11
г
Л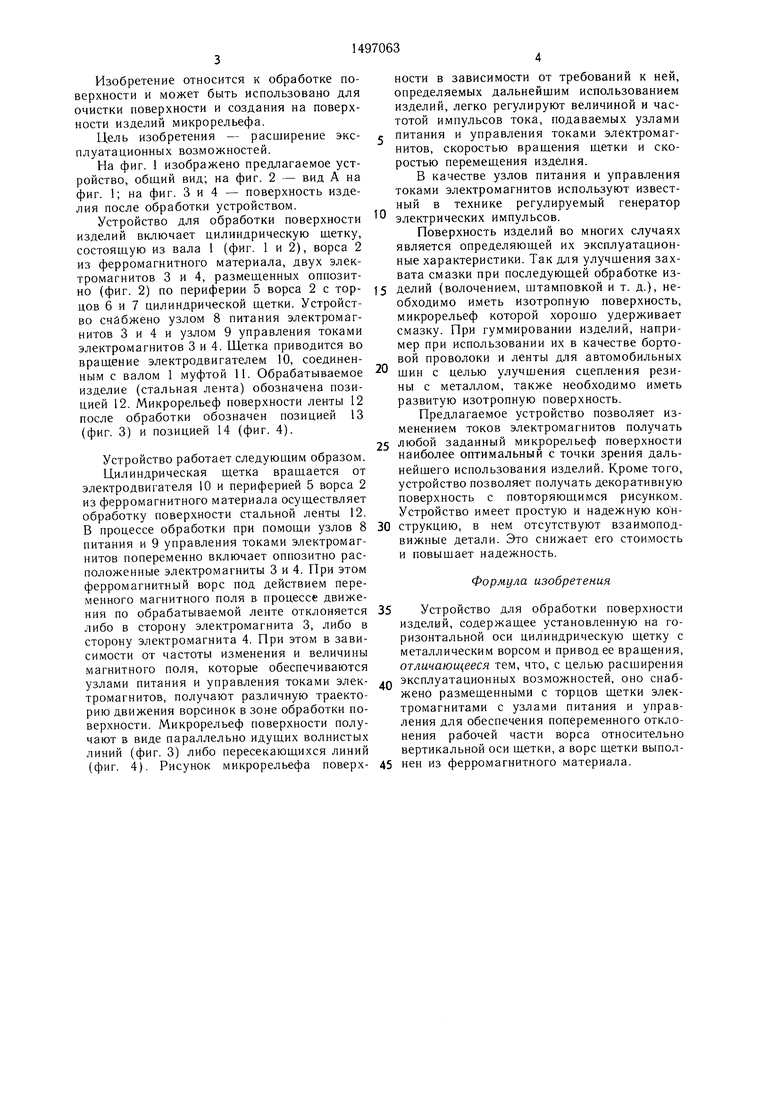
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения покрытий | 1990 |
|
SU1733506A1 |
| Устройство для нанесения покрытия | 1987 |
|
SU1497276A1 |
| Устройство для нанесения металлических покрытий на ленту | 1987 |
|
SU1586878A1 |
| Устройство для нанесения металлических покрытий на изделия | 1987 |
|
SU1579744A1 |
| Устройство для нанесения покрытий на изделие | 1986 |
|
SU1344588A1 |
| Щетка для обработки поверхности | 1987 |
|
SU1496763A1 |
| Устройство для нанесения металлического покрытия на поверхность изделия | 1986 |
|
SU1450882A1 |
| Способ производства проволоки для армирования изделий | 1986 |
|
SU1362523A1 |
| Устройство для нанесения покрытий | 1989 |
|
SU1659531A1 |
| Дисковые ножницы | 1983 |
|
SU1155380A1 |
Изобретение относится к обработке поверхности и может быть использовано для очистки поверхности и создания на поверхности изделий микрорельефа. Цель изобретения - расширение эксплуатационных возможностей. Устройство для обработки поверхности изделий содержит цилиндрическую щетку с металлическим ворсом 2 из ферромагнитного материала. Устройство снабжено размещенными с торцов щетки электромагнитами 3,4 с узлами питания и управления для обеспечения попеременного отклонения рабочей части ворса 2 относительно вертикальной оси щетки. 4 ил.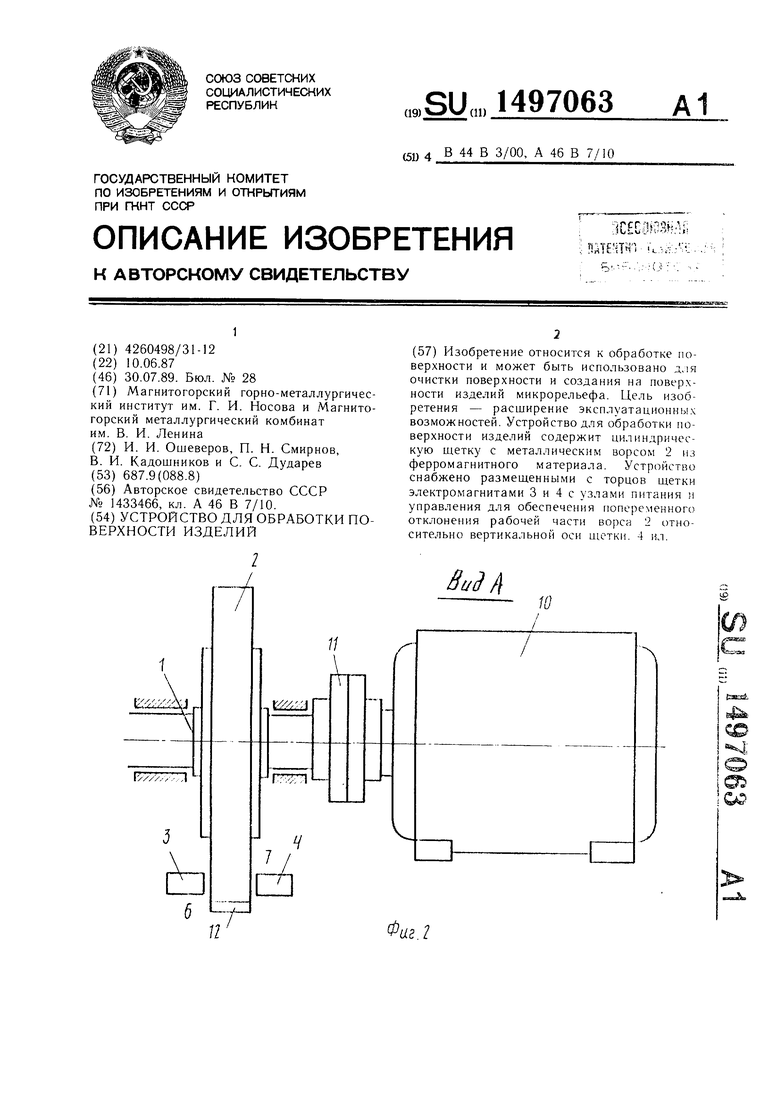
-,
V////,-,.-, ,
ш
ь
7 И
V
у
Фаг. 2
Изобретение относится к обработке поверхности и может быть использовано для очистки поверхности и создания на поверхности изделий микрорельефа.
Цель изобретения - расширение эксплуатационных возможностей.
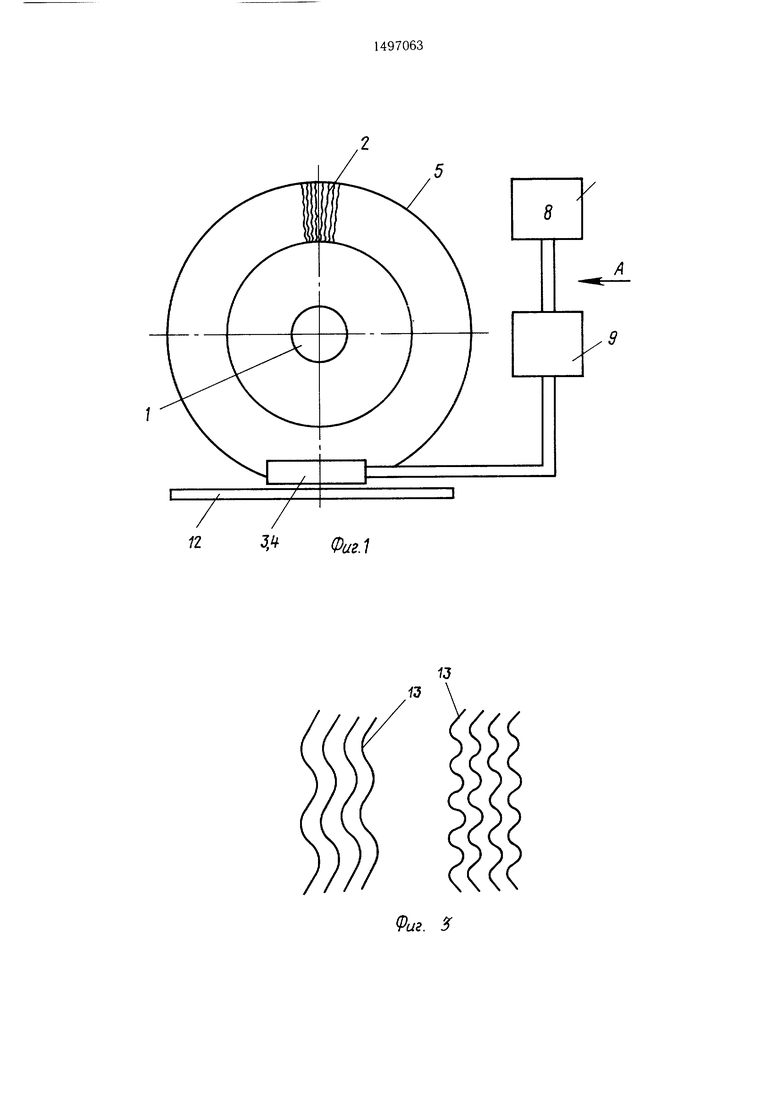
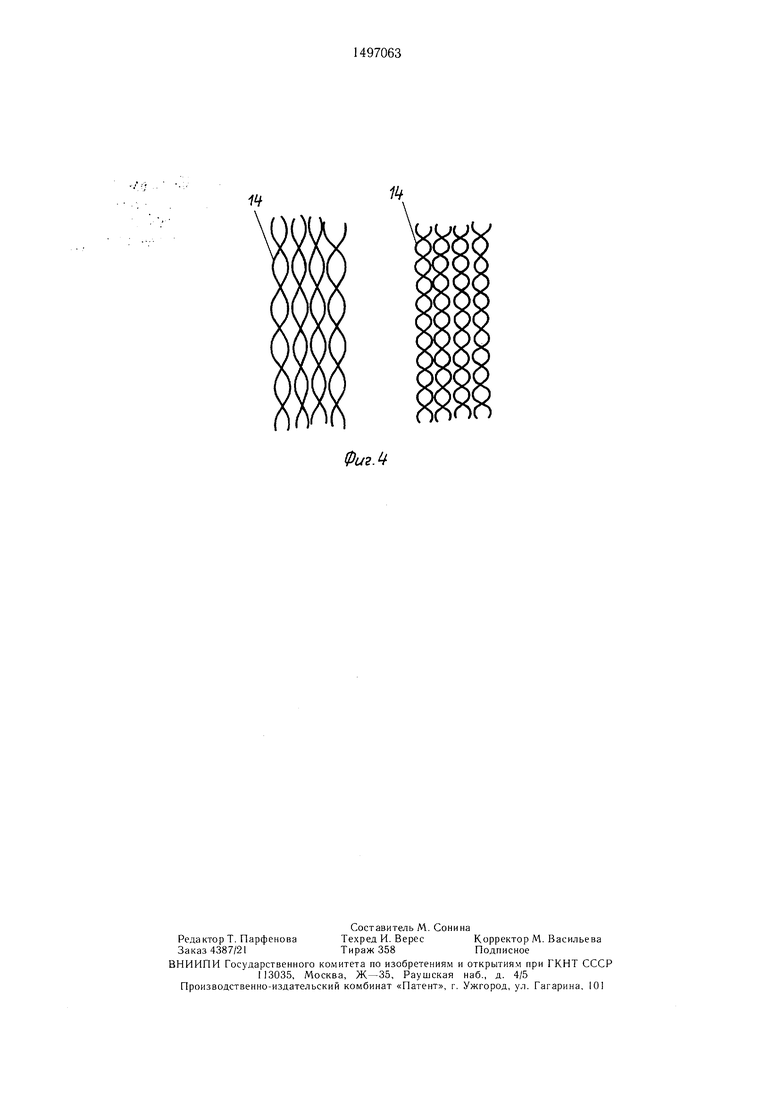
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 и 4 - поверхность изделия после обработки устройством.
Устройство для обработки поверхности изделий включает цилиндрическую щетку, состоящую из вала 1 (фиг. 1 и 2), ворса 2 из ферромагнитного материала, двух электромагнитов 3 и 4, размещенных оппозит- но (фиг. 2) по периферии 5 ворса 2 с торцов 6 и 7 цилиндрической щетки. Устройство снабжено узлом 8 питания электромагнитов 3 и 4 и узлом 9 управления токами электромагнитов 3 и 4. Щетка приводится во вращение электродвигателем 10, соединенным с валом 1 муфтой 11. Обрабатываемое изделие (стальная лента) обозначена позицией 12. Микрорельеф поверхности ленты 12 после обработки обозначен позицией 13 (фиг. 3) и позицией 14 (фиг. 4).
Устройство работает следующим образом.
Цилиндрическая щетка вращается от электродвигателя 10 и периферией 5 ворса 2 из ферромагнитного материала осуществляет обработку поверхности стальной ленты 12. В процессе обработки при помощи узлов 8 питания и 9 управления токами электромагнитов попеременно включает оппозитно расположенные электромагниты 3 и 4. Цри этом ферромагнитный ворс под действием переменного магнитного поля в процессе движения по обрабатываемой ленте отклоняется либо в сторону электромагнита 3, либо в сторону электромагнита 4. Цри этом в зависимости от частоты изменения и величины магнитного поля, которые обеспечиваются узлами питания и управления токами электромагнитов, получают различную траекторию движения ворсинок в зоне обработки поверхности. Микрорельеф поверхности получают в виде параллельно идущих волнистых линий (фиг. 3) либо пересекающихся линий (фиг. 4). Рисунок микрорельефа поверх
ности в зависимости от требований к ней, определяемых дальнейшим использованием изделий, легко регулируют величиной и частотой импульсов тока, подаваемых узлами
питания и управления токами электромагнитов, скоростью вращения щетки и скоростью перемещения изделия.
В качестве узлов питания и управления токами электромагнитов используют известный в технике регулируемый генератор электрических импульсов.
Цоверхность изделий во многих случаях является определяющей их эксплуатационные характеристики. Так для улучшения захвата смазки при последующей обработке изделий (волочением, щтамповкой и т. д.), необходимо иметь изотропную поверхность, микрорельеф которой хорощо удерживает смазку. Цри гуммировании изделий, например при использовании их в качестве бортовой проволоки и ленты для автомобильных щин с целью улучщения сцепления резины с металлом, также необходимо иметь развитую изотропную поверхность.
Цредлагаемое устройство позволяет изменением токов электромагнитов получать
любой заданный микрорельеф поверхности наиболее оптимальный с точки зрения даль- нейщего использования изделий. Кроме того, устройство позволяет получать декоративную поверхность с повторяющимся рисунком. Устройство имеет простую и надежную конструкцию, в нем отсутствуют взаимоподвижные детали. Это снижает его стоимость и повышает надежность.
Формула изобретения
Устройство для обработки поверхности изделий, содержащее установленную на горизонтальной оси цилиндрическую щетку с металлическим ворсом и привод ее вращения, отличающееся тем, что, с целью расщирения
эксплуатационных возможностей, оно снабжено размещенными с торцов щетки электромагнитами с узлами питания и управления для обеспечения попеременного отклонения рабочей части ворса относительно вертикальной оси щетки, а ворс щетки выполнен из ферромагнитного материала.
12
Фиг.1
У
(Риг.
Фи2М
| Цилиндрическая щетка для обработки поверхности | 1986 |
|
SU1433466A1 |
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
