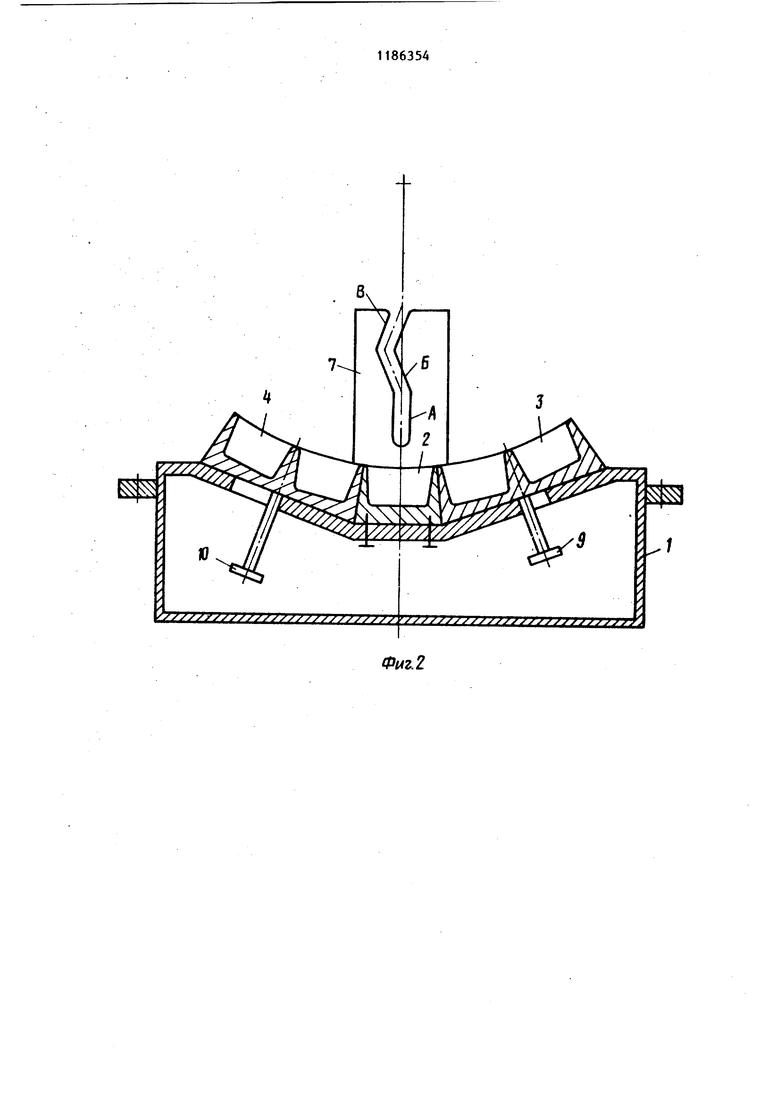
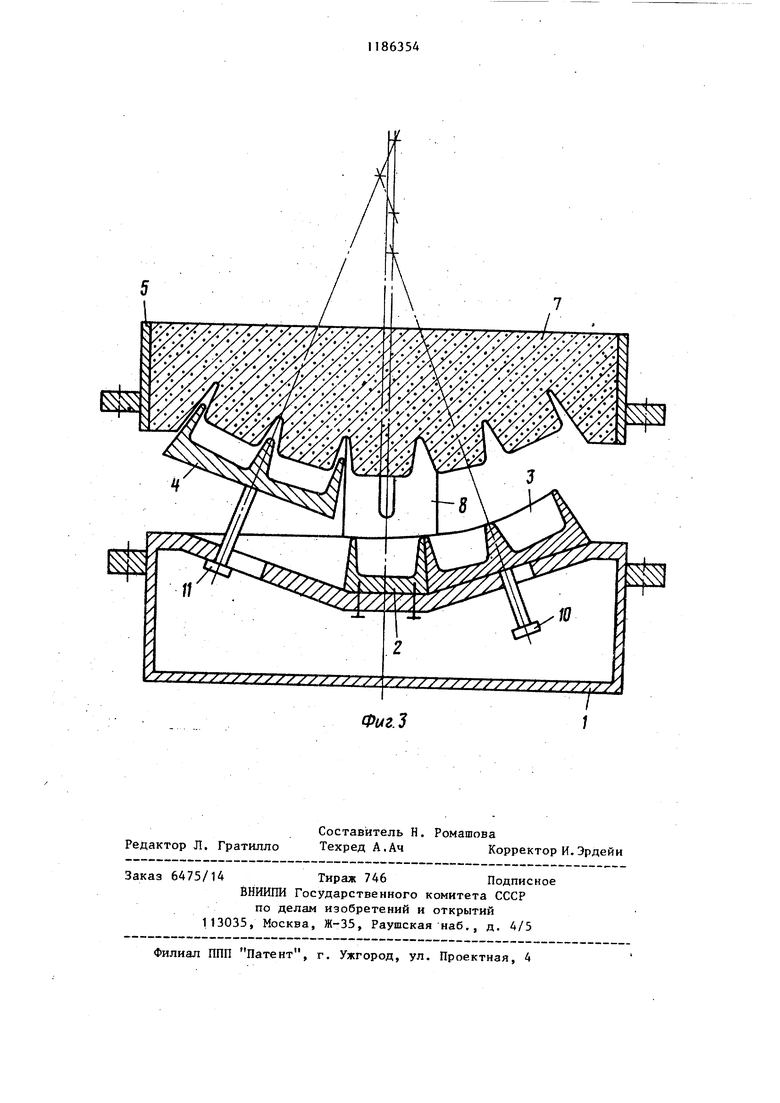
Изобретение относится к области литейного производства и может быть использовано при производстве формообразующих элементов пресс-форм для вулканизации покрышек пневматических шин и других отливок с поднутрениями сложной конфигурации. Целью изобретения является расширение технологических возможностей формовки. Ка фиг. 1 представлена предлагаемая литейная оснастка, аксонометрическая проекция; на фиг. 2 - подмодельная плита с моделью в сборе; на фиг. 3 - схема удаления отъемных эле ментов при съеме полуформы. Оснастка содержит подмодельную плиту 1, на которой установлена непо вижная часть 2 модели и отъемные подвижные части 3 и 4; опоку 5 с цапфами 6; устройство для перемеще ния опоки по заданной траектории, включающее пару копиров 7, жестко укрепленных на подмодельной плите 1, пальцы 8, установленные на опоке 5 с возможностью взаимодействия с копира ми 7, и систему тяг 9 и 10 дифференцированной длины, соединенных с отъе ными частями 3 и 4. Копир 7 содержит фасонную прорезь состоящую из вертикального участка А параллельного ходу извлечения неподвижной части 2 модели, наклонного участка Б, параллельного ходу извлечения отъемной части 3, и наклонного участка В,параллельного ходу извлече ния отъемной части 4. Протяженность каждого участка рассчитывается из ус ловия необходимости последовательног выведены из зацепления полуформы с частями 2-4 модели. Оснастка работает следующим образом. На подготовленную к работе подмодельную плиту 1 устанавливают опоку 5 заполняют полость опоки формовочным материалом и уплотняют полуформу 1 1 . . После угцютнения полуформу 11 под нимают за цапфы 6, в процессе ее 1 542 подъема палец- 8 опоки 5 перемещается по прорези копира 7. При прохождении пальцем 8 вертикального участка А копира полуформа 11 перемещается совместно с отъемными частями 3 и 4 модели. При достижении пальцем 8 верхней точки вертикального участка полуформа 11 выходит из зацепления с неподвижной частью 2 модели. В зтой позиции тяга 9 отъемной части 3 стопором (не показан) упирается в подмодельную плиту 1 и ограничивает перемещение отъемной части 3 с полуформой 11. В процессе дальнейшего перемещения полуформы 11 палец 8 входит в наклонный участок Б прорези копира, при достижении направляющей крайнего положения участка Б полуформа 11 выходит из зацепления с отъемной частью 3. При прохождении участка Б отъемная часть 4 перемещается вместе с полуформой, а при достижении крайнего положения участка Б тяга 10 отъемной части 4 упирается в подмодельную плиту 1 и ограничивает дальнейшее перемещение отъемной части 4 с полуформой 11. При дальнейшем движении пальца 8 по участку В прорези копира 7 полуформа 11 выходит из зацепления с отъемной частью 4.После удаления полуформы 11 отъемные части 3 и 4 устанавливают на подмодельную плиту 1, цикл формовки завершается. Перемещение полуформы по заданной траектори обеспечивает поочередное извлечение отъемных частей, что дает возможность расширить технологические возможности формовки по модели сложной конфигурации с глубокими поднутрениями.Предлагаемая оснастка позволяет объединить несколько деталей в одну, и расширить возможности получения пресс-форм с увеличенными габаритными размерами формообразующих элементов .
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цельнолитых секторов для пресс-форм,используемых при получении покрышек пневматических шин | 1983 |
|
SU1168315A1 |
| Способ изготовления литейных форм и модель для его осуществления | 1979 |
|
SU931275A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1977 |
|
SU740382A1 |
| Оснастка для испытания формовочных материалов при вакуумной формовке | 1982 |
|
SU1066724A1 |
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Способ вакуумной формовки | 1988 |
|
SU1629133A1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1994 |
|
RU2122918C1 |
| Устройство для извлечения отъемных частей модели | 1980 |
|
SU884833A1 |
| Устройство вакуумной формовки отливок типа диска с криволинейными ребрами и поднутрениями и способ вакуумной формовки данным устройством | 1987 |
|
SU1629139A1 |
ЛИТЕЙНАЯ ОСНАСТКА ПРЕИМУЩЕСТВЕННО ДЛЯ ФОРМОВКИ ЦЕЛЬНО-ЛИТЫХ СЕКТОРОВ ПРЕСС-ФОРМ, содержащая опоку, подмодельную плиту и модель с отъемными частями, оформпякицими поднутрения, отличающаяся тем, что, с целью расширения технологических возможностей, она снабжена копирными механизмами, выполненными в виде двух пластин с фигурными пазами, закрепленных с двух противоположных сторон подмодельной плиты, и двух пальцев, установленных на опоке и размещенных в фигурных пазах пластин, и системой тяг, связанных с отъемными частями. г 90
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Устройство для управления стрелками электрической централизации | 1950 |
|
SU94810A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
