Изобретение относится к обработке металлов давлением, может быть использовано для накатывания резьбы на трубах с одновременным снятием фаски или заусенца на их торце и является усовершенствованием изобретения по авт. св.№ 854530.
Цель изобретения - повышение качества фаски путем ограничения времени контакта режущего инструмента с заготовкой в процессе накатывания резьбы.
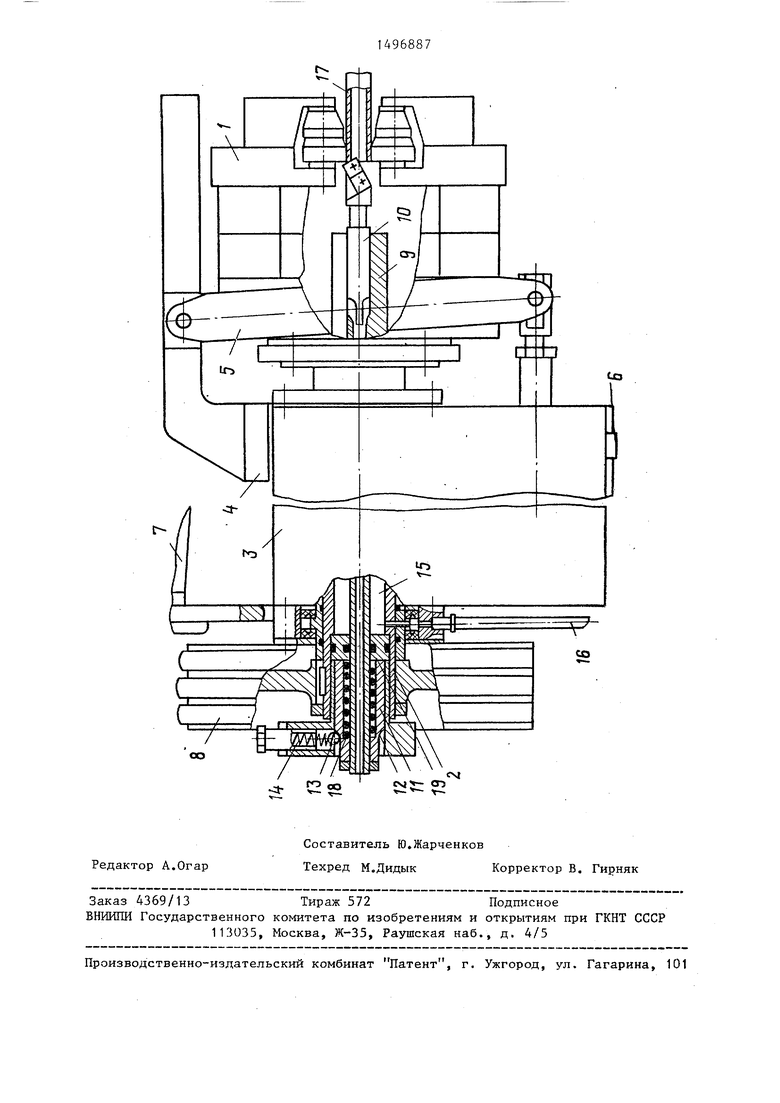
На чертеже представлено предлагаемое устройство, продольный разрез.
Устройство для накатывания резьб на трубах содержит грезьбонакатнуто
головку 1, установленную на шпинделе 2, смонтированном на ртанине 3.
На станине закреплен кронштейн 4, несущий рычаг 5 раскрытия резьбо- накатной головки, связанный с силовым цилиндром 6.
Привод резьбонакатной головки 1 рсзпцествЛяется от двигателя 7 через клйноременную передачу 8.
В шпинделе 2 с возможностью осевого перемещения установлена пиноль 9, несущая инструмент 10 для снятия фас- 1КИ. На конце пиноли установлена втулка 11, имеющая конический поясок 12, кон- тактирующий с подпружиненным шариком 13 нажимного механизма, смонтированного в шпинделе 2.
1
;о
Од 00 00 Ч
ю
3149
Размер фаски зависит от длины и угла наклона конического пояска 12 и усилия пружины 14 нажимного механизма.
Внутренняя полость 15 шпинделя 2 выполнена в виде цилиндра одностороннего действия, связанного с пневмо- системой 16.
Устройство снабжено механизмом отвода режущего инструмента 10 от за- готовки 17, выполненным в виде упругого элемента 18, например винтовой пружины, которая смонтирована во втулке 11 на заднем конце пиноли 9 с упором во внутренний бурт 19 шпинделя 2.
Устройство работает следующим образом.
Заготовка 17 подается в тиски (не показаны) до упора и зажимается. Упор убирается. Включается привод переме- ния тисков и сведения роликов резьбо- накатной головки 1.
Накатывается короткая резьба и од- .новременно осуществляется снятие фаски, при этом пиноль 9 с инструментом 10 для снятия фаски перемещается в осевом направлении и подпружиненный шарик 13 перемещается по коническому йояску 12 втулки 11,
Размер фаски определяется длиной и углом.наклона конического пояска 12 и усилием пружины 14 нажимного меха- низма.
Б начале обработки воздух из щпин- деля 2 стравливается и дополнительное сопротивление отсутствует. Одновременно с окончанием накатывания короткой резьбу оканчивается снятие фаски требуемого размера
После окончания накатки подается команда на раскрытие резьбонакатной головки 1 и отвод заготовки 17. Одновременно в полость 15 щпинделя 2 подается воздух и пиноль 9 -возвра- щается в исходное положение. Тиски
разводятся, деталь поднимается манипулятором (не показан), кантуется, вновь устанавливается в тиски и зажимается.
Далее подается команда на перемещение тисков и сведение роликов резьбонакатной головки 1. Накатывается длинная резьба, и ход тисков с заготовкой 17 больше, следовательно, пе-. ремещение пинОли 9 с инструментом 10 для снятия фаски также больше. Инструмент 10 снимает фаску лишь до тех пор, пока существует сопротивление, , обеспечивающее необходимое усилие резания, т.е. пока подпружиненный шарик 13 контактирует с коническим пояском 12 втулки 11.. Как только в контакт с подпружиненным шариком 13 вступает цилиндрическая часть втулки 11, снятие фаски прекращается, упругий элемент 18 отводит пиноль 9 с инструментом 10 для снятия фаски от отрабатываемой заготовки 17, т.е. длина фаски не зависит от длины накатываемой резьбы.
После окончания накатки длинной резьбы подается команда на раскрытие резьбонакатной головки 1, выводзаготовки из рабочей зоны и возврат пи- ноли 9 с инструментом 10 в исходное положение.
Формула изобретения
Устройство для накатывания резьб на трубах по авт.св.№ 854530, отличающееся тем,что,с целью. повьш1ения качества фаски за счет ограничения контакта режущего инструмента с заготовкой в процессе накатывания резьбы, оно снабжено механизмом отвода инструмента для снятия фаски, выполненным в виде упругого элемента, причем последний смонтирован во втулке на заднем конце пиноли с упором во внутренний бурт шпинделя..
оо
esjv- СП
М
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьбы на трубах | 1979 |
|
SU854530A1 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Станок для накатывания резьб на пустотелых заготовках | 1986 |
|
SU1470408A1 |
| Устройство для обработки наружной поверхности конца полой заготовки | 1977 |
|
SU653013A1 |
| Устройство для накатывания резьбы | 1983 |
|
SU1166873A1 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКАdK | 1972 |
|
SU426734A1 |
| Устройство для накатывания резьбы | 1982 |
|
SU1031606A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Резьбонакатная головка | 1982 |
|
SU1094657A2 |
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания резьб на трубах с одновременным снятием фаски на торце. Цель изобретения - повышение качества за счет ограничения времени контакта режущего инструмента с заготовкой. Устройство снабжено механизмом отвода режущего инструмента, выполненным в виде упругого элемента, смонтированного во втулке на заднем конце пиноли с упором во внутренний бурт шпинделя. В процессе накатывания резьбы на трубе производится снятие фаски на торце заготовки посредством режущего инструмента, установленного на пиноли устройства. При этом режущий инструмент снимает фаску заданного размера на заготовке до тех пор, пока не сработает механизм отвода режущего инструмента от заготовки, а процесс накатывания резьбы продолжается до полного завершения цикла обработки. 1 ил.
| Устройство для накатывания резьбы на трубах | 1979 |
|
SU854530A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| I, . | |||
