1
(21)А257571/24-21
(22)08.06.87
(46) 30.07.89. Бюл. № 28 (72) И.И.Сорокин
(53)678.029.34.002.2 (088.8)
(56)Авторское свидетельство СССР № 1248085, кл. Н 05 К 13/00, 1986.
(54)yCTPOP fCTBO ДЛЯ ИЗГОТОВЛЕНИЯ КОНТАКТОВ
(57)Изобретение относится к точному приборостроению и предназначено для изготовления контактов. Цель изобретения - повышение производительности достигается тем, что устройство для изготовления контактов содержит корпус, в котором расположены
гибочные головки 15 - 19 в виде пуансона и матрицы, механизм перемещения гибочных головок и привод, причем механизм перемещения гибочных головок выполнен в виде трехступенчатого кулачка 28, соединенного через ролики со штоками 29 - 33, на которых одними концами закреплены коромысла 34-38, на других концах которых установлены под углом 45 одна к другой гибочные головки 15- 19, а корпус выполнен с отверстиями для штоков и окнами для гибочных головок, у одной из которых установлены упор и гребенка. 2 з.п. ф-лы, 8 ил.
с S

| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ | 1998 |
|
RU2147476C1 |
| СТАНОК ДЛЯ ГИБКИ ИЗДЕЛИЙПРОКАТА | 1971 |
|
SU320326A1 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Устройство для изготовления линейного строительного элемента | 1981 |
|
SU1021504A1 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ | 1992 |
|
RU2019351C1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1984 |
|
SU1240492A1 |
| Устройство для гибки | 1976 |
|
SU621424A1 |
| АВТОМАТ РОТОРНЫЙ ДВУХУДАРНЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СПЕЦИАЛЬНЫХ ГВОЗДЕЙ | 1994 |
|
RU2078639C1 |



Изобретение относится к точному приборостроению и предназначено для изготовления контактов. Цель изобретения - повышение производительности достигается тем, что устройство для изготовления контактов содержит корпус, в котором расположены гибочные головки 15 - 19 в виде пуансона и матрицы, механизм перемещения гибочных головок и привод , причем механизм перемещения гибочных головок выполнен в виде трехступенчатого кулачка 28, соединенного через ролики со штоками 29 -33, на которых одними концами закреплены коромысла 34-38, на других концах которых установлены под углом 45° одна к другой гибочные головки 15 - 19, а корпус выполнен с отверстиями для штоков и окнами для гибочных головок, у одной из которых установлены упор и гребенка. 2 з.п.ф-лы, 8 ил.
32
3tf 1В J7
(Л
Фи1.3
314
Птобрстение относится к точному приборостроению и может быть ис- польгюрлно при иэготонлении контактов, применяемых н контактирующих устройстпах, предназначенных для присоединения готовых микросхем в корпусах и беп корпусов к оборудованию для контроля и измерения статических и динамических параметров.
Цель изобретения - повышение производительности ус тройства,
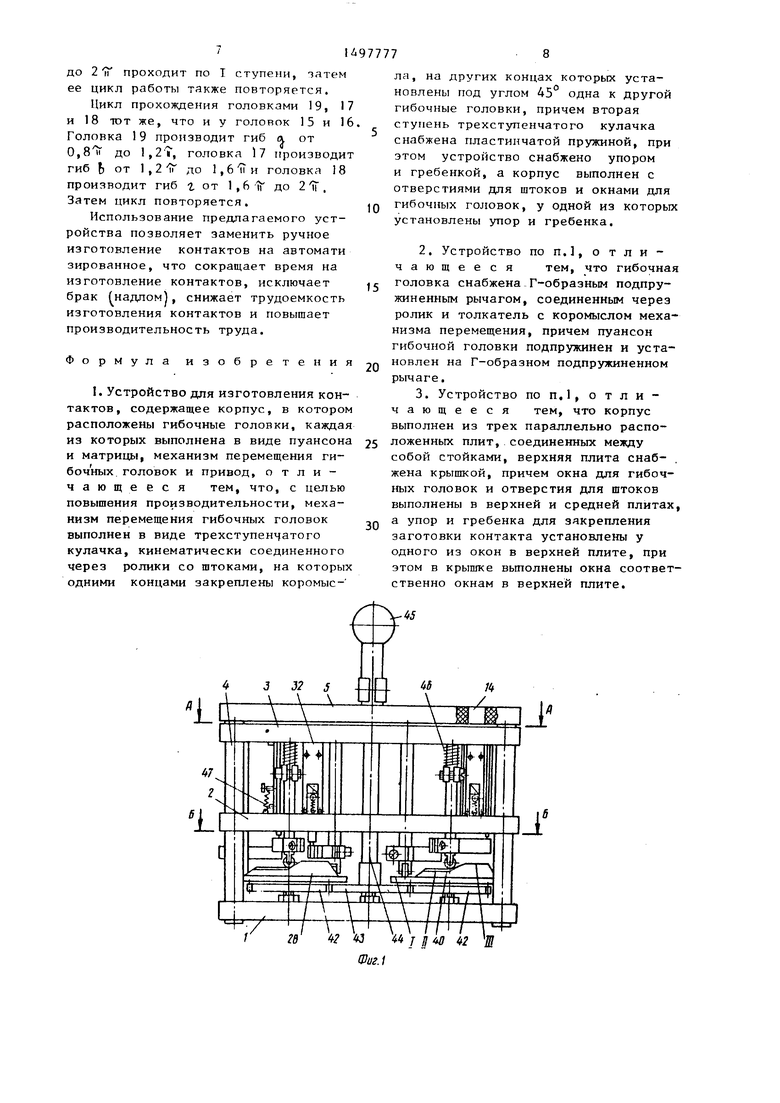
На фиг.I изображено предлагаемое устройство, общи вид; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - сечение Б-Е на фиг.1; на фиг,4 - разрез В-В на фиг.З; на фиг.З - гибочная головка, общий вид; на фиг.6 разрез Г-Г на фиг.5; на фиг.7 - циклограмма работы гибочных головок; на фиг.8 - изготовляемые контакты, общий вид.
Устройство содержит корпус, в котором расположены гибочные головки, механизм перемещения гибочных головок и привод.
Корпус устройства вьтолнен из трех параллельно расположенных плит 1-3, соединенных между собой стойками 4. Верхйяя плита снабжена крьпи- кой 5. В верхней 3 и средней 2 плитах выполнены отверстия 6 и окна 7- 1I. У окна 7 верхней плиты 3 установлен упор 12, а на расстоянии заг готовки контакта от него - гребенка 13. В крьппке 5 выполнены окна 14, расположение которьк соответствует расположению окна 7-1I верхней плиты 3 (фиг. Г).
В корпусе расположены пять одина- ковых гибочных головок 15-19 (фиг.2 каждая из которых вьпюлнена в виде неподвижной матрицы 20 и подвижного пуансона 21. Матрица клинообраную форму, а пуансон - У-образную и заключены они между двумя параллельно расположенными пластинами 22. Пуансон 21 снабжен пружиной 23 возврата и упирается на Г-образный рычаг 24, подпружиненный пружиной 2 Рычаг 24 через ролик 26 соединен с толкателем 27.
Механизм перемещения гибочных головок вьпюлнен в виде копира, содержащего кулачок 28, штоки 29-33 и коромысла 34-38.
Кулачок 28 имеет три ступени I, II и III. Над поверхностью второй ступени кулачка установлена пластин
Q
5 0
5
0 г
д д
5
чатая пружина 39, закрепленная на первой ступени кулачка.
1Чтоки установлены на роликах 40, пе1)емещающихся по ступеням кулачка. Чтоки расположены равномерно по окружности.
Коромысла 34-38 соответственно одним своим концом жестко закреплены на щтоках 29-33. Коромысла имеют плечи разной длины в зависимости от размеров гибки отдельных участков изготовляемых контактов. На другом конце коромысел с помощью штифтов 41 (фиг.5) установлены гибочные головки 15-19, т.е. на коромыслах 34- 38 установлены гибочные головки 15, 18, 17, 19 и 16.
Кулачки 28 закреплены на шестернях 42, которые взаимодействуют с приводом устройства. Привод устройства содержит щестерню 43, закрепленную на одном конце оси 44, на другом конце которой закреплена ручка 45. Один из штоков снабжен пружиной 46, а гибочные головки снабжены пружинами 47 возврата.
Контакты 48 и 49. применяемые в паре, изготовляют двух видов, подразделяемых по конфигурации ступенчатых изгибов. Оба типа контактов выполняют как одновременно, так и по отдельности. Так как принцип гибки обоих контактов один и тот же, то рассмотрим изготовление одного контакта 48, изготовляемого на левой стороне устройства.
Устройство работает следующим образом.
В исходном положении гибочные головки 16-19 находятся заподлицо с верхней плитой 3, а первая головка 15 выступает над поверхностью плиты 3 на величину ширины контакта. Эта величина обеспечивается тем, что ролик 40 штока 29 находится в конце П ступени кулачка 27, а остальные штоки со своими роликами находятся на I ступени кулачка. При этом крьш1- ка 5 открыта. Заготовку контакта 48 располагают между упором 12 и гребенкой 13 так, чтобы она была немного подпружинена. Так как головка 15 находится над поверхностью плиты 3, то заготовка проходит в зазор между матрицей 20 и пуансоном 21. Зазор меткду матрицей и пуансоном обеспечивается тем, что щток 29 снабжен пружиной 46, которая преодолевает
сопротивление пружины 39, оставляя зазор. Яатем крыигку 5, которая предохраняет вылет заготовки во время 7-ибки, закрывают,
При вращении рукоятки А5 вместе с ней начинает вращаться средняя шестерня ДЗ, которая приводит в движение обе крайние шестерни А2, вместе с которыми получают вращение и кулачки 28. При вращении кулачка 28, последний своей третьей ступенью подходит под ролик штока 29, который поднимается.
Вместе со штоком 29 поднимается жестко закрепленное на нем коромысло 34, которое поднимает толкатель 27 с роликом 26, в результате чего ролик 26 давит На нижний конец рычага 24, отодвигая его вправо. Верхний конец рычага 24 перемещается влево и давит на пуансон 21, перемешая его Пуансон прижимает заготовку к матрице 20 и обжимает ее о его выступ, выполняя изгиб а . Работа последующих гибочных головок аналогично вьгше описанной.
В это время под роликом со штоком 33 находится П ступень кулачка, а над поверхностью плиты поднята головка 16. После изгиба а заготовка автоматически попадает в зазор между матрицей и пуанс(1ном головки 16. При дальнейшем движении щток 33 заходит на пружину 39 П ступени, приподнимает коромысло 38, которое прижимает пуансон 21 через толкатель 27, ролик 26 и Г-образный рычаг 24. Пуансон 21 прижттмает заготовку к матрице и удерживает ее. Чток 29 сходит на I ступень копира, в результате чего головка 15 спускается заподлицо с плитой 3, а шток 33 поднимается на || ступень копира, осуществляя головкой 16 изгиб . В то время как шток 33 находится на П ступени, а головка 16 осуществляет изгиб, шток 32 находится на 11 ступени, а головка 19 находится в приподнятом состоянии. После изгиба о заготовка автоматически попадает в зазор между матрицей и пуансоном головки 19, после чего происходит зажим заготовки После этого штоЛ 33 опускается на I ступень, а головка 16 опускается заподлицо с плитой 3, освобождая заготовку. Затем шток 32 входит на Ш ступень, головка 19 осуществляет изгиб о контакта, при этом шток 31
10
находится на П ступени, а головка 17 приподнята. После изгиба заготовка автоматически поступает в зазор
между матрицей и пуансоном головки к , 17, которая на последующей стадии
осуществляет изгиб fc контакта. После изгиба EI на П ступени находится щток 30, головка 18 приподнята, а в зазор между матрицей и пуансоном попадает заготовка. Головка 18 производит изгиб 1 контакта.
В такой последовательности происходит гибка контакта 48. Из пяти
g штоков один всегда находится на Ш ступени копира, а соответствующая головка ос тцествляет один из изгибов контакта.
Второй шток находится на П ступе0- ни копира, а соответствующая головка находится в приподнятом положении над поверхностью плиты 3, являющейся направляющей для заготовки контакта, автоматически поступающей п зазор
5 между матрицей и пуансоном для последующего изгиба, атем при дальнейшем движении шток заходит на ггластин- чатую пружину П ступени, а пуансон осуществляет приж1Ш заготовки к
Q матрице, закрепляя ее, после чего предыд; тцая головка освобождает заготовку и опускается заподлицо с верхней плитой. Остальные штоки находятся на I ступени копира, а их головки находятся заподлицо с поверхностью
5
0
5 ;
плиты 3,
Рассмотрим циклограмму гибочных головок (фиг.6). Гибочная головка
Q
за один оборот кулачка, равный 360 (2 м ), производит гибку пяти изгибов контакта. Это осуществляется тремя ступенями кулачка. В начале работы первая головка 15 находится на Ш ступени и от О до 0,4 iT производит
0
5
первый гиб а , злтгм опускается HiT I ступень копира и от 0, 1 ,6 п проходит по I cTyncftH, ас 1 ,6 iT до 2 1t поднимается нл П ступень копира, осуществляя сначала роль направляющей, а затем роль зажима заготовки. Дальше цикл оловки 15 повторяется. Вторая голшчка 16 начинает работу со II ступени копира от О до 0,4 || и является ппправляющей для заготовки контакта, а татем зажимом для заготовки. Затем от 0,4 il до 0,8 Ti она перемгщ if г(-я по Ш ступени копира и проияноди i :|Г) f а от 0,8
45
2В
Фие. 5
ffB
к
:
ч .
ys.j
N
2f
Фиг.6
Г
J
г
/б
f5 16
о,чЩ12 о,8Щт} i,2jLim ) 1,бХ(гвв )2Ж(ЗбО ) Фиг 7
г-г
21
X ч X X
f5 16
5Г
Фи.З
