Изобретение относится к кузнечно- прессовому оборудованию, а именно роторным машинам, предназначенным для горячей обкатки цилиндрических заготовок, и обеспечивает повышение производительности оборудования для получения горячей обкаткой изделий типа баллонов, корпусов гидрофильтров, полых валов, осей и т.п.
Известны многошпиндельные машины для роторной обкатки цилиндрических заготовок инструментами трения, содержащее станину, установленный на ней вал с приводом, два аксиально установленных на приводном валу барабана, на одном из которых размещены механизмы загрузки, а на другом - соответствующие им шпиндели, а также соединяющие их соответственно на каждой позиции, приводные оси с принудительно вращающимися круговыми инструментами, которые, контактируя с вращающимися вокруг своей оси и перемещаемыми по окружности заготовками, деформируют их до заданной формы.
Машины такого типа обладают высокой производительностью и универсальностью.
Однако, так как они реализуют процесс обкатки инструментом трения, в ходе которого осуществляется фрикционный контакт заготовки с рабочей поверхностью инструмента, на них нельзя осуществлять накатку профиля на поверхности заготовки, кроме того, чистота деформируемой поверхности заготовки невысокая Нг 40.„80, а стойкость инструмента недостаточна - составляет 3...5 тысяч обкатанных заготовок до переточки инструмента.
Известна роторная машина для горячей обкатки цилиндрических заготовок, содержащая смонтированный на станине вал с приводом, копирную втулку, два аксиально установленных на приводном валу бабара- на, на одном из которых размещены механизмы Нагрузки, на другом - соответствующие им шпиндели, а также расположенный между ними инструментальный блок, выполненный в виде, эксценсл
с
VI со
4 N vj О
тричнрго относительно окружности расположения шпинделей. кЬрпуса, аксиально которому установлено жестко связанное с ним зубчатое колесо, а на корпусе смонтированы с возможностью свободного вращения сим- метрично размещенные деформирующие ролики, оси которых расположен концент- рично оси эксцентричного диска, а рабочие поверх1)ости имеВтжс 1чную друг от друга
форму/. &- % I
Недостатком так&и конструкции является невозможность увеличения угла рабочей зоны, в которой происходит контакт заготовки с инструментом, более чем на величину я , что ограничивает частоту вращения технологического барабана. Увеличение угла рабочей зоны позволит, сохранив время обкатки и накатки, увеличить частоту вращения технологического барабана, а следовательно, и производительность автомата.
Целью изобретения является ггбвыше- ние производительности за счёт увеличения зоны рабочего хода инструмента (зоны деформирования заготовки).
Это достигается тем, что в роторной ма- шине для горячей обкатки и накатки труб роликами, содержащей смонтированный на станине приводной вал, жестко связанную со станиной копйрную втулку, ййсиаль- но установленных на приводном валу бара- бана, на одном из которых размещены механизмы загрузки, а на другом, технологическом - соответствующие им шпинделм. Кроме того, на технологическом барабане соответственно каждому шпинделю и пер- пендикулярно их осям установлены с возможностью радиального перемещения подп ружиненные ползуны, рснаТЁценные толкателями и деформирующими роликовы- ми инструментами, причем толкатели взаи- модействуютс кулачком, установленным на копирной втулке концентрично Оси приводного вала. . ,
Наличие установленных на технологическом барабане соответственно каждому шпинделю подвижных ползунов с деформирующими роликами, перемещаемыми в ре- зультате1 контакта с1 к у/га ч ком перпендикулярно оси заготовки, позволяет, задаваясь углом охвата кулачка, увеличить угол рабочей зо ны более чем на величину л:, и тем самым при одном и том ж:е времени процесса обкатки или накатки увеличитъча- ctoty вращения технологического барабана на 30...50%. а следовательно, повысить со- ответственно на такую же величину цикловую производительность роторной машины. При этом сохраняете основное преимущество машины-прототипа - обкатка роликовым деформирующим инструментом. -.. ;/; - ,- /V-.; . ; ; , .
В предложенной кбнструкций ползуны выполнены подпружиненными и установлены на технологическом барабане соответственно каждому шпинделю с возможностью радиального перемещения перпендикуляр но осям деформируемых заготовок, причем толкатели всех ползунов получают перемещений в результате контакта с одним кулачком, который установлен на копирной втулке, жестко связанной со станиной. Сочетание всех этих признаков, не встречающееся в известных технических решениях, позволяет добиться поставленной задачи.
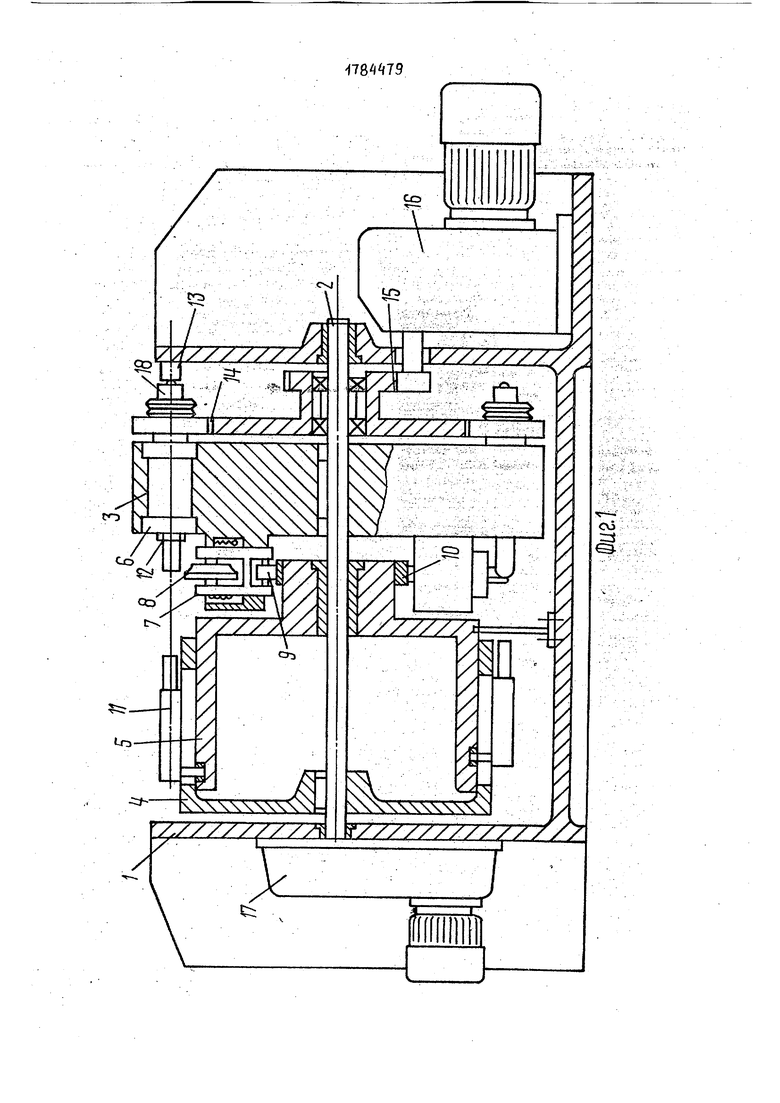
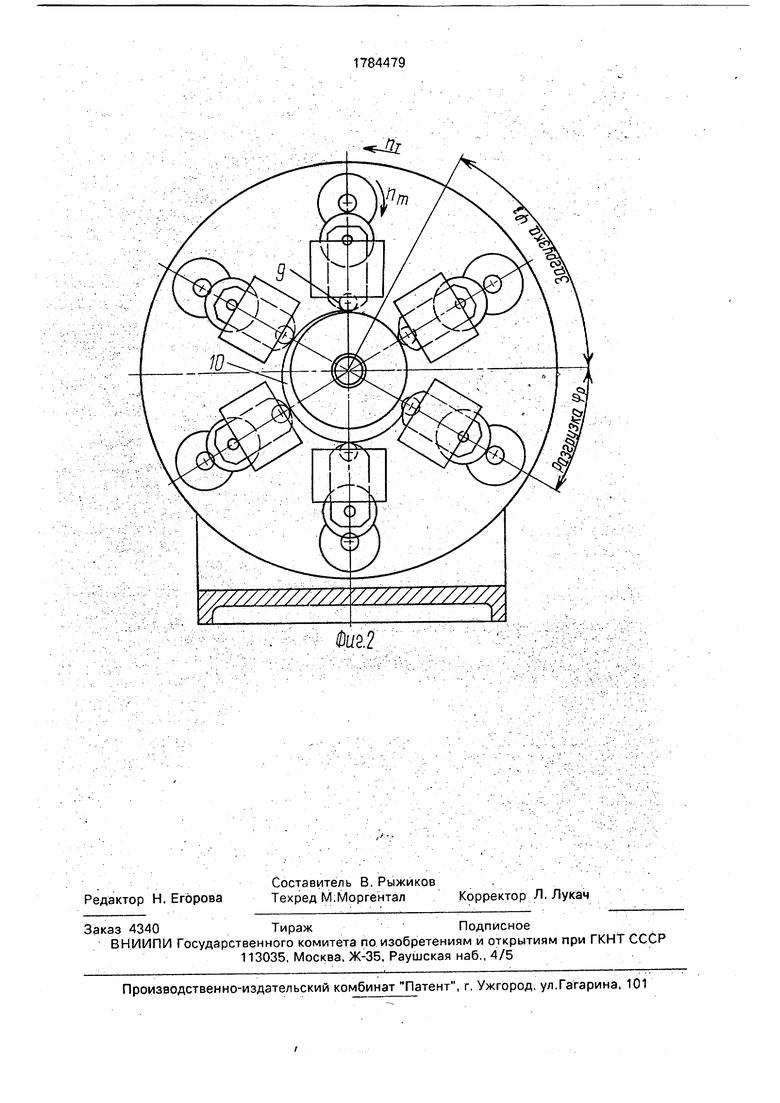
На фиг. 1 показана роторная машина для обкатки цилиндрических заготовок; на фиг. 2 - поперечный разрез роторной машины.
Роторная машина для горячей обкатки и накатки труб роликами состоит из станины
1,смонтированного на ней приводного вала
2,на котором расположены жестко связанные с ним барабаны технологический 3 и загрузочный 4, а также жестко связанная со станиной копйрная втулка 5.
На технологическом барабане 3 установлены шпиндели 6 и соответственно каждому шпинделю расположены подпружиненные ползуны 7, оснащенные деформирующими роликовыми инструментами 8, и дополнительными толкателями 9, получающими возвратно-поступательное перемещение от кулачка 10, установленного на копирной втулке 5. На загрузочном барабане 4 аксиально каждому шпинделю уста- новлен ы загрузочные толкатели 11. получающие вбзвратнб-посТупательное перемещение от копирной втулки 5.
Шпиндели б оснащены зажимными патронами 12, которые управляются кулачком 13, и получают рращение через пары зубчатых колес 14 и 15 от мотор-редуктора 16. Приводной вал приводится во вращение мотор редуктором 17.
Предлагаемая роторная машина работает следующим образом. Мотор-редуктор 17 приводит во вращение вал 2 с жестко закрепленными на нем барабанами 3 и 4, мотор-редуктор 16 через пары зубчатых колес 15 и 14 приводит во вращение шпиндели 6. Заготовки, предварительно нагретые до температуры 1100°С, загружаются в ячейки Henp eplJBHb вращающегося загрузочногб барабана 4. Затем заготовки задаются загрузочными толкателями 11, совершающимивозвратно-поступательноеперемещение от копирной втулки 5, в за- .жимные патроны 12. В зоне загрузки подпружиненный упор 18 зажимного патрона
12 наезжает на кулачок 13, патрон 12 разжимается, и заготовка ВЁОДИТСЯ в него. Затем подпружиненный упор 18 патрона 12 съезжает с кулачка 13, заготовка зажимается. Заготовки в зажимных патронах перемеща- ются по круговой траектории. После зажима заготовки толкатель 9 подпружиненного ползуна 7, входя в контакт с кулачком 10, расположенным на жестко связанной со станиной копирной втулке 5, перемещает ползун 7 с расположенным на нем деформирующим роликовым инструментом 8.
Деформирующий роликовый инструмент 8 формоизменяет заготовку до заданного профиля в период поворота технологического барабана 3 на рабочий угол р 2я - (рр , - углы поворота технологического барабана, соответствующие зонам загрузки заготовки в шпиндель, и удаления ее оттуда. После окончания деформации толкатель 9 подпружиненного ползуна 7 съезжает с кулачка 10, возвращая ползун 7 с расположенным на нем деформирующим роликовым инструментом 8 в исходное положение Подпружи- ненный упор 18 патрона 12 наезжает на кулачок 13, патрон разжимается, и заготовка выталкивается на отводящий лоток.
Использование роторной машины для горячей обкатки и накатки профилей роли- ками, оснащенной деформирующим роликовым инструментом, смонтированным на ползунах, установленных соответственно каждому шпинделю иа технологическом барабане с возможностью радиального (отно- сительно заготовки) перемещения, обеспечивает повышение цикловой производительности автомата на З0...5 0%. Например, рабочая зона автомата-прототипа , частота вращения технологического
барабана пт 0,05 . Цикловая производительность при шести рабочих позициях (д 6) определяется по зависимости
Пц пт g 0,05- б 0,3 (следовательно, Пц 18 изделий в минуту).
Новая конструкция автомата позволяет
3 увеличить угол рабочей зоны до р - -пЛ ,
сохраняя время деформации заготовки, лимитируемое условием обеспечения устойчивости техпроцесса, можно соответственно повысить частоту вращения технологического барабана до пт 0,075 , тогда при g б Пц пт g 0,0756 0,45 , следовательно, Пц 27 изделий в минуту, что соответствует увеличению производительности на 50%.- .
Формула изобретения Роторная машина для обкатки цилиндрических заготовок; содержащая установленный в станине приводной вал, на котором аксиально расположены барабаны, на одном из которых размещены механизмы загрузки, взаимодействующие с копирной втулкой, а на flpyfOM -соответствующие им шпиндели с зажимными патронами, а также деформирующий инструмент с роликами, отличающаяся тем, что, с целью повышения производительности, барабан со шпинделями выполнен с радиальными направляющими и снабжен ползунами с толкателями, установленными в направляющих барабана, подпружиненными относительно него и несущими оси роликов, копирная втулка барабана с механизмами загрузки выполнена с кулачком, установленным с возможностью взаимодействия с толкателями ползунов.
со
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная машина для горячей обкатки цилиндрических заготовок | 1990 |
|
SU1792779A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1985 |
|
SU1286331A1 |
| Машина для обкатки цилиндрических заготовок ром-5 | 1977 |
|
SU677792A1 |
| Машина для обкатки трубчатых заготовок | 1987 |
|
SU1500467A1 |
| Машина для обкатки трубчатых заготовок "ром-2 | 1974 |
|
SU526424A1 |
| МАШИНА ДЛЯ ОБКАТКИ ТРУБЧАТЫХ ЗАГОТОВОК ФОРМУЮЩИМ ИНСТРУМЕНТОМ | 1971 |
|
SU312656A1 |
| Машина для обкатки трубчатых заготовок ром-4 | 1977 |
|
SU692658A1 |
| Многошпиндельный обкатной станок | 1988 |
|
SU1562050A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1974 |
|
SU554048A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1988 |
|
SU1641489A1 |
Использование: кузнечно-прессовое оборудование, роторные машины. Сущность изобретения: роторная машина содержит приводной вал с аксиально расположенными на нем барабанами. Один из барабанов несет механизмы загрузки, другой - шпиндели с механизмами зажима. Между барабанами размещены деформирующий роликовый инструмент. Барабан со шпинделями выполнен с радиальными направляющими и снабжен ползунами с толкателями. Ползуны подпружинены относительно барабана, установлены в его направляющих. 2 ил,
w
У////////////////////////,
,
ъ
| Роторная машина для обкатки цилиндрических заготовок | 1985 |
|
SU1286331A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
