СПОСОБ ФРЕЗЕРОВАНИЯ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ, включающий фрезерование базовой плоскости, обработку гравюры и вырезку детали по контуру, отличающийся тем| что, с целью повышения качества обработки, после фрезерования базовой плоскости со стороны последней производят фрезерование паза по контуру, соответствующему . контуру окончательно обработанной детали, после чего деталь устанавливайт; на базовую плоскость для обработки гравюры и вырезки детали по Контуру.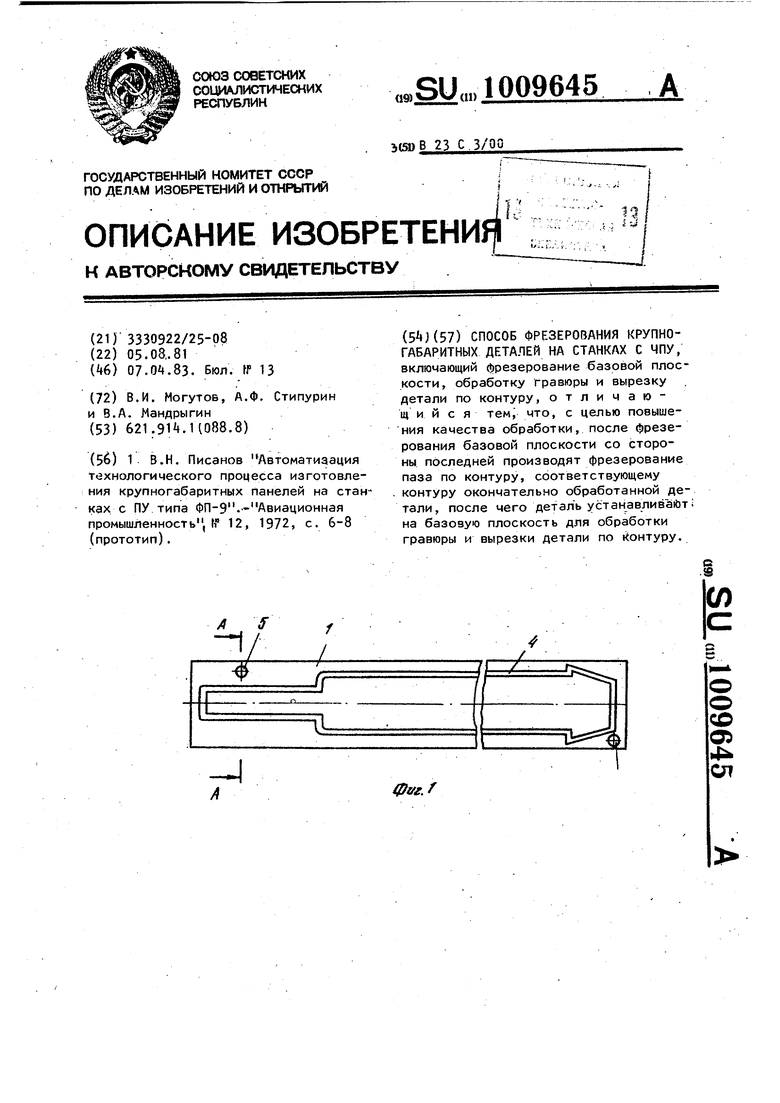
СО О) О
Изобретение относится к области обработки металлов резанием и может быть использовано при обработке крупногабаритных деталей, например панелей, на станках с ЧПУ с использованием для крепления универсального вакуумного стола.
Известны способы фрезерования крупногабаритных деталей на станках с ЧПУ, включэющие фрезерование базовой плоскости, обработку гравюры и вырезку детали по контуру tl.
Недостатками этих способов являются наличие ручных работ по обработке контура детали после снятия со станка (вырубка специальным инструментом и ручная зачистка с помощью механизированного инструмента от заусенец и забоин) и низкое качество его обработки из-за наличия занижений контура.
Цель изобретения - повышение качества обработки.
С этой целью по описываемому способу, включающему фрезерование базовой плоскости, обработку гравюры, и вырезку детали по контуру, после фрезерования базовой плоскости со стороны последней производят фрезег рование паза по контуру, соответствующему контуру окончательно обработанной детали, после чего деталь переворачивают для обработки гравюры и вырезки детали по контуру.
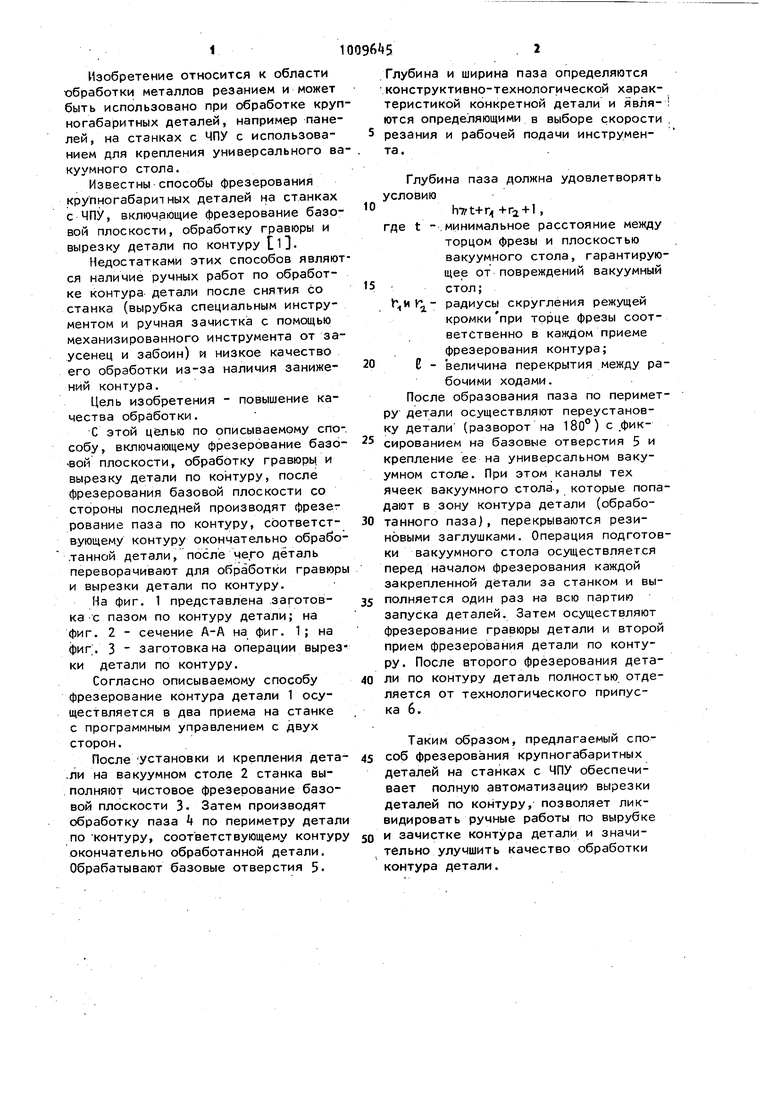
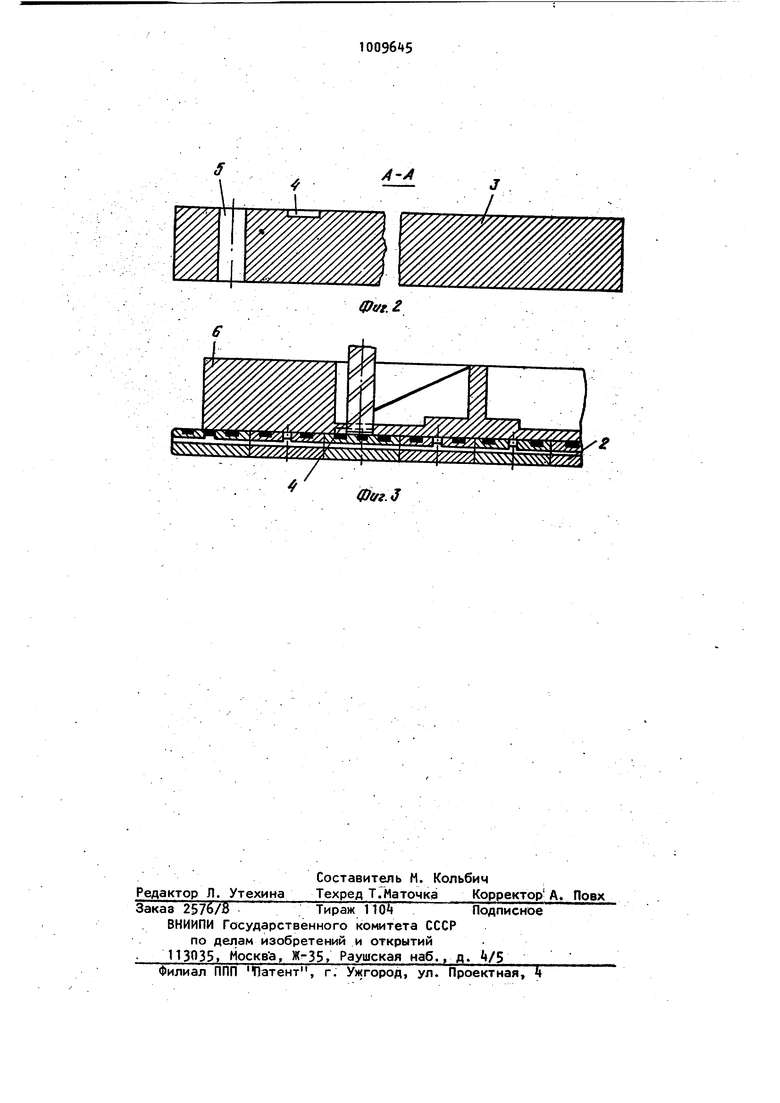
На фиг. 1 представлена .заготовка с пазом по контуру детали; на фиг. 2 - сечение А-А на фиг. 1 ; на фиг,. 3 заготовка на операции вырезки детали по контуру.
Согласно описываемому способу фрезерование контура детали 1 осуectвляeтcя в два приема на станке с программным управлением с двух сторон.
После установки и крепления детаи на вакуумном столе 2 станка выолняют чистовое фрезерование базовой плоскости 3. Затем производят бработку паза i по периметру детали о контуру, соответствующему контуру кончательно обработанной детали. брабатывают базовые отверстия 5.
Глубина и ширина паза определяются конструктивно-технологической характеристикой конкретной детали и являются определяющими в выборе скорости , резания и рабочей подачи инструмента.
Глубина паза должна удовлетворять условию
hTrt+Гц +Г2 + 1 ,
где t -.минимальное расстояние между торцом фрезы и плоскостью вакуумного стола, гарантирующее от повреждений вакуумный стол;
радиусы скругления режущей
кромкипри торце фрезы соответственно в каждом приеме фрезерования контура;
Е - величина перекрытия между рабочими ходами.
После образования паза по периметру детали осуществляют переустановку детали (разворот на 180°) с .фиксированием на базовые отверстия 5 и крепление ее на универсальном вакуумном столе. При этом каналы тех ячеек вакуумного стола, которые попадают в зону контура детали (обработанного паза}, перекрываются резиновыми заглушками. Операция подготовки вакуумного стола осуществляется перед началом фрезерования каждой закрепленной детали за станком и выполняется один раз на всю партию запуска деталей. Затем осуществляют фрезерование гравюры детали и второй прием фрезерования детали по контуру. После второго фрезерования детали по контуру деталь полностью отделяется от технологического припуска 6.,
Таким образом, предлагаемый способ фрезерования крупногабаритных деталей на станках с ЧПУ обеспечивает полную автоматизацию вырезки деталей по контуру, позволяет ликвидировать ручные работы по вырубке и зачистке контура детали и значительно улучшить качество обработки контура детали.
/i
