1
Изобретение касается обработки металлов давлением, а частности гибки профилей в Авук взаимно перпендикулярных плоскостях.
Известно устройство для гибки, содержащее смонтированные с двух сторон станины поворотные от силовых цилиндров рабочие головки с гибочными узлами 1.
Недостатком известного устройства является схема гибки, не позволяющая гнуть профиль в Авух взашлио перпендикулярных плоскостях.
Цель изобретения - обеспечение гибки в Авух взаимно перпендикулярпых плоскостях.
Это достигается тем, что каждая из головок снабжена приводными от индивидуальных силовых цилиндров дополнительными гибочными узлами первого и второго переходов, при этом узел гибки первого перехода выполнен в BKAQ ПОАВИЖЕЫХ пуансона и матрицы, а узел второго перехода - в вкде роликов, обкатывающихся по дискам, и прижимных цилиндров, установленных на станине.
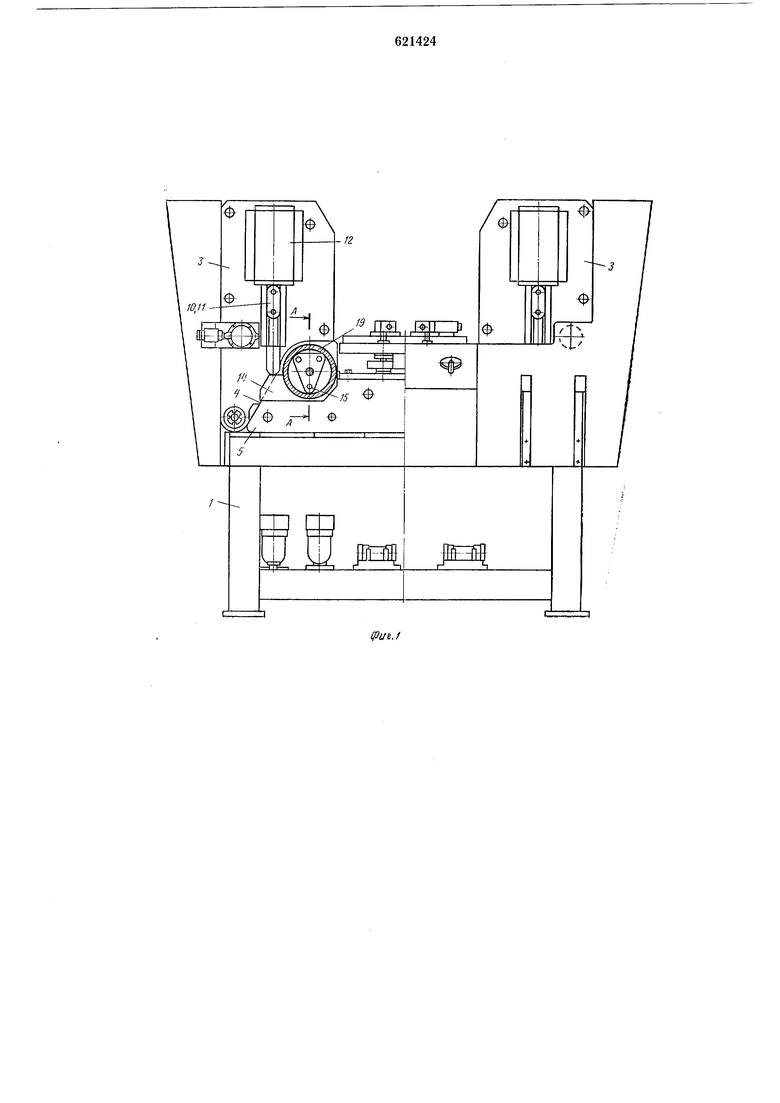
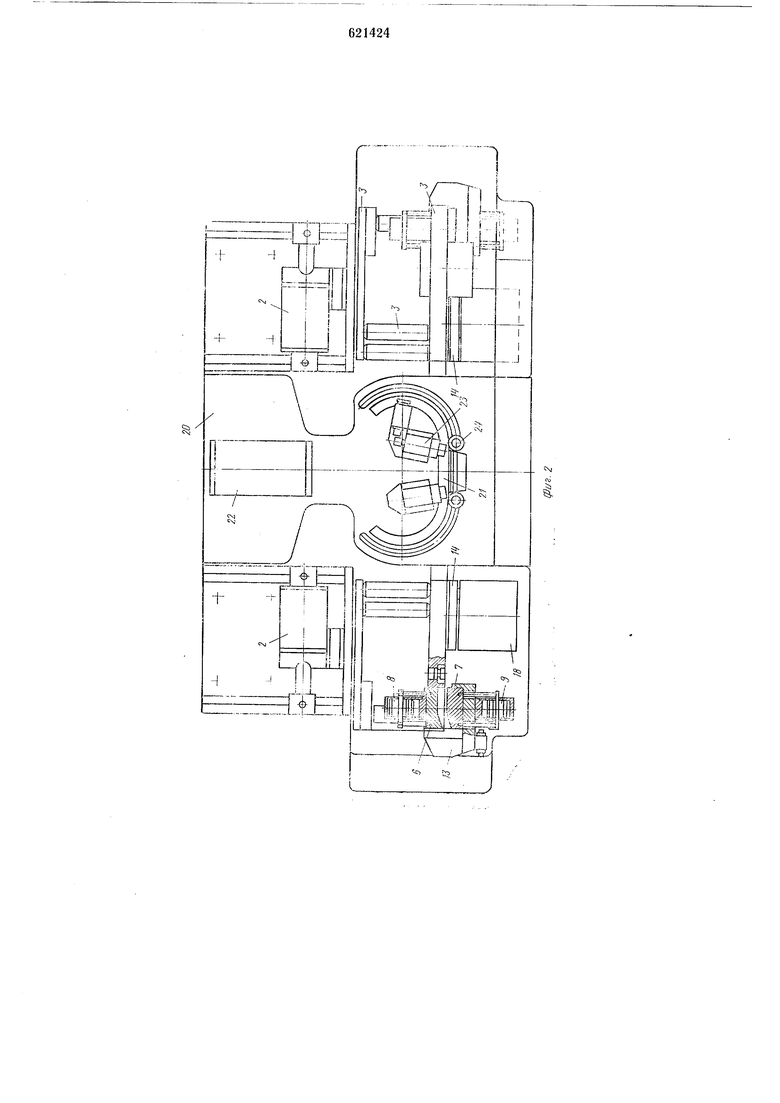
На фиг. 1 изображено предлагаемое устройство, влА спереди; на фиг. 2 - то же, вкА сверху; на фиг. 3 - разрез А-А на фиг. 1.
Устройство состоит из станины 1, на которой с Авух сторон смонтированы новоротные от силовых цилиндров 2 через реечные механизмы рабочие головки 3, имеющие скосы 4, соприкасающиеся со скосами плнты 5 станины 1. На каждой из рабочих головок 3 установлены гибочный узел первого перехода, выполненный в ВНА& пуансона 6 и матрицы 7 с приводами от цилиндров 8 и 9, и гибочный узел второго перехода, выполненный в ВИ.А& гибочного ролика 10, связанного через ползушку И, размещенную в пазу головки, со щтоком цилиндра 12. При этом цилиндры 8 и 9 установлены в плоскости, перпендикулярной к рабочей плоскости головки 3, причем цилиндр 9 смонтирован на кронштейне 13, жестко закрепленном на плите рабочей головки 3.
Матрица узла второго перехода вынолнена в виА& Авух 14, каждый нз которых имеет проточки у торцов, установлен с одной степенью свобоАы в направлении прижима заготовки по толщине на трех колоннах 15, жестко закрепленных на плите 5 станины 1, и подпружинен нружинами 16.
На колоннах 15 жестко закреплены штоки 17 цилиндров 18 прижима заготовки, корпуса 19 которых служат для прижима
заготовки дисками 14 к вертикальной плоскости плиты 5 станины 1 и рабочих головок 3 в момент гиба первого и второго переходов.
Величина проточки дисков берется меньше наименьшей толщины детали, а расстояние между плоскостью плиты 5 и проточкой дисков выбирается по наименьшей толш.ине детали.
Узел 20 окончательной гибки смонтирован на станине в горизонтальной плоскости так, что рабочая плоскость его матрицы 21 составляет с передней плоскостью рабочих головок 3 и поверхностью плиты 5 станины 1 одну обш,ую плоскость. Он содержит рабочий цилиндр 22 и цилиндры 23 прижима с прижимными роликами, установленные с возможностью поворота при гибке роликами 24 вокруг матрицы 21.
Работает устройство от воздушной сети. В исходном положении пуансоны 6 и матрицы 7 первого перехода разведены, гибочные ролики 10 второго перехода находятся в верхнем положении, а гибочные ролики 24 третьего перехода находятся вне рабочей плоскости матрицы 21 (см. фиг. 1 и 2). Диски 14 отжаты от плиты 5 пружинами 16, установленными в плите 5.
Заготовка закладывается своей гладкой поверхностью (при гибке профиля типа «бульб) к рабочим головкам 3 между матрицей 21 и роликами 24 третьего перехода, между роликами 10 и дисками 14 второго перехода и пуансонами 6 и матрицами 7 первого перехода. По длине заготовка ограничивается кронштейнами 13.
При включении устройства срабатывают цилиндры 18 и 23 прижима второго и третьего переходов и рабочие цилиндры 8 и 9 первого перехода. Включение цилиндров 8 и 9 обеспечивает перемеш,ение пуансонов 6 и матриц 7 навстречу друг другу одновременно у двух концов заготовки, т. е. гибку концов заготовки по толщине. Цилиндры 18 и 23 обеспечивают прижим заготовки по толщине к рабочим головкам 3 и плите 5, а также по ширине к плите гибочного узла третьего перехода. После окончания гибки первого перехода и возвращения штоков цилиндров 8 и 9 вместе с пуансонами 6 и матрицами 7 в исходное положение включаются цилиндры 12 гибки второго перехода, штоки которых через ползушки 11 и ролики 10 осуществляют гибку второго перехода одновременно с двух сторон вокруг дисков 14 по ширине заготовки (т. е. на ребро). При этом заготовка прижата к плите 5 и головкам 3 дисками 14 с помощью корпусов 19 цилиндров 18, что обеспечивает получение качественной детали без складок.
После окончания гибки второго перехода штоки цилиндров 12 вместе с ползушками И и роликами 10 возвращаются в исходное положение, корпуса 19 цилиндров 18 отводятся от дисков 14, которые под действием пружии 16 также возвращаются в исходное положение. Затем включаются цилиндры 2, которые через реечные механизмы поворачивают рабочие головки 3 на необходимый угол для того, чтобы коицы заготовок при гибке третьего перехода могли пройти в образовавшиеся щели между скосами рабочих головок 3 и плитой 5 станины 1.
Гибка третьего перехода осуществляется рабочим цилиндром 22 через передачу роликами 24. Цилиндры 23 прижима поворачиваются при гибке вместе с роликами 24.
В конечном положении шток цилиндра 23 обеспечивает через пневмоаппаратуру возврат в исходное положение роликов 24 и цилиндров 23 прижима. Рабочие головки 3 также возвращаются в исходное положение. Готовая деталь вынимается из устройства, и можно начинать новый цикл.
Формула изобретения
Устройство для гибки, содержащее смонтированные с двух сторон станины поворотные от силовых цилиндров рабочие головки с гибочными узлами, отличающееся тем, что, с целью обеспечения гибки в двух взаимно перпендикулярных плоскостях, каждая головка снабжена приводными от индивидуальных силовых цилиндров дополнительными гибочными узлами первого и второго переходов, при этом узел первого перехода выполнен в виде подвижных пуансона и матрицы, а узел второго перехода - в виде роликов, обкатывающихся по дискам, и прижимных цилиндров, установленных на станине.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 368901, кл. В 2ID 7/02, 1972.
t
.4-х
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2009 |
|
RU2447961C2 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| Станок для загибки и отрезки концов трубных спиралей | 1989 |
|
SU1648592A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Устройство для гибки концов стержней плоской сетки | 1987 |
|
SU1556802A1 |
| Штамп для получения изделий с краями, отогнутыми внутрь | 1991 |
|
SU1821264A1 |
| Автомат для изготовления из проволоки деталей с кольцом | 1990 |
|
SU1798030A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Устройство для изготовления U-образных деталей гибкой прямолинейных заготовок проталкиванием | 1980 |
|
SU935173A1 |
| Устройство для гибки труб | 1980 |
|
SU882681A1 |