При исследовании работы копировально-фрезерных станков и ф Кзерных станков с программным управлением используются устройства для определения траектории движения центра фрезы. Повышение точности определения искомых величин является актуальной задачей при разработке таких устройств, так как это позволяет более качественно оценить исследуемый станок и его копирующие органы.
В предлагаемом устройстве для определения траектории и скорости движения центра фрезы на фрезерных станках созданы условия для повышения точности определения искомых величин. Это достигнуто снабжением устройства записываюшим механизмом с неподвижным корпусом и пишуш,им пером, которое связано с рабочи м шпинде.тем посредством кулачка и толкателя, сообш,аощнх перу возвратно-поступательное движение с частотой равной числу оборотов шпинделя.
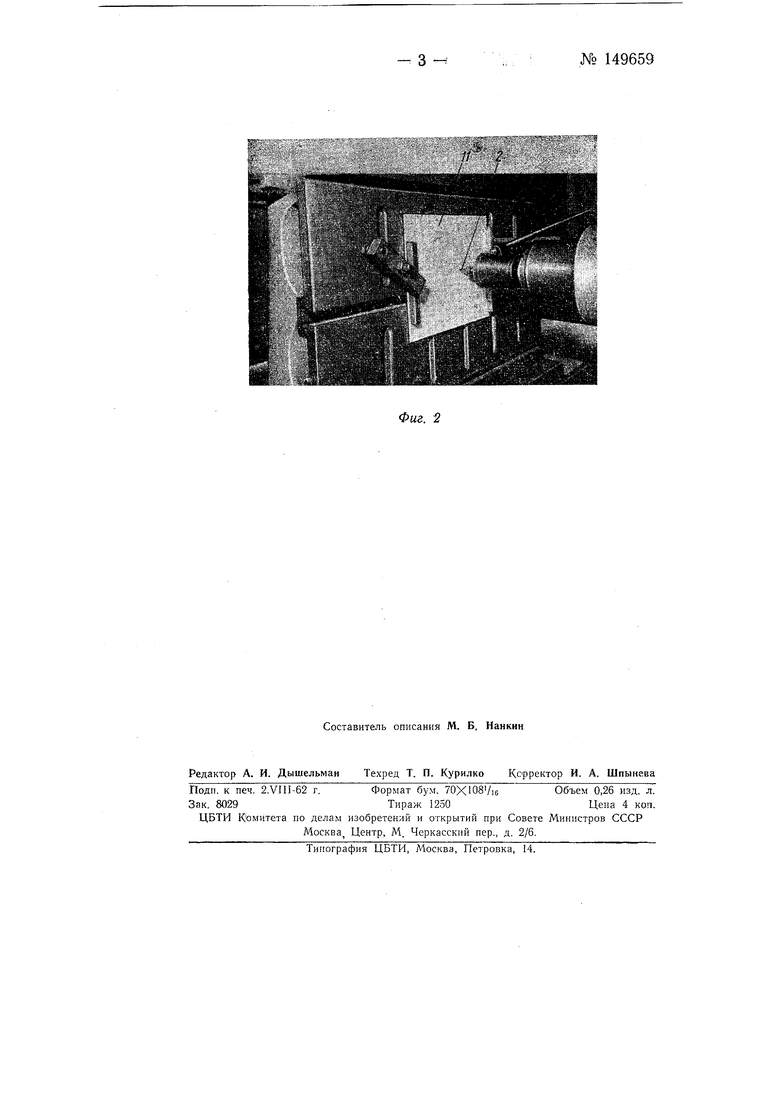
На фиг. 1 изображен записываюш,ий механизм предлагаемого устройства; на фиг. 2 - устройство, смонтированное на станке.
Основным узлом устройства для определения траектории и скорости движения центра фрезы на фрезерных станках является заяисываюшкй механизм (фиг. 1) с неподвижным корпусом / п пишуш,им пером 2. На подшипниках 3, смонтированных в , крепится хвостовик 4, посредством которого записываюш,ий механизм устанавливается в рабочий шпиндель станка. Толкатель 5 и кулачок 6 связывают перо 2 с рабочим шпинделем станка, причем усилием пружины 7 толкатель поджат к крышке 8, а шпонка 9 обеспечивает только поступательное движение толкателя. В процессе определения искомых величитг корпус / записываюшего механизма скалкой 10 удерживается от вращения, в то врел1я как врашаюш,ийся кулачок 6 сообшает толкатель 5
(а следовательно, и перу 2) возвратно-поступательное движение с частотой, равной числу оборотов шпинделя станка. При этом перо 2 записывает на листе бумаги 11, укрепленном на столе станка, траекторию движения центра фрезы. Зная число оборотов рабочего шпинделя станка и величину штрихов траектории движения, можно определить и скорость движения центра фрезы.
Предмет изобретения
Устройство для определения траектории и скорости движения дентра фрезы «а фрезерных станках отличающееся тем, что, с целью повышения точности определения искомых величин, оно снабжено записываюш,им механизмом с неподвижным корпусом и пишуш;им пером, связанным с рабочим шпинделем посредством кулачка и толкателя, сообщаюш;их перу возвратно-поступательное движение с частотой равной числу оборотов шпинделя.
/(. --t- г
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальная фрезерно-шлифовальная головка | 1976 |
|
SU662279A1 |
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| Приспособление для разметки, подгонки и проверки кулачков фасонно-фрезерного полуавтомата С-50 (типа Биллетер) | 1953 |
|
SU101550A2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |
| ВСЕСОЮЗНАЯ J fi4TEHriJO^-:{/:...r,:---;ibH&J'y:^^,r~^ _1 | 1971 |
|
SU295620A1 |
| Копировально-фрезерная головка | 1986 |
|
SU1355375A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| Делительно-подающий полуавтоматический механизм для фрезеровки впадин зубьев шарашек буровых долот | 1953 |
|
SU109603A1 |
| Устройство для управления режимом работы фрезерного станка | 1973 |
|
SU454097A1 |
| Станок для продораживания коллекторов электрических машин | 1974 |
|
SU555477A1 |