Изобретение относится к обработке металлов давлением, а именно к про- 1 зводству изделий из трубчатых заготовок обкаткой, и может быть использовано для производства стаканов гид- родилиндров, баллонов, роликов транспортеров, накатки зубчатых колес.
Цель изобретения - расширение технологических возможностей машины за счет обработки деталей, требующих де- (Jюpмaцию в несколько переходов.
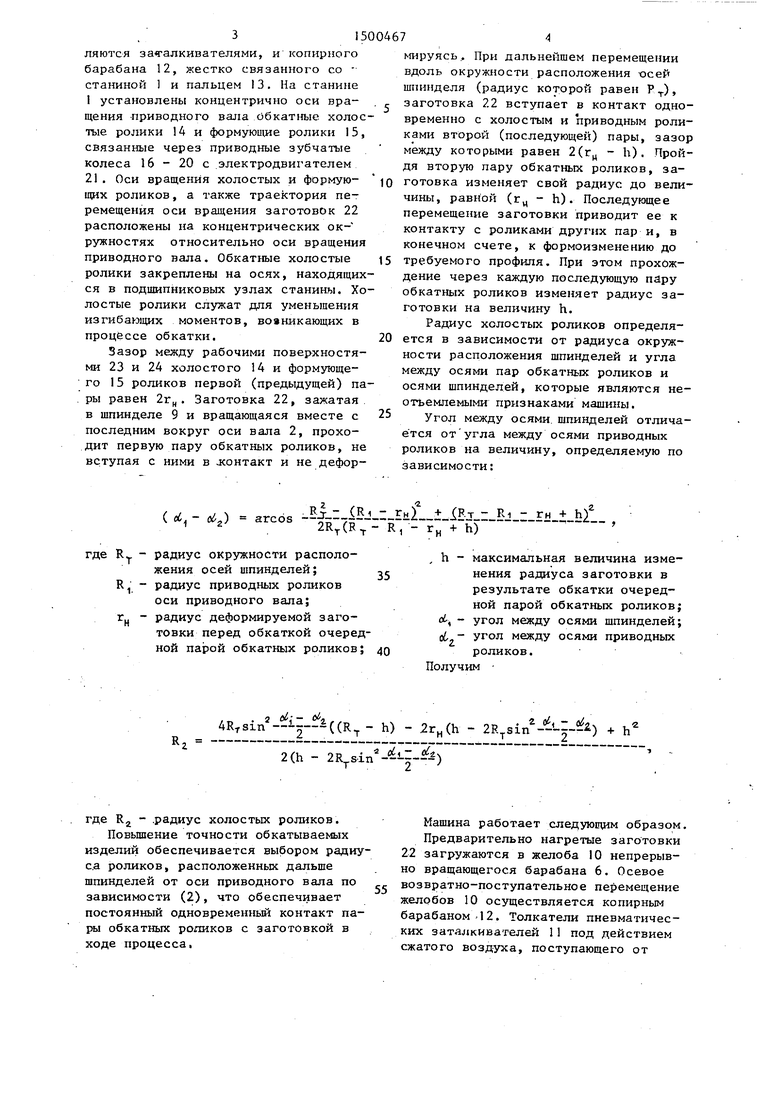
На фиг. 1 показана машина дпя обкатки цилиндрических изделий, общий вид; на фиг. 2 - разрез А-А на фиг.1;
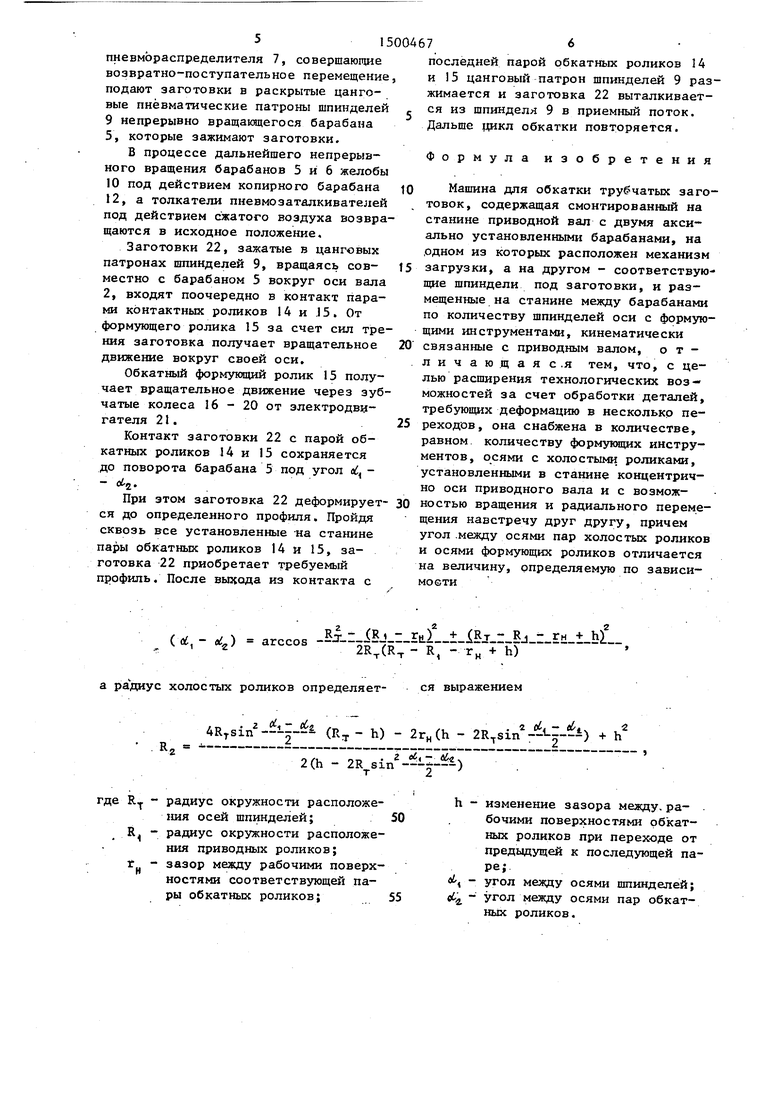
на фиг. 3 - схема расположения роликов.
Машина для обкатки заготовок состоит из станины 1, на которой установлены приводной вал 2, связанный через редуктор 3 с электродвигателем 4. На приводном валу 2 жестко установлены аксиальные барабаны 5 и 6 и пневмораспределители 7 и 8.
На барабане 5 смонтированы шпиндели 9. На барабане 6 соответственно шпинделям установлены механизмы загрузки, состоящие из желобов 10 и пневмоцилиндров 11, штоки которых-явN
о:
ляются за«галкивателями, и копириого барабана 12, жестко связанного со станиной 1 и пальцем 13, На станине 1 установлены концентрично оси вращения -приводного вала обкатные холостые ролики 14 и формующие ролики 15, связанные через приводные зубчатые колеса 16-20 с электродвигателем 21. Оси вращения холостых и формующих роликов, а также траектория перемещения оси вращения заготовок 22 расположены на концентрических ок- ружностях относительно оси вращения приводного вала. Обкатные холостые ролики закреплены на осях, находящихся в подшипниковых узлах станины. Холостые ролики служат для уменьшения изгибающих моментов, воаникающих в процессе обкатки.
Зазор между рабочими поверхностями 23 и 24 холостого 14 и формующего 15 роликов первой (предыдущей) пары равен 2г. Заготовка 22, зажатая в шпинделе 9 и вращающаяся вместе с последним вокруг оси вала 2, проходит первую пару обкатных роликов, не вступая с ними в -контакт и не дефор0
мируясь. При дальнейшем перемещении вдоль окружности расположения -осей шпинделя (радиус кот орой равен Р у), заготовка 22 вступает в контакт одновременно с холостым и приводным роликами второй (последующей) пары, зазор между которыми равен 2(Гц - h). Пройдя вторую пару обкатных роликов, заготовка изменяет свой радиус до величины, равной (гц - h). Последующее перемещение заготовки приводит ее к контакту с роликами других пар и, в конечном счете, к формоизменению до требуемого профиля. При этом прохождение через каждую последующую пару обкатных роликов изменяет радиус заготовки на величину h.
Радиус холостых роликов определяется в зависимости от радиуса окружности расположения шпинделей и угла между осями пар обкатных роликов и осями шпинделей, которые являются не- отьемлемыми признаками машины.
Угол между осями, шпинделей отличается от угла между осями приводных роликов на величину, определяемую по зависимости:
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для горячей обкатки цилиндрических заготовок | 1990 |
|
SU1792779A1 |
| Машина для обкатки цилиндрических заготовок ром-5 | 1977 |
|
SU677792A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1988 |
|
SU1641489A1 |
| Машина для обкатки трубчатых заготовок ром-4 | 1977 |
|
SU692658A1 |
| Машина для обкатки трубчатых за-гОТОВОК | 1978 |
|
SU795653A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1974 |
|
SU554048A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1990 |
|
SU1784479A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1985 |
|
SU1286331A1 |
| Машина для обкатки трубчатых заготовок "ром-2 | 1974 |
|
SU526424A1 |
| Станок для обкатки трубчатых заготовок | 1984 |
|
SU1260066A1 |

Изобретение относится к обработке металлов давлением и направлено на получение деталей, образующая наружной поверхности которых не параллельна осям шпинделей. Цель изобретения - расширение технологических возможностей. Машина состоит из станины, на которой установлен приводной вал, связанный через редуктор с электродвигателем. На валу установлены аксиальные барабаны. На станине установлены концентрично оси вращения приводного вала обкатные холостые ролики и приводные ролики, связанные через приводные зубчатые колеса с электродвигателем. Оси вращения холостых и приводных роликов, а также траектория перемещения оси вращения заготовок расположены на концентрических окружностях относительно оси вращения приводного вала. Обкатные холостые ролики закреплены на осях, находящихся в подшипниковых узлах станины. Холостые ролики служат для уменьшения изгибающих моментов, возникающих в процессе обкатки. Угол между осями пар холостых и формующих роликов и радиус роликов определяют по расчетным зависимостям. Машина позволяет редуцировать заготовку поэтапно. 3 ил.
X , , ч . . Rj - (RI - гн) + (Р.т - Ri - гн + Ю ( - v,) arcos - р:7р- -р - -ГьТ -2R(RT.- R, - г„ + h)
35
RY радиус окружности расположения осей шпинделей;
R - радиус приводных роликов оси приводного вала;
г - радиус деформируемой заготовки перед обкаткой очередной парой обкатных роликов; 40
.efiz-f i
. г (у;, - oi
4RTsin -- 2(T - h) - 2г„(Ь - 2R sin -- - --i) + h
, - di
2(h -
где Rg - .радиус холостых роликов.
Повьшение точности обкатываемых изделий обеспечивается выбором радиу- с.а роликов, расположенньк дальше шпинделей от оси приводного вала по зависимости (2), что обеспечивает постоянный одновременньй контакт пары обкатных роликов с заготовкой в ходе процесса,
, h - максимальная величина изменения радиуса заготовки в результате обкатки очередной парой обкатных роликов; ot, - угол между осями шпинделей; об- угол между осями приводных
роликов. Получим
. г (у;, - oi
in -- - --i
, - di
---)
Машина работает следующим образом. Предварительно нагретые заготовки 22 загружаются в желоба 10 непрерывно вращающегося барабана 6. Осевое возвратно-поступательное перемещение желобов 10 осуществляется копирным барабаном-12. Толкатели пневматических заталкивателей I1 под действием сжатого воздуха, поступающего от
пневмораспределителя 7, совершающие возвратно-поступательное перемещение подают заготовки в раскрытые цанговые пневматические патроны шпинделей
9непрерывно вращакщегося барабана 5, которые зажимают заготовки.
В процессе дальнейшего непрерывного вращения барабанов 5 и 6 желобы
10под действием копирного барабана 12, а толкатели пневмозаталкивателей под действием сжатого воздуха возвращаются в исходное положение.
Заготовки 22, зажатые в цанговых патронах шпинделей 9, вращаясь совместно с барабаном 5 вокруг оси вала 2, входят поочередно в контакт парами контактных роликов 14 и .15. От формующего ролика 15 за счет сил трения заготовка получает вращательное движение вокруг своей оси.
Обкатный формующий ролик 15 получает вращательное движение через зубчатые колеса б - 20 от электродвигателя 21.
Контакт заготовки 22 с парой обкатных роликов 14 и 15 сохраняется до поворота барабана 5 под угол
При этом заготовка 22 деформирует- 30 ностью вращения и радиального перемеся до определенного профиля. Пройдя щения навстречу друг другу, причем сквозь все установленные -на станине угол .между осями пар холостых роликов пары обкатных роликов 14 и 15, за- и осями формующих роликов отличается готовка 22 приобретает требуемый на величину, определяемую по зависи- профиль. После выхода из контакта с моети
Г У arccos -Ri..)l. (ei, - °s 2R( R, - г„ + h)
a радиус холостых роликов определяетRZ
4RTsin --i- 2 (R:r- h) - 2Гн(Ь - + h
2(h - 2R sin -- j-)
R - радиус окружности расположе1ШЯ осей шпинделей; 50 R. - радиус окружности расположения приводных роликов; t - зазор между рабочими поверхностями соответствующей пары обкатных роликов; 55
последней парой обкатных роликов 14 и 15 цанговый патрон шпинделей 9 разжимается и заготовка 22 выталкивается из шпинделя 9 в приемный поток. Дальше цикл обкатки повторяется.
Формула изобретения
Машина для обкатки трубчатых заготовок, содержащая смонтированный на станине приводной вал с двумя аксиально установленными барабанами, на .одном из которых расположен механизм
загрузки, а на другом - соответствующие шпиндели под заготовки, и размещенные на станине между барабанами по количеству шпинделей оси с формующими инструментами, кинематически
связанные с приводным валом, о т - личающаяс.я тем, что, с целью расширения технологических возможностей за счет обработки деталей, требующих деформацию в несколько переходов, она снабжена в количестве, равном количеству формунмцих инструментов, осями с холостыми роликами, установленными в станине концентрич- но оси приводного вала и с возможся выражением
изменение зазора между,ра- бочими поверхностями обкатных роликов при переходе от предыдущей к последующей паре;
угол между осями шпинделей;
угол между осями пар обкатных роликов.
vn.
jUpytKa мопюввк ,.
| Роторная машина для обкатки цилиндрических заготовок | 1985 |
|
SU1286331A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
