Известны штампы ,с автоматической подачей заготовки в рабочую зону, содержащие верхнюю и нижнюю плиты с закрепленными в них бойками, мехавизм подачи и оправку.
Описываемый штамп отличается от известных тем, что механизм подачи выполнен в виде надетой на оправку и приводимой в действие рычагом цанги, корпусу которой сообщено прерывистое вращательно-поступательное движение, в результате установки последнего на качающейся плите, смонтированной на каретке, расположенной в плите штампа, приводимой в движение, например, пневматическим цилиндром, и жестко фиксируемой в рабочем положении.
Такая конструкция позволяет осуществить прерывистое вращательно-поступательное перемещение заготовки в зону штампа, необходимое при операции -обжима, и уменьшает трудоемкость.
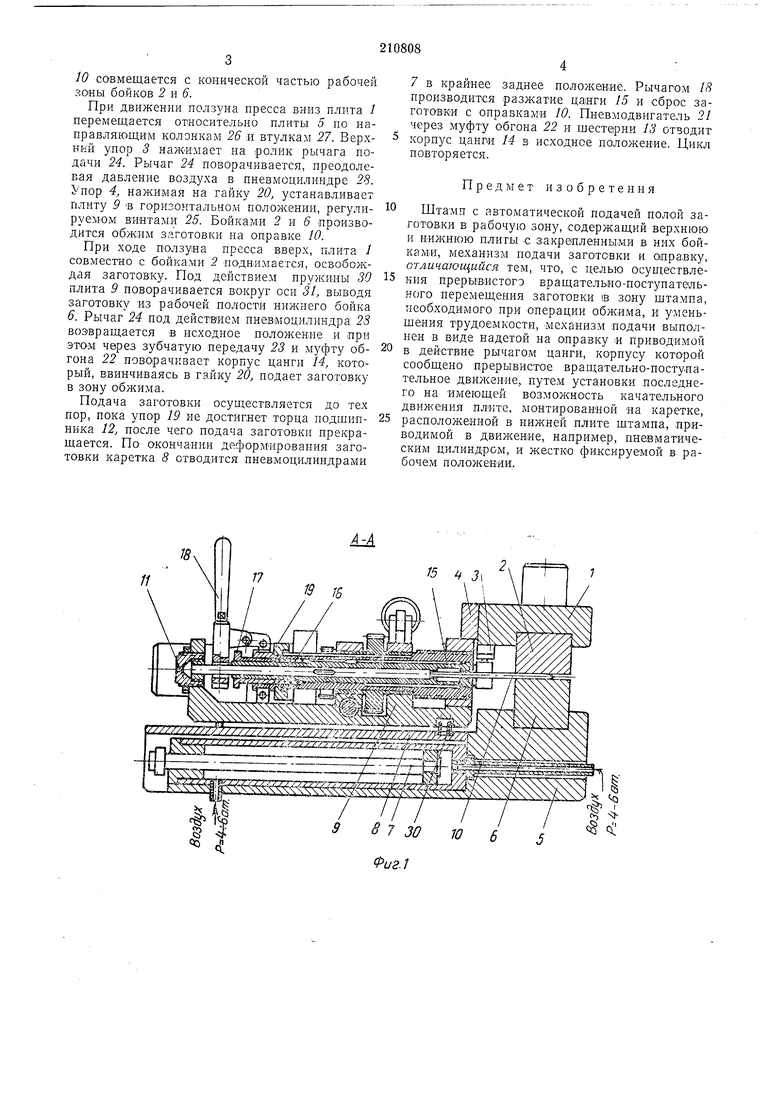
На фиг. 1 показан описываемый штамп, вид сбоку, разрез по А-Л на фиг. 2; на фиг. 2 - тот же штамп, вид сверху; на фиг. 3 - тот же штамп, разрез по Б-.6 на фиг. 2.
Штамп содержит верхнюю плиту / с укрепленным на ней верхним бойком 2, упорами 3 и 4 и нижнюю плиту 5 с укрепленным на ней нижним бойком 6 и двумя пневмоцилиндрами 7, служащими для перемещения каретки S по направляющим плиты 5. На каретке щарнирно закреплена плита 9, к которой прикреплена оправка 10 с по-мощью регулируемой пяты 11. На плите 9 в подшипниках 12 установлена шестерня 13. В последней размещен корпус цанги 14 и цанга 15, находящаяся под воздействием пружины 16, усилие которой регулируется гайкой 17. Шестерня, корпус цанги и цанга взаимно связаны скользящими шпонками (на чертеже не показаны). Корпус
цанги снабжен рычагом 18 и упором 19. В передней части плиты 9 в пазах установлена гайка 20. На плите также смонтированы пнавмодвигалель 21, муфта обгона двойного действия 22, зубчатая передача 23, рычат подачи 24 и установочные винты 25. Нижняя плита 5 снабжена направляющими колонками 26, верхняя плита / - направляющими втулками 27. Рычаг 24 связан с пневмоцилиндром 28. Каретка 8 снабжена замками-упорами 29.
Перед началом работы штампа пневмоцилиндрами 7 каретка 8 отводится назад в крайнее левое положение. Рычаг 18 разжимает цангу 15 и на оправку 10 надевается полая загоговка до упора в торец цанги. С помощью пружины 16 цанга зажимает заготовку, после чего каретка штоками пневмопилиндров перемещается в крайнее правое положение, в котором фиксируется замками10 совмещается с конической частью рабочей зоны бойков 2 VI 6.
При движении полззна пресса вниз плита 1 перемепдается относительно плиты 5 по направляющим колонкам 26 и втулкам 27. Верхний упор 3 нажимает на ролик рычага подачи 24. Рычаг 24 поворачивается, преодолевая давление воздуха в пневмоцилиндре 28. JHOp 4, нажимая на гайку 20, устанавливает плиту 9 В горизонтальном положении, регулируемом винтами 25. Бойка ли 2 и 6 производится обжям заготовки на оправке 10.
При ходе ползуна пресса вверх, плита / совместно с бойками 2 поднимается, освобождая заготовку. Под действием пружины 30 плита 9 поворачивается вокруг оси 31, выводя заготовку ИЗ рабочей полости нижнего бойка 6. Рычаг 24 под действием пневмоцилиндра 23 возвращается в исходное положение и при через зубчатую передачу 23 и муфту обгона 22 поворачивает корпус цанги 14, который, ввинчиваясь в гайку 20, подает заготовку в зону обжима.
Подача заготовки осуществляется до тех пор, пока упор 19 не достигнет торпа подщипника 12, после чего подача заготовки прекращается. По окончании деформ 1ровапия заготовки каретка 8 отводится пневмоцилиндрами
7 в крайнее заднее положение. Рычагом 18 производится разжатие цанги 15 и сброс заготовки с оправками 10. Пневмодвигатель 21 через муфту обгона 22 и щестерни 13 отводит 5 корпус цанги 14 в исходное полол ение. Цикл повторяется.
Предмет изобретения
0 Штамп с автоматической подачей полой заготовки в рабочую зону, содержащий верхнюю и нижнюю плиты с закрепленными в них бойками, механ1 зм подачи заготовки и оиравку, отличающийся тем, что, с целью осуществле5 нпя прерывистого вращательяо-поступательного перемещения заготовки в зону щтампа, необходимого при операции обжима, и уменьщения трудоемкости, механизм подачи выполнен в виде надетой на оправку и приводимой в действие рычагом цанги, корпусу которой сообщено прерывистое вращательно-поступательное движение, путем установки последнего на имеющей возможность качательного плите, монтированной -на каретке,
расположенной в нижней плите штампа, приводимой в , например, пневматическим цилиндром, и жестко фиксируемой в рабочем положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПОДАЧИ полосовых ЗАГОТОВОК в РАБОЧУЮ ЗОНУ ПРЕССА | 1973 |
|
SU376151A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
| Устройство для подачи длинномерного материала в рабочую зону обрабатывающей машины | 1980 |
|
SU919790A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ПРОВОЛОЧНЫХ КОНТАКТОВ НА МОНТАЖНЫЕ ПЛАТЫ | 1971 |
|
SU301885A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Устройство для отделения листовых заготовок от стопы | 1990 |
|
SU1761359A1 |
| Штамп для обжатия заготовок | 1972 |
|
SU495127A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ПОДАЧИ ПОЛОСОВОГО МАТЕРИАЛА ИЗ СТОПЫ В РАБОЧУЮ ЗОНУШТАМПА | 1972 |
|
SU425706A1 |
| Устройство для резки шприцованных заготовок | 1989 |
|
SU1696304A1 |

