(Л
1
OD
сл
Изобретение относится к устройствам для загрузки изделий в печь отжига и может быть использовано в сте- кольно-ситалловой промьшшенности.
Цель изобретения - упрощение конструкции, снижение потерь тепла из зоны загрузки печи отжига.
На фиг. 1 схематически показано устройство; на фиг. 2 - то же, в плане; на фиг. 3 - вид А на фиг, 1.
Устройство состоит из транспортера 1 и механизма загрузки, включающего два кронштейна 2, присоединенные к остову печи 3 отжига с возможностью регулировки их по высоте в зависимости от размеров изготовляемых изделий, в которых шарнирно установлены.,1Г-образные рычаги 4, верхние концы котолелограмма балка 11 перемещается п раллельно плоскости транспортера 2 печи.отжига, а ее траектория опред
- ляется рычагами 4, отклоняющими ры чагами 10 и раскосом 18 (показана пунктирной линией).
Начало и конец перемещения балк 11 с линейками 13 можно установить
JO за счет перемещения по горизонтали кронштейна 9, а величину поперечно сдвига - за счет изменения длины кривошипа 7.
В конце сдвига линеек 13 остана
15 ливается привод 8 и через одну сек ду включается пневмоцилиндр 16, с помощью которого половина линейки
: поднимается (на фиг. 1 показано пу тирной линией), т.е. выводится из
25
30
рых траверсой 5 и щатуном 6 соедине- 20 зоны загрузки изделий 22, которые ны с кривошипом 7, жестко соединеу- ным с валом привода 8, установленного на регулируемом кронштейне 9, прикрепленном к остову печи 3 отжига. На нижних / -образных рычагах 4 установлены отклоняющие рычаги 10, на которых щарнирно подвешена балка 11, несущая на своих штангах 12 1/2 часть сдвигающей линейки 13. Вторая ; часть сдвигающей линейки 13 установ-1 лена .на двухзвенньк рычагах 14, шар- нирно установленных на балке 11, верхние концы которых тягой 15 соединены шарнирно с пневмоцилиндром 16, установленным на балке 11. Верхние отклоняющие рычаги 10 соединены между собой тягой 17, а раскосом 18 один из рычагов 10 шарнирно соединен с неподвижной осью 19, установленной с возможностью регулировки ее положе-.до ния на кронштейне 2. Между транспортером 1 и транспортным устройством 20 печи отжига установлена переходная планка 21. Вся зона загрузки изделий 22 закрыта съемным ограждением 23, в котором предусмотрены окна (для охлаждения пневмоцилиндра 16 и для захода изделий 22). В конце транспортера 1 установлен переключатель 24.
Устройство работает следующим об-; разом.
Изделия 22 перемещаются транспортером 1 до переключателя 24, передающего сигнал на привод, с помощью которого через кривошип 7, шатун 6 и траверсу 5 поворачиваются рычаги 4. Благодаря соединению рьгчагов 4 с тягами 17 и балкой 11 в виде паралподаются на транспортер 1 непрерьтн За 1 с изделия 22 уносятся транспо тером 20 печи, что исключает трени линеек 13 об изделия при подъеме.
В конце подъема линеек 13 отклю чается пневмоцилиндр 16 и снова вк чается привод 8 для переноса сдвиг щих линеек 13 в исходное положение В конце переноса линеек 13 отключа ется привод 8 и включается пневмоц линдр 16 для опускания части сдвиг ющих линеек 13 в исходное положени Цикл повторяется. Хотя лневмоцилин 16 заходит в горячую зону печи 3 о jij жига, где темцература равна 200 - , примерно на 3 с через кажды 10-30 с, он охлаждается благодаря циркуляции .воздуха во время его ра боты, что предотвращает его нагрев вьщ|е допустимого предела.
.Изобретение позволит проводить сдвиг изделий по заданной траектор что ведет к.ухудшению качества изд лий, за счет снижения металлоемкос и упрощения конструкции снизить се стоимость изготовления машины, а з счет снижения потерь тепла снизить затраты энергии на отжиг.изделий.
45
50
55
Формул аизобретени
Устройство для загрузки изделий в печь отжига, содержащее остов, транспортер, балку со сдвигающей линейкой, соединенную шарнирно с . пневмоцилиндром и механизмом загру ки изделий с приводом его поворота отличающееся тем, что, с целью упрощения конструкции и сн
лелограмма балка 11 перемещается параллельно плоскости транспортера 20 печи.отжига, а ее траектория определяется рычагами 4, отклоняющими рычагами 10 и раскосом 18 (показана пунктирной линией).
Начало и конец перемещения балки 11 с линейками 13 можно установить
за счет перемещения по горизонтали кронштейна 9, а величину поперечного сдвига - за счет изменения длины кривошипа 7.
В конце сдвига линеек 13 останавливается привод 8 и через одну секунду включается пневмоцилиндр 16, с помощью которого половина линейки
поднимается (на фиг. 1 показано пунктирной линией), т.е. выводится из
зоны загрузки изделий 22, которые
подаются на транспортер 1 непрерьтно. За 1 с изделия 22 уносятся транспортером 20 печи, что исключает трение линеек 13 об изделия при подъеме.
В конце подъема линеек 13 отключается пневмоцилиндр 16 и снова включается привод 8 для переноса сдвигающих линеек 13 в исходное положение. В конце переноса линеек 13 отключается привод 8 и включается пневмоцилиндр 16 для опускания части сдвигающих линеек 13 в исходное положение. Цикл повторяется. Хотя лневмоцилиндр 16 заходит в горячую зону печи 3 от- жига, где темцература равна 200 - , примерно на 3 с через каждые 10-30 с, он охлаждается благодаря циркуляции .воздуха во время его работы, что предотвращает его нагрев вьщ|е допустимого предела.
.Изобретение позволит проводить сдвиг изделий по заданной траектории, что ведет к.ухудшению качества изделий, за счет снижения металлоемкости и упрощения конструкции снизить себестоимость изготовления машины, а за счет снижения потерь тепла снизить затраты энергии на отжиг.изделий.
зоны загрузки изделий 22, которые
Формул аизобретения
Устройство для загрузки изделий в печь отжига, содержащее остов, транспортер, балку со сдвигающей линейкой, соединенную шарнирно с . пневмоцилиндром и механизмом загрузки изделий с приводом его поворота, отличающееся тем, что, с целью упрощения конструкции и снижения потерь тепла из печи отткиг а, мexaнйэ загрузки выполнен из Г-об- разных рычагов, несущих на себе отклоняюисие рьтаги, соединенные между собой и с неподвижной осью, на которых установлена балка, сдвига17 /
ющая линейка .которой выполнена из двух частей, причем одна из них снабжена двухз-венными рьщагами и соединена с пневмоцилиндром, а вокруг устройства на остове под приводом вьтолнено съемное ограждение.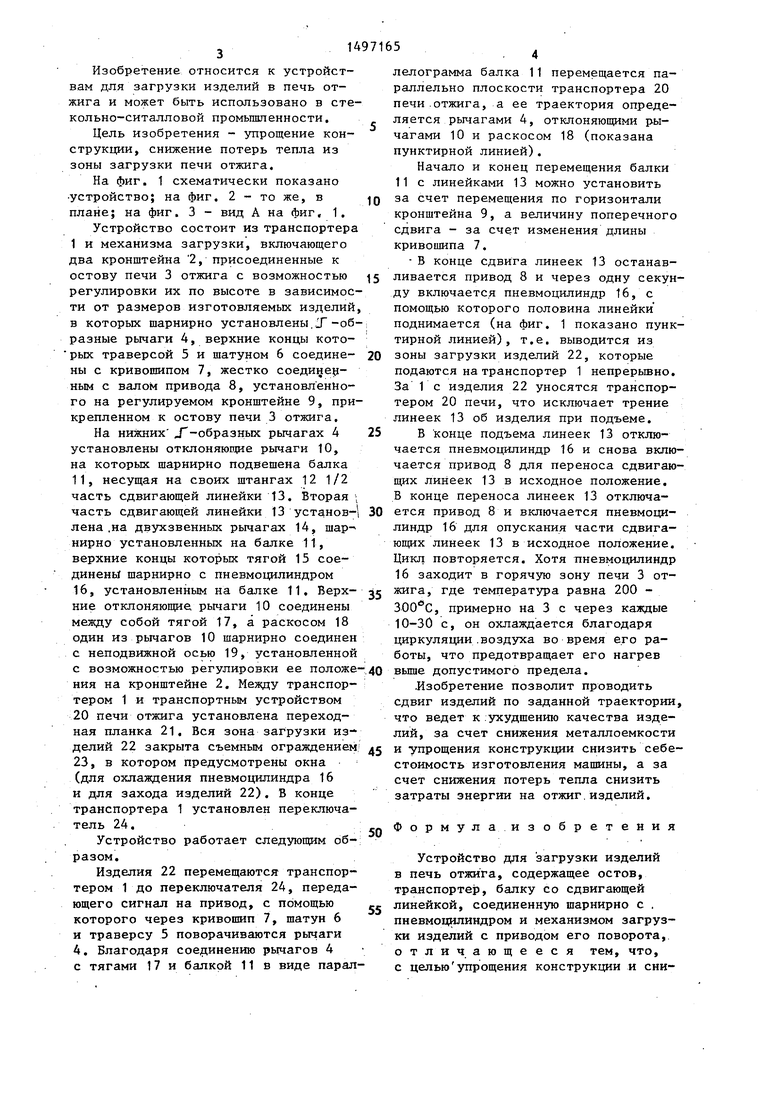
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для перегрузки конусов электронно-лучевых трубок с транспортера печи отжига | 1990 |
|
SU1839168A1 |
| Устройство для передачи стеклоизделий с одного конвейера на другой | 1990 |
|
SU1706976A1 |
| Устройство для загрузки стеклоизделий | 1972 |
|
SU445625A1 |
| УСТРОЙСТВО для ПЕРЕДАЧИ ЛИСТОВОГО МАТЕРИАЛА | 1970 |
|
SU268990A1 |
| Толкатель для загрузки печи | 1977 |
|
SU737760A1 |
| ОТСТАВИТЕЛЬ ИЗДЕЛИЙ | 1970 |
|
SU278059A1 |
| Грейферное устройство для подачи заготовок к прессу | 1989 |
|
SU1719134A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| ОТЛОМЩИК БОРТОВ ЛИСТА СТЕКЛА | 1971 |
|
SU306084A1 |
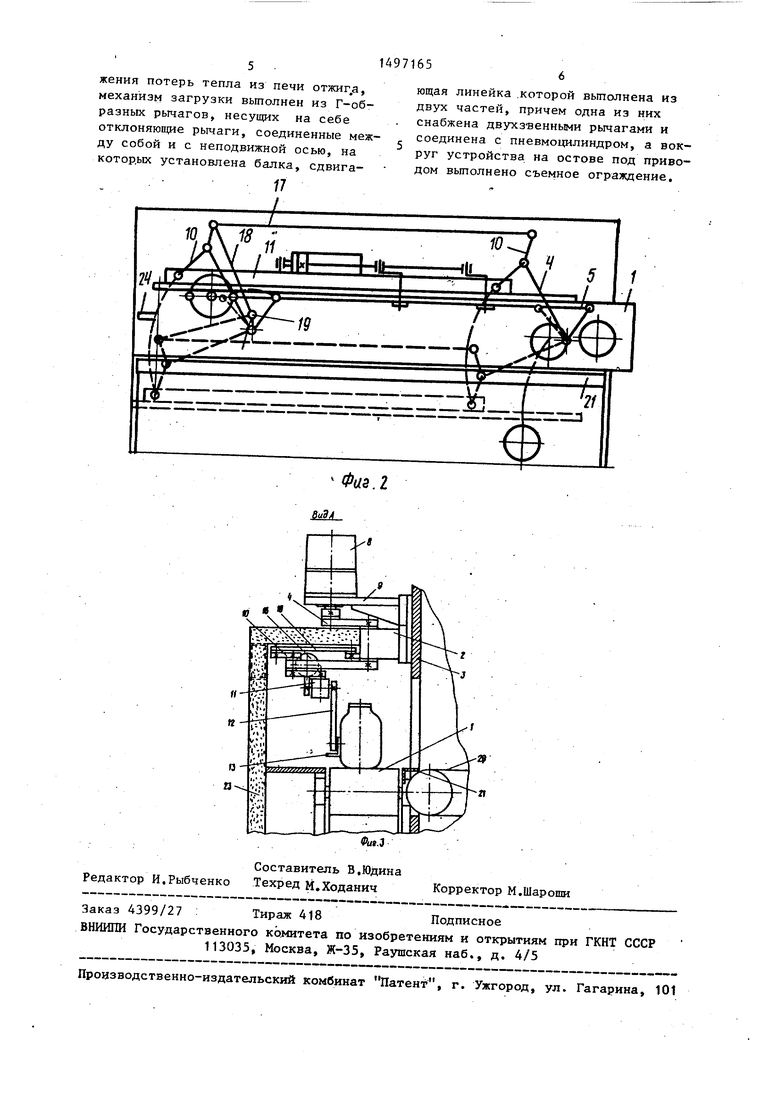
Изобретение относится к загрузочным устройствам печей отжига и может использоваться в стекольно-ситалловой промышленности. Цель изобретения - упрощение конструкции, снижение потерь тепла из зоны загрузки печи отжига стеклоизделиями. Устройство состоит из транспортера 1 и механизма загрузки, выполненного из -образных рычагов 4 с приводом 8 их поворота, из отклоняющих рычагов 10, соединенных тягами 17 между собой и с неподвижной осью 19. На рычагах 10 установлены балки 11 со сдвигающими линейками 13, часть которых установлена на двухзвенных рычагах 14 с приводом их поворота от пневмоцилиндра 16. Вся зона загрузки закрыта ограждением 23. 3 ил.
Фаз. 2
Фм.З
| Оборудование технологическое для стекольной промышленности: Информационный лист ЦНИИТЭЛегпищемаш,1982 | |||
| Устройство для передачи стелкоизделий | 1974 |
|
SU849995A3 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
