фи.
Изобретение относится к обработке поверхности изделий и может быть ис пользовано для высокопроизводительной обработки изде;н й из различных материалов с получением высокого качества обработки поверхности.
Цель изобретения - повышение качества обработки.
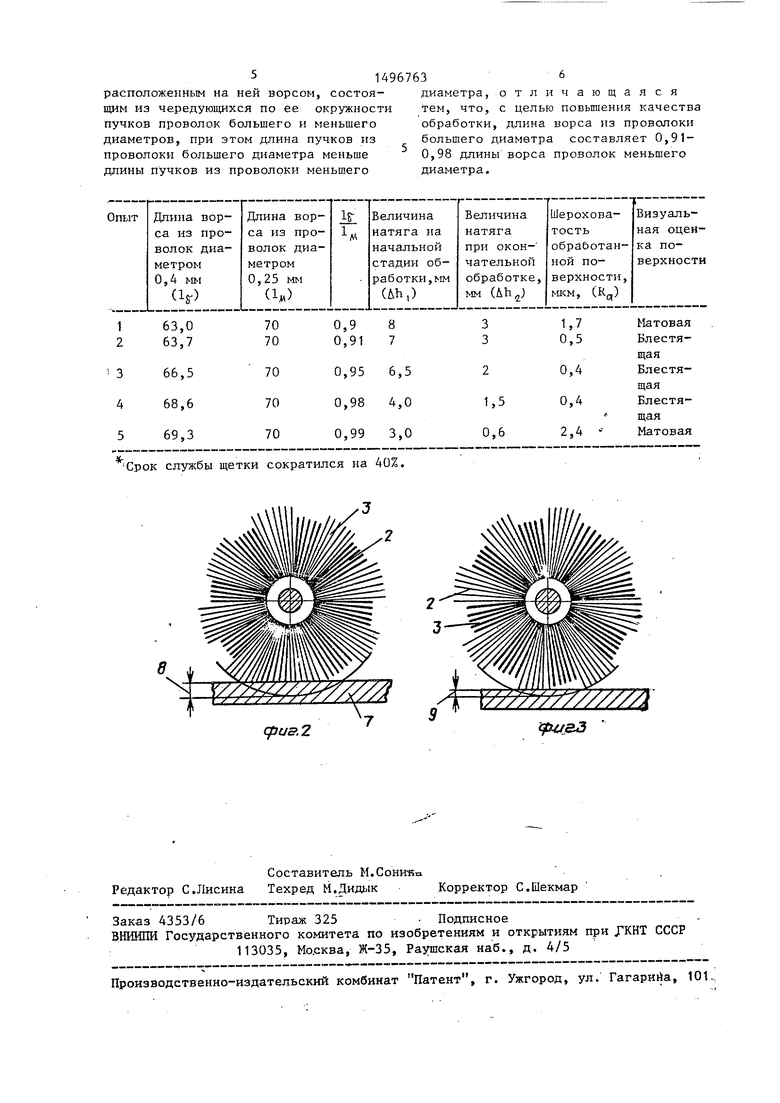
На фиг.1 .схематически изображена предлагаемая щетка для обработки поверхности изделий, общий вид; на фиг.2 - то же, в ироцессе начальной обработки поверхности; на фиг.З - то же, в процессе окончательной обработки поверхности.
Щетка для обработки поверх1 ости изделий содержит цгшпндри хескую обойму 1 (фиг.1-3) с расположенными на ней BopcoMj состоящим из чередующихся по ее окружности пучков проволок большего 2 и меньшего 3 диаметров, Дл1И1а 4 ворса из проволок большего диаметра меньше длины 5 ворса из проволок меньшего диаметра. Обойма 1 закреплена па валу 6, через который осуществляется передача крутящего момента от привода (не показан) к щетке. Обрабатываемое изделие (металлическая полоса) обозначено позицией 7. Величина натяга на первой стадий обработки обозначена позицией :8 (фиг.2), а на стадии окончательной обработки - позицией 9 (фиг,3) . Дли- .на ворса из проволоки большего диаметра составляет 0,91-0,98 длина ворса проволок меньшего диаметра.
II р н мер. На ступице паружным .диаметром 100 мм и ширипой 8 мм размещают ворс из проволоки из стали 70 Проволока для ворса использована .большего 0,4 мм и меньшего 0,25 мм диаметров. Длина ворса приведена в таблице, ГШотность заполнения ворсом (коэффициент 3anojn eniiH) 0,3. Щеткой обрабатывают поверхность полосы из стали марки 08 кп. Режим обработки - .частота вращения ш,етки. 1500 , :мо дность привода 5 кВт. Качество об- работанной полосы оценивают визуально и по измерению шероховатости по- нерхкостн профилометром.
Результаты испытаний щетки представлены 3 таблице.
Анализ показывает, что щетка для обработки поверхности изделий, у ко-- торой.длина ворса большего диаметра со ставляет 0,91-0,98 длины ворса меньшего диаметра, обеспечивает хо
o
5
рошее качество обработки - получение блестящей поверхности с шероховатостью 0,4-0,5 мкм.
Щетка для обработки поверхности изделий работает следуюш;им образом.
Процесс обработки поверхности предлагаемой щеткой включает две стадии: пачальную и окончательную. В процессе начальной обработки вращающуюся щетку прижимают к обрабатываемой поверхности с величиной натяга 8 (фиг.2) &h, большей разности длины ворса 1, из проволок большего диаметра
.Ь.
V4
20
25
30
40 е
35
0
5
большего
При зтом натяг проволок диаметра . составляет:
h ЛЬ, - ( Ig).
Проволоки большего диаметра ин- тенсив Ю обрабатывают поверхности, удаляя неровности, окислы и загрязнения. Затем осуществляют окончательную обработку поверхности,уменьшая величину натяга Ь h до значений
. й1ч IM - Ig.
На этой стадии обработки с поо
верхностью контактируют только про- волоки ворса меньшего диаметра, заглаживающие царапины, полученные на стадии начальной обработки.
Изобретение обеспечивает хорошее качество обработки при высокой производительности процесса. При этом начальная и окончательная обработка осуществляются одной щеткой и переход от одной стадии обработки к другой осуществляется только в результате изменения величины натяга. Щетка имеет простую конструкцию неболь- шую стоимость при высокой производительности и может применяться для обработки поверхностей как металлических, так и неметаллических изделий. Соотношение длин ворса из проволок различного диаметра (0,91-0,98) обеспечивает высокую эффективность обработки при хорошем качестве поверх нести,- что связано с оптимальныьш значениями величин натягов на начальной и окончательной стадиях обработки.
Формула изобретения
Щетка для обработки поверхности, содержащая цилиндрическую обойму с
расположенным на ней ворсом, состоящим из чередующихся по ее окружности пучков проволок большего и меньшего диаметров, при этом длина пучков из проволоки большего диаметра меньше длины пучков из проволоки меньшего
диаметра, отличающая с я тем, что, с целью повышения качества обработки, длина ворса из проволоки большего диаметра составляет 0,91- 0,98 длины ворса проволок меньшего диаметра.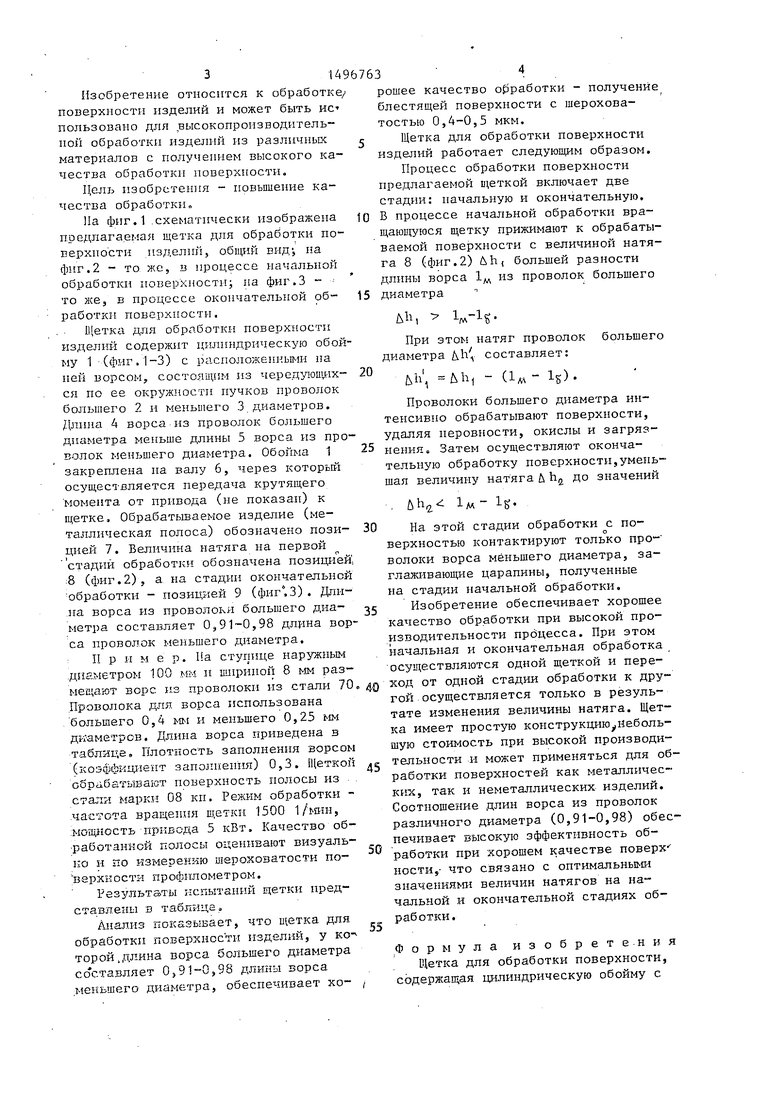
| название | год | авторы | номер документа |
|---|---|---|---|
| Цилиндрическая щетка для обработки поверхности | 1986 |
|
SU1433466A1 |
| Устройство для нанесения металлических покрытий на изделия | 1987 |
|
SU1579744A1 |
| Способ обработки стальной полосы | 1988 |
|
SU1614877A1 |
| Устройство для нанесения покрытия | 1991 |
|
SU1785492A3 |
| Устройство для обработки поверхности изделий | 1987 |
|
SU1497063A1 |
| Устройство для нанесения покрытия | 1987 |
|
SU1497276A1 |
| Способ производства проволоки для армирования изделий | 1986 |
|
SU1362523A1 |
| Устройство для нанесения металлического покрытия на поверхность изделия | 1986 |
|
SU1450882A1 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367560C1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2008 |
|
RU2367559C1 |
Изобретение относится к области обработки поверхности изделий и может быть использовано для обработки изделий из различных материалов. Цель изобретения - повышение качества обработки. Щетка содержит цилиндрическую обойму 1 с расположенным на ней ворсом, состоящим из чередующихся по ее окружности пучков проволок большего 2 и меньшего 3 диаметров. Длина ворса из проволок большего диаметра составляет 0,91-0,98 длины ворса проволок меньшего диаметра. 3 ил.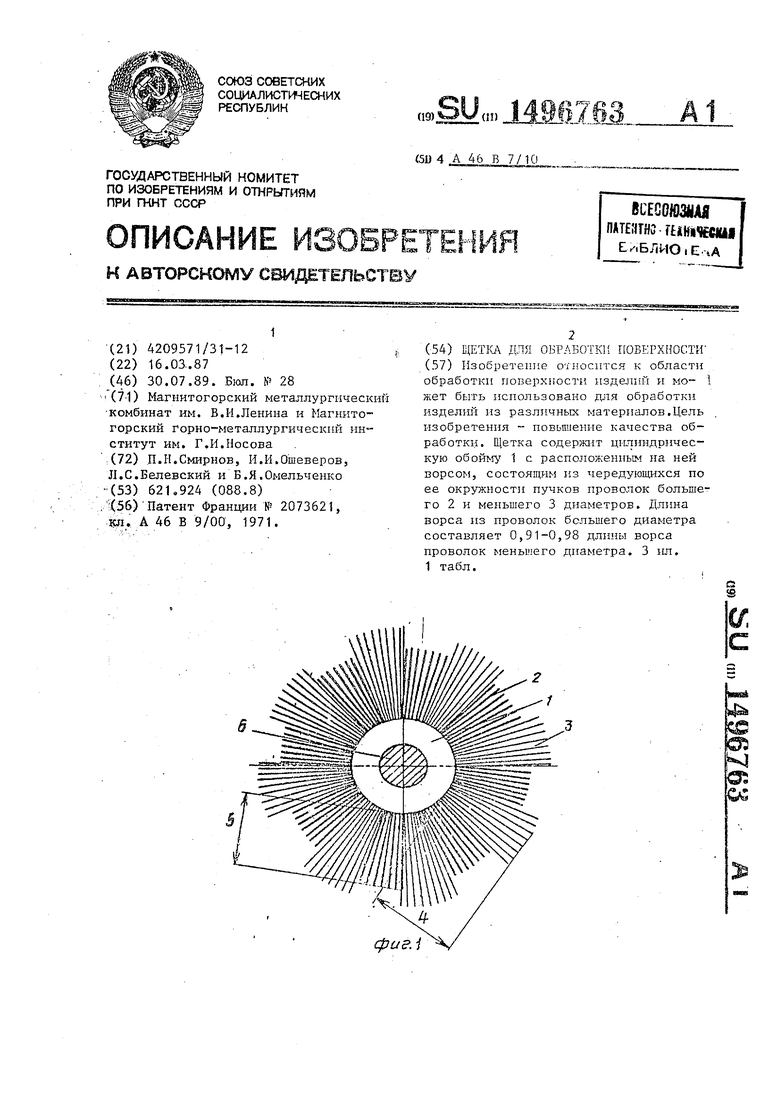
cf3us.2
