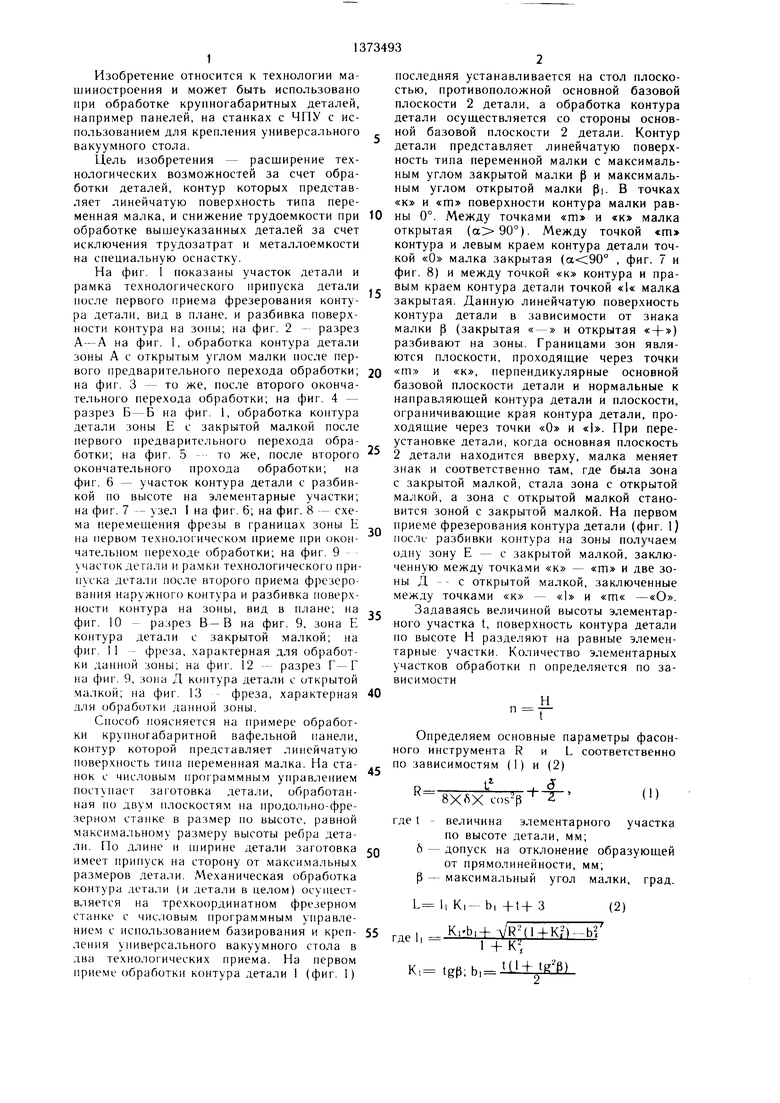

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1988 |
|
SU1540958A1 |
| Способ обработки поверхностей типа переменная малка | 1987 |
|
SU1433651A1 |
| Способ обработки крупногабаритных деталей | 1987 |
|
SU1496123A1 |
| Способ фрезерования наружных контуров крупногабаритных деталей на станках с ЧПУ | 1984 |
|
SU1166418A1 |
| Способ обработки сложных линейчатых поверхностей с переменной малкой | 1985 |
|
SU1271679A1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1981 |
|
SU1009645A1 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением продольных и поперечных ребер жесткости | 1986 |
|
SU1351725A1 |
| Способ обработки плоскостных деталей | 1985 |
|
SU1247189A1 |
| Способ фрезерования плоских нежестких деталей с односторонним расположением ребер жесткости | 1983 |
|
SU1159206A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ЛИНЕЙЧАТЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU381485A1 |

Изобретение относится к технологии машиностроения и может быть использовано при обработке крупногабаритных деталей, например панелей, на станках с ЧПУ с испо;1ьзованием для крепления универсального вакуумного стола. Цель изобретения - расп1ирение технологических возможностей за счет обработки деталей, контур которых представляет линейчатую поверхность типа переменная малка, и снижение трудоемкости при обработке вьипеука- занных деталей. Обработку контура детали ведут в два приема. Сначала контур обрабатывают со стороны базовой плоскости с оставлением технологической перемычки. Затем деталь устанавливают на базовую плоскость и ведут окончательную обработку контура. При обработке последнего его делят по периметру на зоны с закрытой и открытой малкой, для каждой зоны рассчитывают профиль фрезы и обрабатывают зоны последовательно. В пределах каждсзй зоны контур делят на участки по высоте из условия заданного отклонения образуюнхей поверхности от прямолинейности при обработке соответствующим инструментом. При обработке каждо.й зоны инструмент перемещают от верхнего участка к нижнему. 13 ил. и СО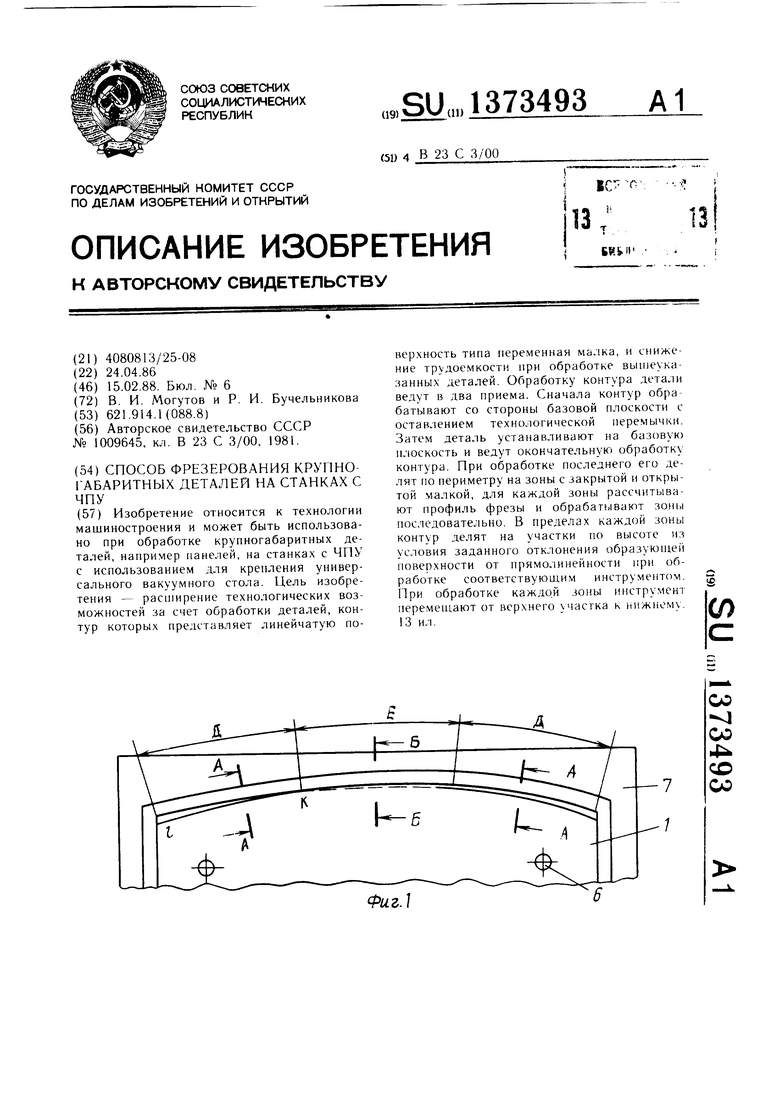
7
/77Z/Z/A
УЛ
Фаг.2
ФиъЛ
Фиг.д
/
/ /
/7777.
///////.
Фи.5
Фиг. 6
О
л
I
Фаз. 7
Фие.д
Фиг.9
,bi
/
Фиг.Ю Ы
////у// ////}
Фиг. 12
Фиг. а
дЛ
J И
J}
Фиг. 13
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1981 |
|
SU1009645A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
