Изобретение относится к прокатному производству и может быть использовано при удалении дефектов с поверхности ПОЛОСУ, поставляемой потребителем в холоднокатаном состоянии.
Цель изобретения - повышение качества поверхности полос за счет удаления дефектов типа плена и экономия метаа- ла.
Сущность способа обработки стальной полосы заключается в том, что полосу очищают от окалины преимущественно стальными щетками, а затем подвергают ХОЛОДНОЙ прокатке. Участки поверхности полосы с пленами обрабатывают щетками с их относительной скоростью 7-25 м/с, величиной натяга (подачи щеток в направлении гюлосы), равной 0,12-0,40 толщины полосы
до полной зачистки плены, а прокатку осуществляют при обжатии 35-80%.
При м е р. В линии непрерывного трав- ления обрабатывают полосы из стали марки 08Ю размерам -: (4-7) X (250-465) мм. Полосы очищают от окалины путем травления в рае-зоре соляной кислоты, а затем обрабатывают стальными щетками путем пропускания полосы между парой щеток вращающихся навстречу ее движению Диаметр щетки 400 мм, длина 500 мм, ворс из нагартованной проволоки из стали 70 диаметр проволок 0,7-0,9 мм, длина ворса 30- 50 мм, плотность заполнения щетки ворсом (.отношение площади собственно ворса на поверхности щетки к общей площади поверхности) 0,20-0,30. Привод щетки обеспечивает регулирование ее окружной
О
s
00 XI Vj
|скорости от 5 до 40 м/с. Нажимное устройство щеток обеспечивает их сближение для осуществления натяга с точностью 0,1 мм, Величину натяга определяют следующим образом. Вращающиеся щетки подводят к полосе сверху и снизу до соприкосновения с поверхностью полосы. Этот момент четко фиксируется по звуку и появляющимся искрам. Затем нажимным устройством, ориентируясь по лимбу, прижимают щетки к полосе, перемещая их на заданную величину натяга. В процессе прижатия ворс изгибается в соответствии с натягом. Скорость I протяжки полосы изменяют в пределах 0,5- 2 м/с. Скорость ворса щетки относительно поверхности полосы определяют суммированием скорости полосы и окружной скорости щетки.
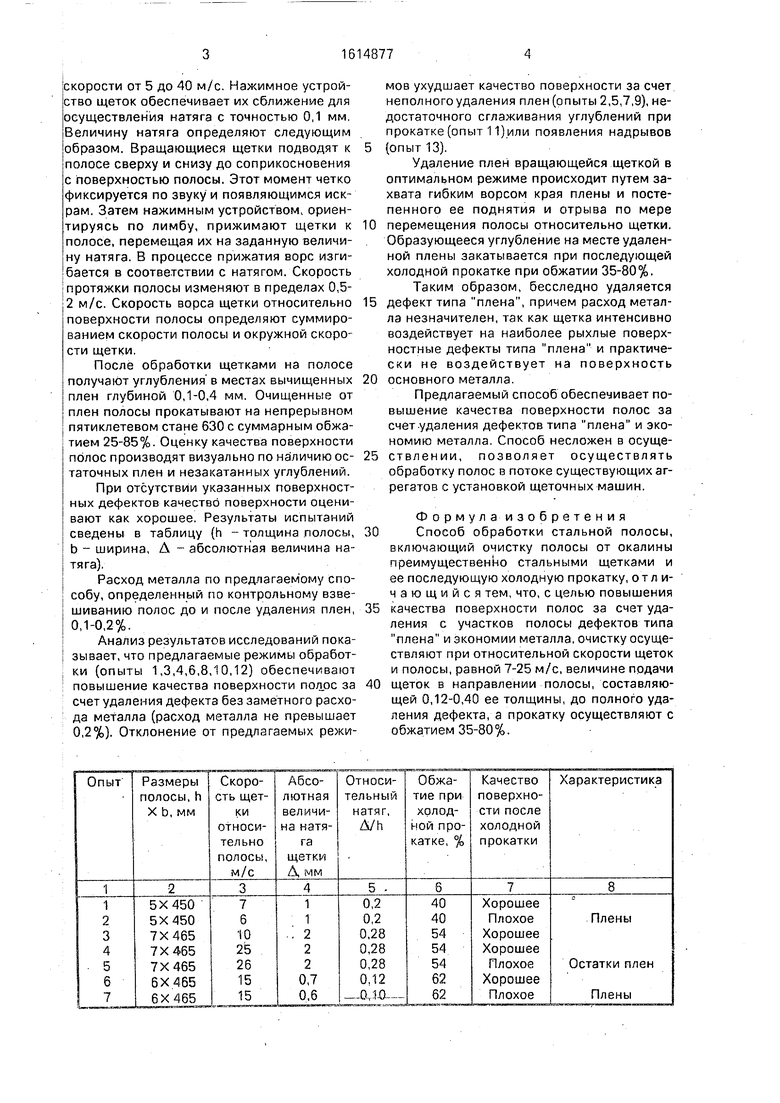
После обработки щетками на полосе получают углубления в местах вычищенных плен глубиной 0,1-0,4 мм. Очищенные от плен полосы прокатывают на непрерывном пятиклетевом стане 630 с суммарным обжатием 25-85%. Оценку качества поверхности полос производят визуально по наличию ос- таточных плен и незакатанных углублений. При отсутствии указанных поверхностных дефектов качество поверхности оценивают как хорошее. Результаты испытаний сведены в таблицу (h - толщина .полосы, I b - ширина, А - абсолютная величина на- 1 тяга).
Расход металла по предлагаемому спо- i собу, определенный по контрольному взве- 1 шиванию полос до и после удаления плен, I 0,1-0,2%.
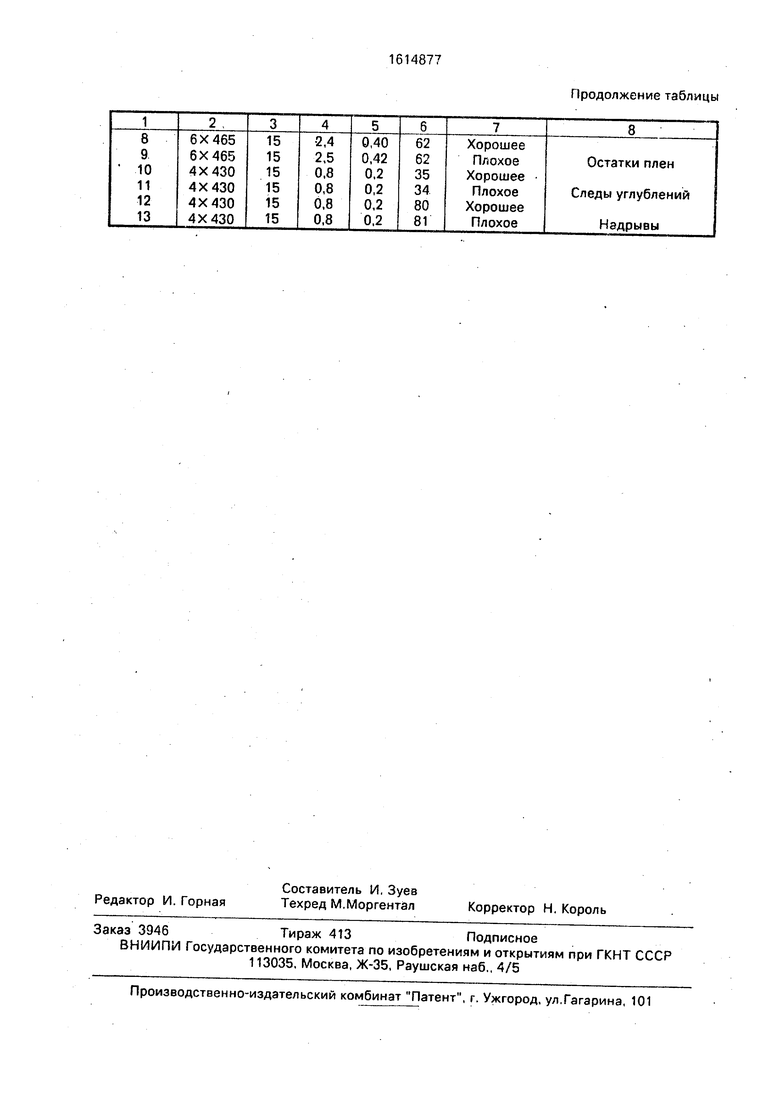
I Анализ результатов исследований пока- 1 зывает, что предлагаемые режимы обработ- I ки (опыты 1,3,4,6,8,10,12) обеспечивают I повышение качества поверхности полос за счет удаления дефекта без заметного расхода металла (расход металла не превышает 0,2%). Отклонение от предлагаемых режимов ухудшает качество поверхности за счет неполного удаления плен (опыты 2,5,7,9), недостаточного сглаживания углублений при прокатке (опыт 11)или появления надрывов (опыт 13).
Удаление плен вращающейся щеткой в оптимальном режиме происходит путем захвата гибким ворсом края плены и постепенного ее поднятия и отрыва по мере перемещения полосы относительно щетки. Образующееся углубление на месте удаленной плены закатывается при последующей холодной прокатке при обжатии 35-80%.
Таким образом, бесследно удаляется дефект типа плена, причем расход металла незначителен, так как щетка интенсивно воздействует на наиболее рыхлые поверхностные дефекты типа плена и практически не воздействует на поверхность основного металла.
Предлагаемый способ обеспечивает повышение качества поверхности полос за счет .удаления дефектов типа плена и экономию металла. Способ несложен в осуществлении, позволяет осуществлять обработку полос в потоке существующих агрегатов с установкой щеточных машин.
Формулаизобретения Способ обработки стальной полосы, включающий очистку полосы от окалины преимущественно стальными щетками и ее последующую холодную прокатку, от л и- чающийся тем, что, с целью повышения качества поверхности полос за счет удаления с участков полосы дефектов типа плена и экономии металла, очистку осуществляют при относительной скорости щеток и полосы, равной 7-25 м/с, величине подачи щеток в направлении полосы, составляющей 0,12-0,40 ее толщины, до полного удаления дефекта, а прокатку осуществляют с обжатием 35-80%.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства горячекатаной полосы из малоуглеродистой стали | 1990 |
|
SU1752793A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 1993 |
|
RU2048216C1 |
| Способ производства подката из нестареющей низкоуглеродистой стали | 1988 |
|
SU1533783A1 |
| Способ горячей прокатки полос на широкополосном стане | 1989 |
|
SU1659141A1 |
| Способ очистки поверхности полосы при холодной прокатке | 1991 |
|
SU1795920A3 |
| СПОСОБ ДРЕССИРОВКИ ГОРЯЧЕКАТАНОГО СТАЛЬНОГО ЛИСТА | 2001 |
|
RU2183515C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ | 2003 |
|
RU2238988C1 |
| Способ производства стальных полос | 1986 |
|
SU1423610A1 |
| Стан непрерывной холодной прокатки | 1981 |
|
SU1026850A1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
Изобретение относится к прокатному производству и может быть использовано при удалении дефектов с поверхности полосы, поставляемой потребителям в холоднокатаном состоянии. Цель изобретения - повышение качества поверхности полос за счет удаления дефектов типа плена и экономии металла. Полосу очищают от окалины преимущественно стальными щетками, а затем прокатывают в холодном состоянии. Особенность способа заключается в том, что после очистки от окалины участки полосы с пленами подвергают обработке щетками при относительной их скорости 7-25 м/с и величине подачи щеток в направлении полосы, составляющей 0,12-0,40 ее толщины, а прокатку производят с обжатиями 35-80%. Это позволяет уменьшить расход металла за счет выборочной зачистки мест дефектов и сократить энергетические затраты. 1 табл.
| Способ очистки полос трансформаторной стали от окалины | 1976 |
|
SU618153A1 |
| Механическое оборудование цехов холодной прокатки./Под ред | |||
| Г.Л.Химича, - М,: Машиностроение, 1972, с.35. | |||
