Изобретение относится к порошковой металлургии, в частности к способам изготовления железографитовых изделий, используемых, например, при изготовлении установленных мер для настройки средств измерений.
Цель изобретения - повьшение стабильности температурного коэффициента линейного расширения спеченньк изделий при температурах до 100 Си обеспечение газоплотности изделий.
Предлагаемый способ изготовления спеченных железографитовых изделий заключается в том, что порошки железа, графита и стеарата цинка смешивают, спрессованные заготовки спекают, подвергают закалке и последующему отпуску в расплаве серы при 160-170 С в течение 2,4-3,6 кс.
Способ осуществляют следующим
образом.
Смешиванию порошков желез (основа), графита (0,8-1,0%) и стеарата цинка (0,5%) осуществляют в Y-об- разном (или другого вида) смесителе в течение 1,8 кс. Полученную шихту прессуют на гидравлическом прессе модели ДА-1534Б номинальным усилием 2500 кН под давлением 800-1000 МПа. При этом плотность формовок установочных колец к приборам для измере- ния отверстий составляет 7,3+0,1 г/см. Спекание формовок проводят в печя непрерывного действия при 1150 С с изотермической вьздержкой в зоне спе- кания 2,4 КС в среде эндотермического газа с температурой точки росы +3 - 5 С. Нагрев под закалку спеченных изделий осуществляют в муфельной печи (например, СНЗ-Зх6х2/10М1) в среде эндотермического газа с температурой точки росы при 920- JrlO C, а охлаждение - в воде. После закалки изделия имеют твердость порядка 55-62 HRC. Затем закаленные изделия погружают в злектрованну с расплавленной серой, где при 160- и вьщержке 2,4-:3,6 кс происходит превращение мартенсита закалки в мартенсит отпуска. Твердость изделий после отпуска составляет 55 - 60 HRC.
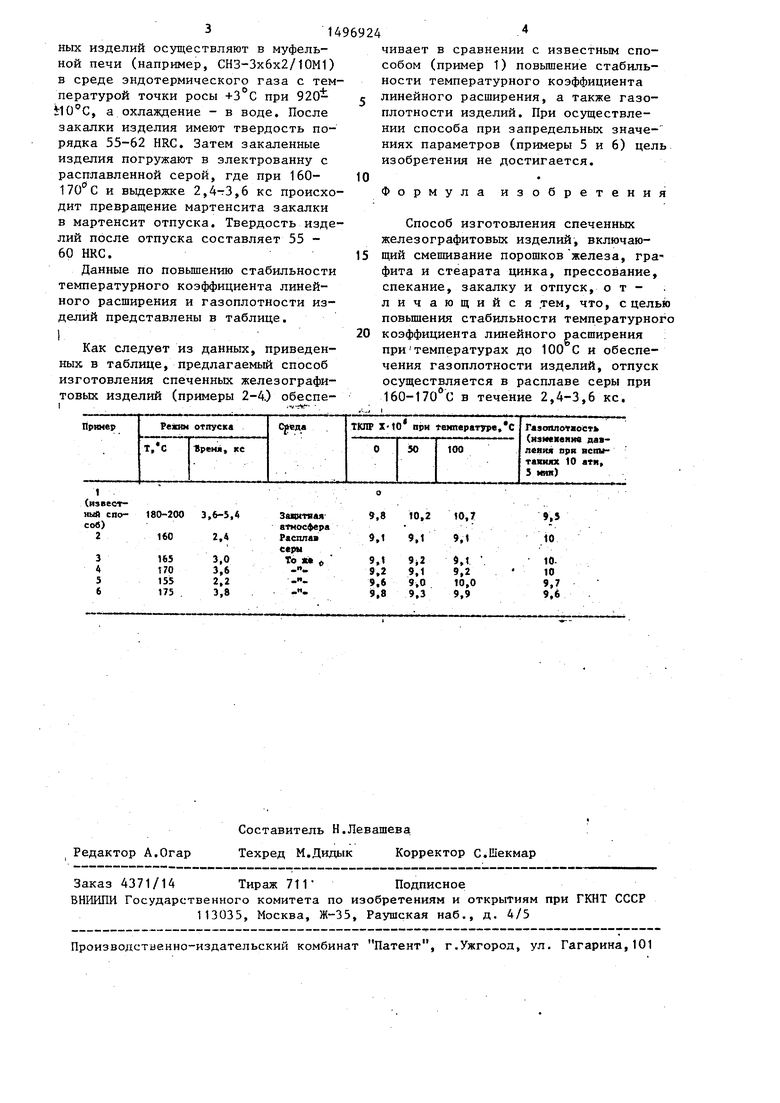
Данные по повьшению стабильности температурного коэффициента линейного расширения и газоплотности изделий представлены в таблице.
I
Как следует из данных, приведенных в таблице, предлагаемый способ изготовления спеченных железографи- товых изделий (примеры 2-4.) обеспе
чивает в сравнении с известным способом (пример 1) повышение стабильности температурного коэффициента линейного расширения, а также газоплотности изделий. При осуществлении способа при запредельных значениях параметров (примеры 5 и 6) цель изобретения не достигается.
Формула изобретения
Способ изготовления спеченных железографитовых изделий, включающий смешивание порошков железа, графита и стеарата цинка, прессование, спекание, закалку и отпуск, отличающийся тем, что, с целью повьш1ения стабильности температурного
коэффициента линейного расширения при температурах до 100 С и обеспечения газоплотности изделий, отпуск осуществляется в расплаве серы при ИбО-ПО С в течение 2,4-3,6 кс.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спеченных изделий из железографитовых материалов | 1980 |
|
SU954189A1 |
| Шихта на основе порошка железа для получения спеченного материала | 1988 |
|
SU1585069A1 |
| Шихта для получения спеченного композиционного материала на основе железа | 1990 |
|
SU1747243A1 |
| Способ изготовления спеченных изделий из железостеклянных материалов | 1991 |
|
SU1822382A3 |
| Шихта для получения спеченного материала | 1988 |
|
SU1563841A1 |
| Шихта для получения спеченного антифрикционного материала на основе железа | 1989 |
|
SU1632627A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННОГО МЕТАЛЛООБРАБАТЫВАЮЩЕГО ИНСТРУМЕНТА НА ЖЕЛЕЗНОЙ ОСНОВЕ | 2003 |
|
RU2287404C2 |
| Шихта для получения спеченного антифрикционного материала | 1987 |
|
SU1560396A1 |
| Шихта для изготовления спеченных антифрикционных изделий | 1987 |
|
SU1458077A1 |
| Шихта для получения композиционного спеченного материала | 1991 |
|
SU1836479A3 |
Изобретение относится к порошковой металлургии ,в частности, к способам изготовления железографитовых изделий. Целью изобретения является повышение стабильности температурного коэффициента линейного расширения спеченных изделий при температурах до 100°С и обеспечение их газоплотности. Порошки железа, графита и стеарата цинка смешивают, спрессованные заготовки спекают, подвергают закалке и последующему отпуску в расплаве серы при температуре 160-170°С в течение 2,4-3,6 кс. Способ обеспечивает постоянное значение температурного коэффициента линейного расширения при 0,50 и 100°С. 1 табл.
(извеот
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Ермаков С.С., Вязников Н.Ф | |||
| Метал- локерамические детали в машиностроении | |||
| Л.: Машиностроение, 1975, с.91, 138. | |||
