1
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления изделий из трубчатых заготОБОК, например для изготовления баллонов с обкаткой днищ и горловин. .
Известна машина для откатки трубчатых заготовок, содержащая станину, вал с двумя аксиально смонтированными на нем вращающимися барабанами, в оцнс«ч из которых расположены шпиндели, а в другсм - механизмы загрузки заготовок, и расположенный между ними формующий инструмен:. Механизмы загрузки и шпиндели снабжены роликами, взаимодействующими с копирными пазами втулок, неподвижно закрепленных на станине обоймы, внутри которых расположены барабаны. Желоба механизма загрузки копирным роликом перемещаются вместе с заготовкой до упора в шпиндельный барабан 1.
Однако известная машина имеет большие габариты барабана с маханизмами загрузки.
Наиболее близким решением к изобретению является машина для обкатки трубчатых заготовок , содержащая станину, смонтированный на ней вал с приводом, два оксиально уста-.
новленных на валу барабана, на однс из которых размещены механизмы загрузки, имеющие заталкиватели с пальцами, а на другом соответствующие им шпиндели. Механизмы загрузки такт же содержат копирную втулку с пазсм, установленную свободно на приводном валу, при копйрный паз втулки выполнен на ее наружной поверхнос0ти 2 .
При вращении барабана с механизмами загрузки копирный ролик заталкивателя перемещается по пазу копирной
5 втyJЖИ и ведет за собой заталкиватель, который задает заготовку в соответствующий ему шпиндель. Механизм загрузки подобной конструкции позволяет задавать заготовки определенной
0 длины (не более чем 3-4 диаметра заготовки) , так как копирный паз должен иметь определенный угол подъема и. не превышать максимально допустимый угол, который равен коэффициен5ту трения ролика по пазу копирной втулки. Ролик заталкиватёля перемещается по пазу копирной втулки с определенной постоянной скоростью, обусловленной скоростью вращения при0водного вала.
Указанная маишна для обкатки тр бчатьк за готовок имеет меньшие габарктет и возможность загрузки эаготовсж в удобной зоне технологического пространства, однако эта машина не предназначена для обкатки длинных заготовок вследствие особенности: Конструкции механизмов загрУзки. В йзвёстной конструкции иашйнй для обёспечения задачи длинных заготонок необходимо увеличивать диаметр или ширину копирнойвтулки и соответственно габариты машины, так при длине заготовки мм и диаме ре мм диаметр барабана возрастет приблизительно в 1,5-1,8 раза; или выполнять для каждого механизма загрузки свой копирный паз, что приведет к возрастанию габаритов машины 1по длине в , результате увеличения ширийы Копирной Втулки или увеличивать длину участка подачи заталкива ТёЛя, приведет к увеличению времени задачи нагретой заготовки в 23 раза и вызовет значительное остывание нагретого конца, особенно для тонкостенных заготовок.
Целью изобретения является расширение технологических возможностей машины путем обеспечения возможности задачи длинньк заготовок.
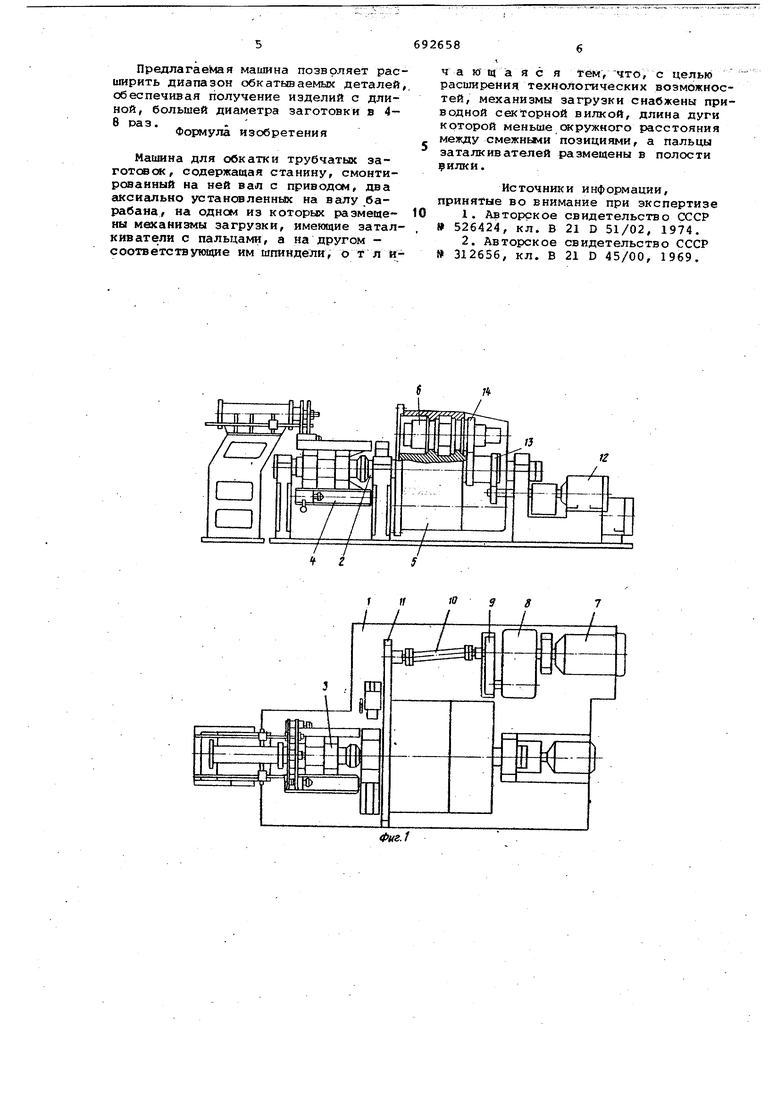
Это достигается тем, что механизмы загрузки снабжены приводной секторной вилкой, длина дуги которой меньше сжружного расстояния между смежными позициями, а пальцы заталкивателей размещены, в полости вилки. На фиг. 1 изображена машина, вид спереди и вид-сверху; на фиг. 2 загрузочное устройство; на фиг. 3 вид по стрелке А фиг. 2; на фиг. 4 сечение Б-Б на фиг. 2;
На станине 1 машины установлены на валу 2 аксиально вращающиеся загрузочный барабан 3 с механизмами . загрузки 4 и шпиндельныйбарабан 5, в koTopcM смонтированы шпиндели ё.
.П ри&од вращения барабанов состоит из элез тродвигателя 7, редуктора 8, зубчатой пары 9, кардана 10 и зубчатой пары 11, ведомое колесо которой установлено на шпиндельном барабане 5 и вращает шпиндельный и загрузочный барабаны через общий вал 2 Привод вращения шпинделей соегоит из электродвигателя 12 и двух зубчатых передач 13 и 14. Механизмы загрузки имеют приводной пневмоцилиндр 15, устаноБпенный на стойке 16, и Нрйводную секторную вилку 17, со- стоящую из двух секторов, между которьми Нс ходятся дистанционные втулки 18. Секторная вилка укреплена на штоке пневмоцилиндра и для предотвра-щения перекоса снабжена направляющими штангами 19.
Для обеспечения поочередного выполйгения операций длина дуги L секторной вилки меньше окружного растояния L- между смежными позициями, в результате чего в процессе работы в секторной вилке может находиться палец только одного заталкивателя.
Загрузочный барабан 3 выполнен в виде крестовин 20, на которых установлены желоба 21. Механизмы загрузки имеют также заталкиватели 22 с пальцами 23 с роликами 24. Загрузочный барабан также закреплен на приводном валу 2 так, что шпиндели 6 и желоба 21 с заталкивателями соосны.
Дляуменьшения трения заготовки о шпинделя заталкиватели 22 снабжены ловителями 25, установленными в подшипниковых узлах. Формирующий инструмент 26 укреплен в инструментально стойке 27, расположенной между барабанами 3 и 5. В процессе работы машины шпиндельный 5 и загрузочный 3 барабаны вместе с механизмами загрузки 4 постоянно вращаются с одина совой скоростью. Заготовки с предварительн нагретыми до ковочной температуры концами, поочередно подаются в желоба 21 вращающегося загрузочного барабана 3.
В момент подачи заготовки в очередной механизм загрузки заталкиватель 22 находится в крайнем левом положении. При вращении барабана 3 палец 23 заталкивателя своим роликом 24 войдет во внутренюю полость секторной вилки 17.
Палец смежного толкателя вследствие разности между длиной дуги. L,секторной вилки и окружным расстоянием L; будет находиться вне контакта с секторной вилкой. При повороте барабана 3 на определенный угол, т.е при входе заготовки в технологическу зону загрузки, включается пневмоцилиндр 15, перемещающий секторную вилку 17 и находящийся с ней в контакте заталкиватель 22 вправо по желобу 21 Заготовка задается в шпиндель 6 до упора. Зата-лкиватель 22 находится в крайнем правом положении до тех пор, г1ока заготовка не зажмется в шпинделе, после чего заталкиватели перемещаются в исходное положение.
Для обеспечения захода пальца заталкивателя 22 во внутреннюю полость секторной вилки 17 последняя выполнена с заборной частью. Зажатая в шпинделе заготовка продолжает двигаться вместе с барабаном 5 по окружности, одновременно вращаясь относительно своей оси, и встречает на своем пути неподвижно закрепленный формующий инструмент 26. При прохождении вдоль рабочей поверхности инструмента нагретый конец заготовки в процессе трения сколь5кения деформируется от исходной до конечной форма.
Предлагаемая машина позволяет расширить диапазон обкатываемых деталей, обеспечивая получение изделий с длиной, большей диаметра заготовки в 4-
8 раз. -.Формула изобретения
Машина для обкатки трубчатых заготовсж, содержащая станину, смонтированный на ней вал с приводом, два аксиально установленных на валу .барабана, на однсзм из которых размещены механизмы загрузки, имеющие заталкиватели с пальцами, а на другом соответствующие им шпиндели, о т л ич а ю щ а я с я тем,что, с целью расширения, технологических возможностей, механизмы загрузки снабжены приводной секторной вилкой, длина дуги которой меньше окружного расстояния между смежнЕ 1и позициями, а пальцы заталкивателей размещены в полости 9ИЛКИ.
Источники информации, принятые во внимание при экспертизе
1.Авторркое свидетельство СССР 526424, кл. В 21 D 51/02, 1974.
2.Авторское свидетельство СССР № 312656, кл. В 21 D 45/00, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для обкатки трубчатых заготовок "ром-2 | 1974 |
|
SU526424A1 |
| Многошпиндельный обкатной станок | 1988 |
|
SU1562050A1 |
| МАШИНА ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК ФОРМУЮЩИМ ИНСТРУМЕНТОМ | 1971 |
|
SU312656A1 |
| Машина для обкатки трубчатых заготовок ром-9 | 1978 |
|
SU763022A1 |
| Машина для обкатки трубчатых заготовок | 1987 |
|
SU1500467A1 |
| Машина для обкатки цилиндрических заготовок ром-5 | 1977 |
|
SU677792A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1990 |
|
SU1784479A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1988 |
|
SU1641489A1 |
| Роторная машина для горячей обкатки цилиндрических заготовок | 1990 |
|
SU1792779A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1974 |
|
SU554048A1 |

г
К
