Изобретение относится к технологии машиностроения и может быть использовано при обработке фрезерованием контуров крупногабаритных деталей на станках с ЧПУ.
Цель изобретения - расширение технологических возможностей за счет обработки деталей с внутренними контурами, ограниченными плоскостями.
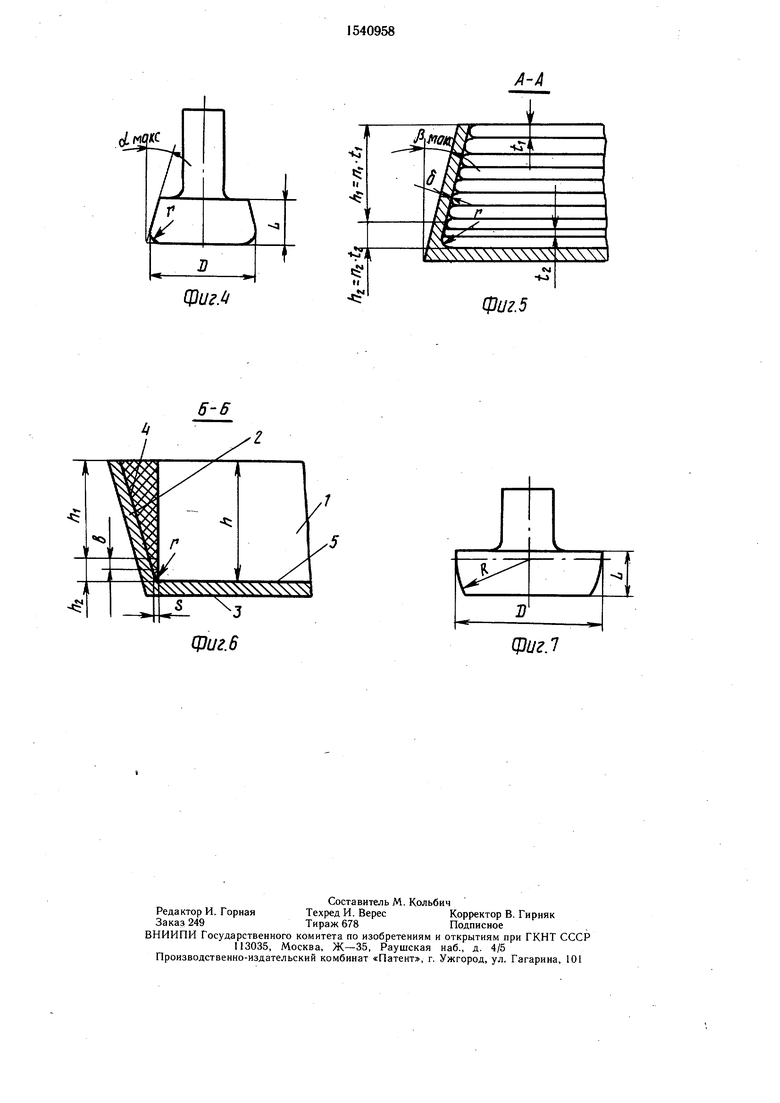
На фиг. 1 показан участок детали, контур которого представляет линейчатую поверхность типа переменного малка; на фиг. 2 - разрез А-А на фиг. 1 и схема распределения припуска по технологическим приемам; на фиг. 3 - фреза для выполнения первого технологического приема в зоне с закрытой малкой; на фиг. 4 - фреза для выполнения второго технологического приема в зоне с закрытой и открытой малками; на фиг. 5 - разрез А-А на фиг. 1 после
обработки внутреннего контура в зоне с закрытой малкой; на фиг. 6 - разрез Б-Б на фиг. 1 и схема распределения припуска по технологическим приемам; на фиг. 7 - фреза для выполнения первого технологического приема в зоне с открытой малкой.
Способ поясняется на примере обработки контура крупногабаритной детали, контур которой представляет линейчатую поверхность типа переменного малка. Деталь 1 (фиг. 1) по ребру 2 с наружной и внутренней сторон имеет поверхность типа «переменная малка. После обработки базовой плоскости 3 (фиг. 2) деталь устанавливается на последнюю гравюрой кверху. Обработка внутреннего малкованного контура 4 детали 1 выполняется на станке с программным управлением после полной обработки наружного контура и предварительной обработки
СП Јь
О
со ел
оо
гравюры детали. По внутреннему контуру ребра 2, имеющего переменную малку, после предварительной обработки детали оставляется припуск 5. Ограничивающую плоскость 5 (фиг. 2) и ребра, не имеющие малки, обрабатывают окончательно.
Внутренний малкованный контур детали I по периметру разбивают на зоны с закрытой малкой - зона Вне открытой малкой - зона С (фиг. 1). Обработку внутреннего малкованного контура детали выполняют в два приема. На первом приеме удаляют большую часть припуска по высоте детали - величину h (фиг. 2 и 6), оставляя величину /га припуска для второй технологической операции. Величину hz следует оставлять несколько больше величины радиуса сопряжения обрабатываемой поверхности с ограничивающей эту поверхность плоскостью детали, т. е. , где г - радиус сопряжения обрабатываемой поверхности с плоскостью, ограничивающей эту поверхность; b - величина припуска, гарантирующая от зарезания радиус сопряжения г на первой технологической операции.
Поверхность внутреннего контура детали по высоте h разделяют на равные элементарные участки для каждой технологической операции, определяя величину высоты элементарного участка из условия заданного отклонения образующей поверхности от прямолинейности по зависимости
/ 2cosp-V26(tf--J-),
где 6 - величина допуска на отклонение образующей от прямолинейности, мм;
р - максимальный угол малки, град.;
R - величина радиуса профиля исходной инструментальной поверхности, мм.
Величину припуска Ь, гарантирующую от зарезания радиус сопряжения г на первом приеме, принимают равной двум элементарным участкам на втором приеме.
Устанавливают величину снимаемого припуска по высоте на втором приеме. Величина припуска по высоте на первом приеме равна h h - h Определяют количество элементарных участков п на каждом приеме (фиг. 5) по
зависимости на первом приеме обра- 1
/Z2
оотки и на втором приеме обработки.
г
Обработку внутреннего малкованного контура 4 поверхности на первом приеме ведут по зонам, начиная обработку с верхнего элементарного участка, например зоны В с закрытой малкой (фиг. 2), удаляя припуск S на высоте h. Обработку зоны В ведут фасонной фрезой (фиг. 3) с радиусом профиля исходной инструментальной поверхности /. Затем переходят к обработке поверхности зоны С с открытой малкой (фиг. 6).
0
5
0
5
0
5
0
5
0
5
Обработку этой зоны ведут фасонной фрезой (фиг. 4) с радиусом профиля исходной инструментальной поверхности R, также начиная обработку с верхнего элементарного участка, и удаляют припуск S на высоте h обрабатываемой поверхности.
При этом как при обработке зоны В, так и при обработке зоны С, фасонной фрезе, которая перемещается в границах зоны по элементарному участку, сообщают поступательное перемещение вдоль ее оси в зависимости от закона изменения угла малки.
На втором приеме ведут обработку припуска 5 на высоте hz, также начиная обработку с крайнего по оставшемуся припуску верхнего участка и перемещая фрезу по всему периметру линейчатой поверхности в плоскости, параллельной ограничивающей плоскости. 5. Профиль фасонного инструмента (фиг. 4) на этом приеме назначают из условия обработки наибольшего значения угла малки закрытой зоны контура с радиусом при торце, равным радиусу сопряжения обрабатываемой поверхности с ограничивающей плоскостью 5 детали.
Чтобы избежать подреза малкованной поверхности в закрытой зоне с максимальным углом малки, угол конусности фрезы аиакс принимают несколько больше или равным максимальному значению угла малкованной поверхности детали. Так, если максимальный угол закрытой зоны равен р, то фреза имеет обратную конусность с углом
ССмакс р.
При этом при перемещении фрезы по всему периметру линейчатой поверхности в пределах элементарного участка фреза своей профильной поверхностью (радиусом при торце) всегда становится касательно к обрабатываемой поверхности.
С целью сохранения производительной обработки внутренней малкованной поверхности инструмент (фрезу) на первом приеме принимают с большей величиной радиуса профиля исходной инструментальной поверхности, нежели радиус сопряжения обрабатываемой поверхности с ограничивающей плоскостью, т. е. , где г - радиус инструмента на втором технологическом приеме.
Если обработку поверхности по всей высоте припуска вести одной фрезой с радиусом профиля, равным радиусу сопряжения обрабатываемой поверхности с ограничивающей плоскостью, т. е. с радиусом г, то количество элементарных участков по высоте обрабатываемой поверхности значительно больше, чем в случае, когда обработку ведут в два приема.
Формула изобретения
Способ фрезерования крупногабаритных деталей на станках с ЧПУ, контур которых представляет линейчатую поверхность
типа «переменная малка, при котором деталь устанавливают на основную базовую плоскость гравюрой вверх, контур по периметру разбивают на зоны с открытой и закрытой малками, обработку контура ведут последовательно по зонам фасонными инструментами, а при обработке каждой зоны последнюю разбивают по высоте на участки из условия заданного отклонения образующей поверхности от прямолинейности при обработке соответствующим инструментом, который в пределах зоны перемещают от верхнего участка к нижнему, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки деталей с внутренними контурами, ограниченными плоскостями, обработку контуров по
0
высоте ведут в два приема, на первом из которых обработку осуществляют до оставления припуска в зоне, примыкающей к сопряжению обрабатываемой поверхности с плоскостью, ограничивающей поверхность, а на втором - обрабатывают оставшуюся часть поверхности, перемещая инструмент на каждом участке по всему периметру поверхности в плоскости, параллельной ограничивающей плоскости, при этом на втором приеме обработку ведут инструментом, который выбирают из условия возможности обработки малки с наибольшим углом в зоне с закрытой малкой, а радиус при торце инструмента назначают равным радиусу сопряжения обрабатываемой поверхности с ограничивающей ее плоскостью детали

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1986 |
|
SU1373493A1 |
| Способ обработки поверхностей типа переменная малка | 1987 |
|
SU1433651A1 |
| Способ обработки плоскостных деталей | 1985 |
|
SU1247189A1 |
| Способ обработки крупногабаритных деталей | 1987 |
|
SU1496123A1 |
| Способ обработки сложных линейчатых поверхностей с переменной малкой | 1985 |
|
SU1271679A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ЛИНЕЙЧАТЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU381485A1 |
| Способ обработки плоскостных деталей | 1982 |
|
SU1074666A1 |
| Фреза | 1979 |
|
SU831428A1 |
| Способ фрезерования наружных контуров крупногабаритных деталей на станках с ЧПУ | 1984 |
|
SU1166418A1 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |

Изобретение относится к технологии машиностроения и может быть использовано при обработке фрезерованием контуров крупногабаритных деталей на станках с ЧПУ. Цель изобретения - расширение технологических возможностей за счет обработки деталей с внутренними контурами, ограниченными плоскостями. Обработку внутренней контурной поверхности выполняют после полной обработки наружного контура и предварительной обработки гравюры детали. Внутренний контур с переменной малкой разбивают на зоны с открытой и закрытой малками. Обработку ведут в два приема. На первом приеме удаляют большую часть припуска по высоте детали, разбивая деталь по высоте на элементарные участки. Оставляют припуск в зоне сопряжения обрабатываемой поверхности с плоскостью, ограничивающей эту поверхность. На втором приеме обработку ведут инструментом, который выбирают из условия возможности обработки малки с переменным углом в зоне с закрытой малкой. Радиус при торце инструмента назначают равным радиусу сопряжения обрабатываемой поверхности с ограничивающей ее плоскостью детали. Инструмент при обработке участков на обоих приемах перемещают от верхнего участка к нижнему. На втором приеме инструмент перемещают на каждом участке по всему периметру обрабатываемой поверхности. 7 ил.
фиг.3
фиг
фиг.6
Фиг. 5
Фиг Л
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1986 |
|
SU1373493A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
