Изобрет ение относится к термической обработке стали концентрированными источниками энергии и может быть использовано в машиностроении при изготовлении инсттрумента.
Цель изобретения - повьш1ение качества изделий путем уменьшения разброса твердости по ширине закаленной .зоны и увеличения глубины упрочненного слоя.
Сущность способа заключается в том, что предварительную термообработку изделия осуществляют расфокусированным или сканирующим лазерным лучом мощностью в 2 - 5 р&з ниже сфокусированного луча при последующей лазерной закалке, что снижает
разброс свойств поверхностного слоя, повьш1ая тем самым качество изделия.
При уменьшении мощности лазерного излучения ниже 0,2 от мощности излучения при последующей лазерной закалке повьш1ается разброс значений твердости по пшрине лазерной дорожки, а также снижается глубина закаленного слоя.
При увеличении мощности лазерного излучения вьш1е 0,5 от мощности излучения при последующей лазерной закалке разброс значений твердости по ширине лазерной дорожки становится еще более значительным. Глубина закаленного слоя также снижается.
| Ф
QI
crrrJb
Способ осуществляется следующим обоазом.
Проводят предварительную термообработку изделия лазерным лучом, а затем лазерную закалку. При этом мощность лазерного луча при предварительной обработке в 2 --5 раз нюке мощности луча при лазерной закалке.
Пример. Упрочняют согласно предлагаемому способу образцы из стали 40Х, 45, У7, У8, У9, УЮ.и 5ХНМ; Для снижения мощности лазерного излучения при проведении предварительной термообработки образцов увеличивают скорость прохождения лазерного луча или степень его расфокусировки.
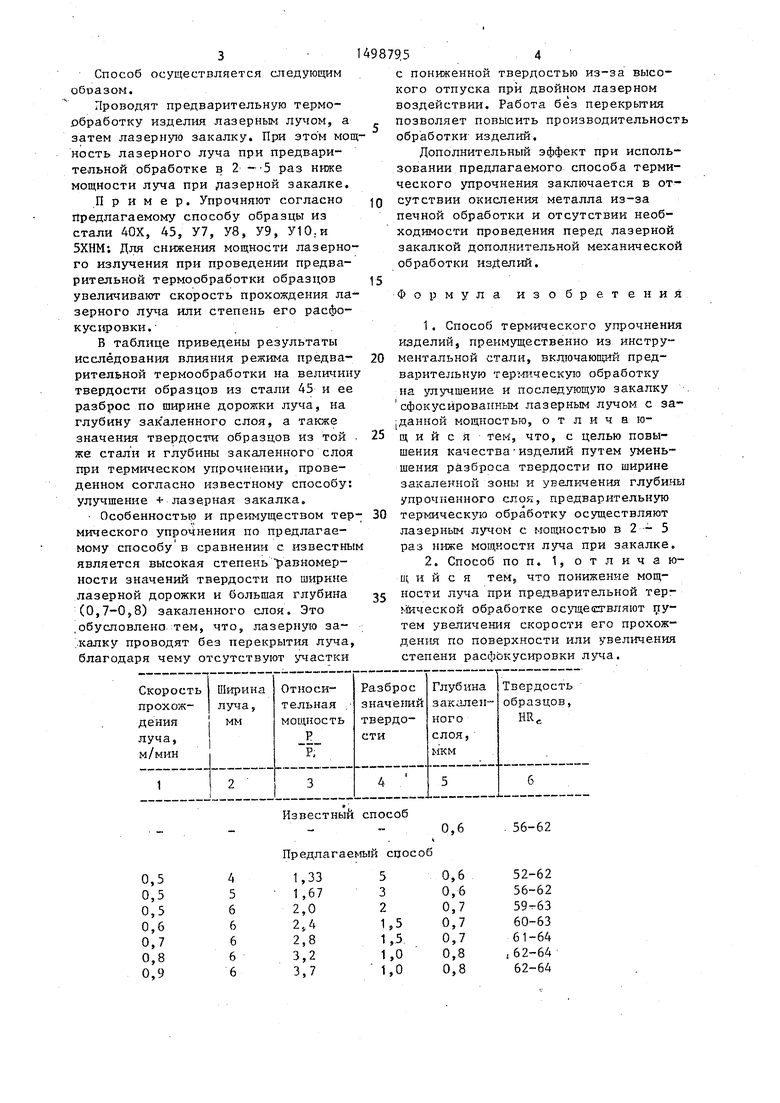
В таблице приведены результаты исследования влияния режима предва- рительной термообработки на величину твердости образцов из стали 45 и ее разброс по ширине дорожки луча, на глубину зак аленного слоя, а также значения твердости образцов из той же стали и глубины закаленного слоя при термическом упрочнеьсии, проведенном согласно известному способу: улучшение лазерная закалка.
Особенность и преимуществом тер- мического упрочнения по предлагаемому способу в сравнении с известньм является высокая степень равномерности значений твердости по ширине лазерной дорожки и большая глубина (0,7-0,8) закаленного слоя. Это .обусловлена тем, что, лазерную за- ..калку проводят без перекрытия луча, благодаря чему отсутствуют участки
14987954
с пониженной твердостью из-за высокого отпуска при двойном лазерном воздействии. Работа без перекрытия позволяет повысить производительност обработки- изделий.
Дополнительный эффект при использовании предлагаемого способа термического упрочнения заключается в отсутствии окисления металла из-за печной обработки и отсутствии необходимости проведения перед лазерной закалкой дополнительной механической обработки изделий.
Формула изобретения
1 . Способ терМ Ического упрочнения изделий, преимущественно из инструментальной стали, вкдючающий предварительную тер-;.шческую обработку на улучшение и последующую закалку сфокусированным лазерным лучом с за- данной мощностью, о т л и ч а ю- щ и и с я тек, что, с целью повышения качества-изделий путем уменьшения разброса твердости по ширине закаленной зоны и увеличения глубины упрочненного слоя, предварительную термическую обработку осуществляют лазерным с мощностью в 2 -- 5 раз ниже мощности луча при закалке.
2. Способ по п. 1, отличающийся тем, что понижение мощности луча при предварительной тер- -й1ческой обработке осу1де птвляют ty- тем увеличения скорости его прохождения по поверхности или увеличения степени расфокусировки луча.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ УГЛЕРОДИСТЫХ СТАЛЕЙ | 1996 |
|
RU2121004C1 |
| Способ лазерной закалки стали при широкой дорожке упрочнения | 2018 |
|
RU2703768C1 |
| Способ термической обработки деталей высокой точности | 1981 |
|
SU1014925A1 |
| Способ обработки кромок многоканальным лазером | 2017 |
|
RU2685297C2 |
| Способ лазерной закалки стальных деталей | 2021 |
|
RU2832035C2 |
| СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ КРОМОК РЕЖУЩЕГО ИНСТРУМЕНТА | 2021 |
|
RU2781887C1 |
| СПОСОБ УПРОЧНЕНИЯ РАЗДЕЛИТЕЛЬНОГО ШТАМПА | 2014 |
|
RU2566224C1 |
| СПОСОБ ЛАЗЕРНОЙ ТЕРМООБРАБОТКИ СЛОЖНЫХ ПРОСТРАНСТВЕННЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2010 |
|
RU2425894C1 |
| Способ лазерной обработки внутренних поверхностей отверстий | 1988 |
|
SU1611946A1 |
| Способ термической обработки изделий из чугуна | 1988 |
|
SU1668417A1 |
Изобретение относится к термической обработке стали концентрированными источниками энергии и может быть использовано в машиностроении при изготовлении инструмента. Цель изобретения - повышение качества изделий путем уменьшения разброса твердости по ширине закаленной зоны и увеличения глубины упрочненного слоя. Способ включает предварительную термическую обработку и последующую закалку. При этом предварительную термическую обработку осуществляют расфокусированным или сканирующим лазерным лучом мощностью в 2....5 раз ниже мощности сфокусированного луча при последующей закалке. 1 табл.
Известный способ
Предлагаемый способ
41,33
5 1,67
62,0 62,4 62,8 63,2 63,7
0,6
56-62
Примечание,
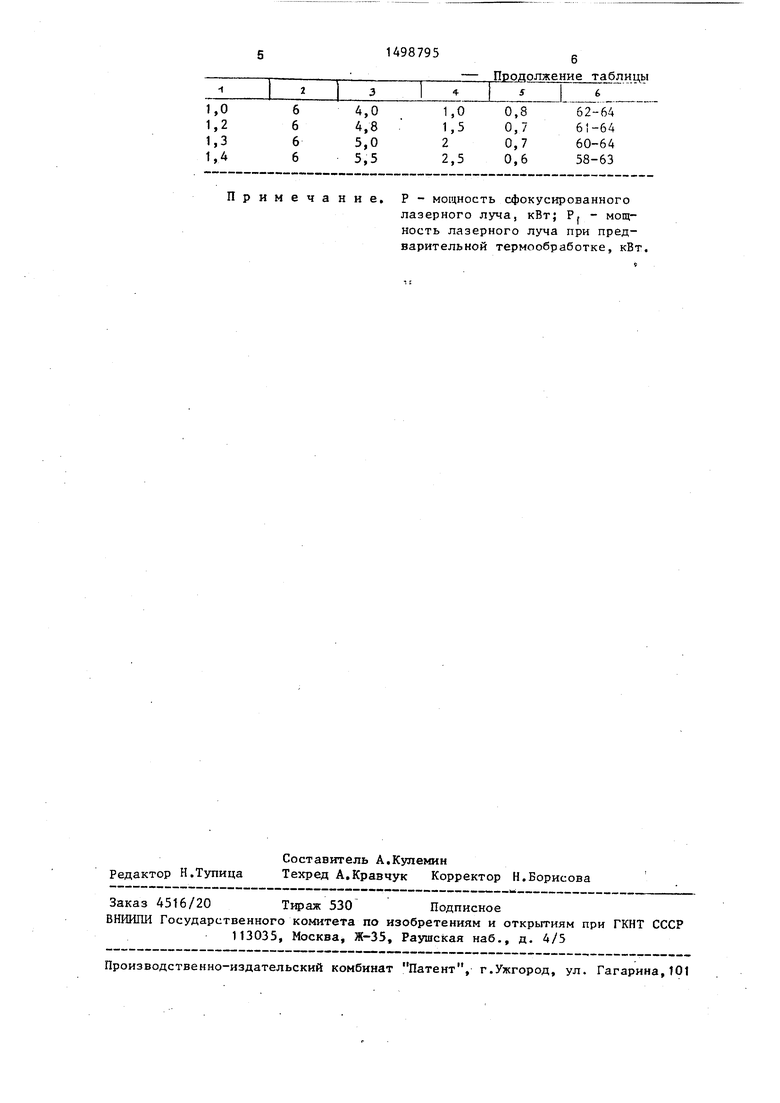
- Продолжение таблицы
Р - мощность сфокусированного лазерного луча, кВт; Р - мощность лазерного луча при предварительной термообработке, кВт.
| Алябьев А.Я | |||
| и др | |||
| Влияние лазерной обработки сталей с различным содержанием углерода на износостойкость в условиях фреттинга | |||
| Трение | |||
| и износ | |||
| М.,, 1983, № 4, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Акулина Г.А.,:Мегетнвр Б.Х | |||
| и др | |||
| Станки и инструмент | |||
| М., 1985, № 6, с | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
