(1
Изобретение относится к обработке металлов давлением, и может быть использовано при ироизводстве изделий из трубчатых заготовок обкаткой инструментом трения.
Известны роторно-конвеерные лииии, у которых ряд роторов обтянут бесконечным транспортным цепным конвеером, передающим заготовки от одного рабочего ротора к другому 1, 2.
Известно также роторное устройство для об:катки трубчатых заготовок, содержащее загрузочиый барабан и шпиндельный барабан с несколькими шпинделями, установленные последовательно в станине с возмоЛСностью вращения на общей оси, и неподвижно закрепленный на станине формующий инструмент 3.
Существенным недостатком известных устройств является то, что задача заготовок в ианговые зажимы и выдача их оттуда осуществляется на разных позициях, кроме того, в момент выгрузки заготовки из щпинделя она теряет ориентацию.
Для обеспечения более высокой производительности маи1ины для обкатки необходимо увеличить рабочую зону шпиндельного барабана, кроме того, необходимо сохранить ориентацию заготовок нри передаче их иа другие технологические агрегаты.
Целью изобретения является расширение технологических возможностей роторного устройства и поБыщение производительности.
Поставленная цель в предлагаемом устройстве достигается за счет того, что оно снабжено разгрузочным барабаном, установленным с возмолсностью вращения на общей оси за шпиндельным барабаном, при этом каждый шпиндель выполнен в виде сквозного цангового зажима.
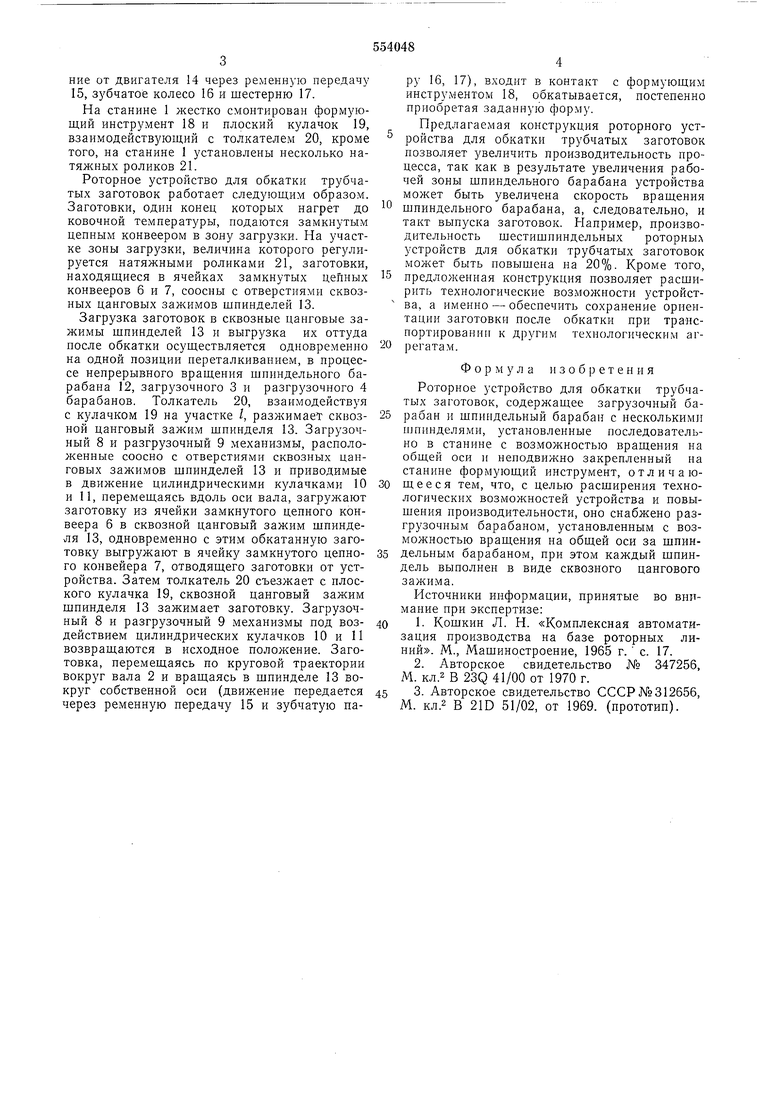
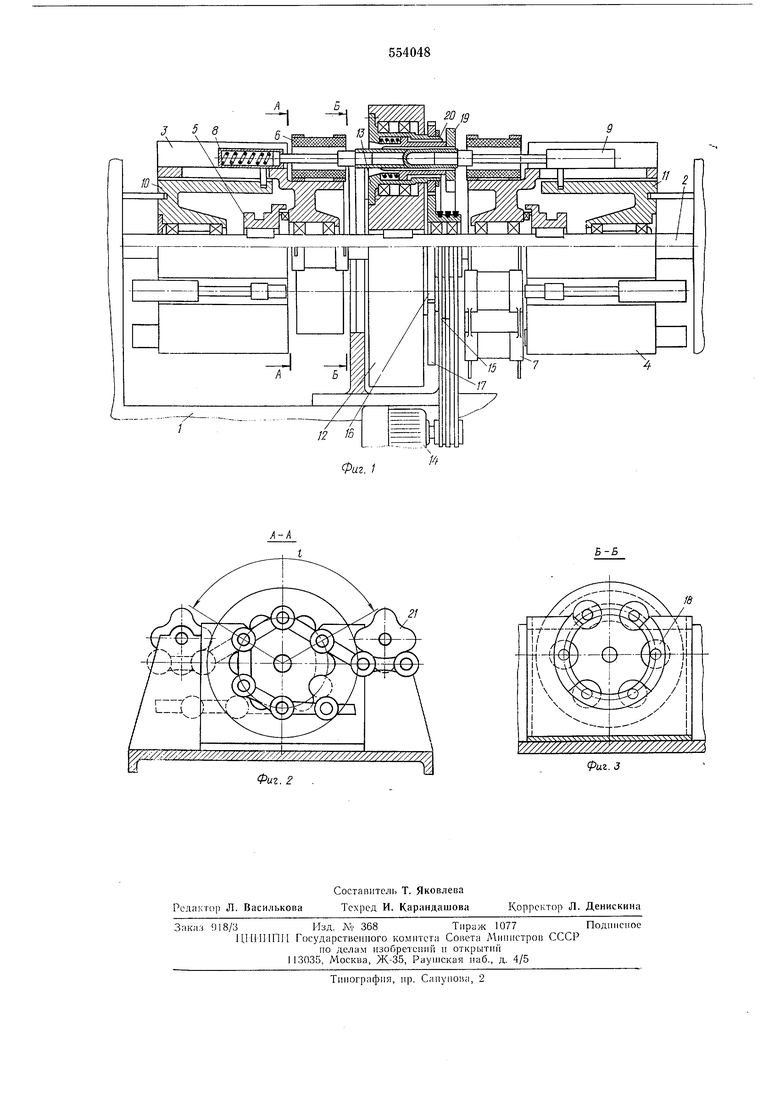
На фнг. 1 показано предлагаемое устройство, общий внд; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на
фиг. 1.
На станине 1 горизонтально расположен приводной вал 2, на котором установлены три барабана. Два из них - загрузочный барабан 3 и разгрузочный барабан 4 - соединены валом 2 при помощи управляемых кулачковых муфт 5, охвачены замкнутыми цепными конвеерами 6, 7 и несут на себе несколько загрузочных 8 и разгрузочных 9 механизмов, которые приводятся в действие цилиндрическими
кулачками 10, 11, жестко связанными со станиной 1. Третий Н1ниидельный барабан 12, жестко связанный с приводным валом 2, несет на себе несколько щпинделей 13, выполненных в виде сквозных цанговых зажимов.
Шииндели 13 получают вращательное движение от двигателя 14 через ременную передачу 15, зубчатое колесо 16 и шестерню 17.
На станине 1 жестко смонтирован формующий инструмент 18 и плоский кулачок 19, взаимодействующий с толкателем 20, кроме того, на станине 1 установлены несколько натял ных роликов 21.
Роторное устройство для обкатки трубчатых заготовок работает следующим образом. Заготовки, один конец которых нагрет до ковочной температуры, подаются замкнутым цепным конвеером в зону загрузки. На участке зоны загрузки, величина которого регулируется натяжными роликами 21, заготовки, находящиеся в ячейках замкнутых цепных конвееров 6 и 7, соосны с отверстиями сквозных цанговых зажимов шпинделей 13.
Загрузка заготовок в сквозные цанговые зажимы шпинделей 13 и выгрузка их оттуда после обкатки осуществляется одновременно на одной позиции переталкиванием, в процессе непрерывного вращения шпиндельного барабана 12, загрузочного 3 и разгрузочного 4 барабанов. Толкатель 20, взаимодействуя с кулачком 19 на участке /, разл имает сквозной цанговый зажим шпинделя 13. Загрузочный 8 и разгрузочный 9 механизмы, расположенные соосно с отверстиями сквозных цанговых зажимов шпинделей 13 и приводимые в движение цилиндрическими кулачками 10 и 11, перемещаясь вдоль оси вала, загружают заготовку из ячейки замкнутого цепного конвеера 6 в сквозной цанговый зажим шпинделя 13, одновременно с эти.м обкатанную заготовку выгружают в ячейку замкнутого цепного конвейера 7, отводящего заготовки от устройства. Затем толкатель 20 съезжает с плоского кулачка 19, сквозной цанговый зажим шпинделя 13 зажимает заготовку. Загрузочный 8 и разгрузочный 9 механизмы под воздействием цилиндрических кулачков 10 и 11 возвращаются в исходное положение. Заготовка, перемещаясь по круговой траектории вокруг вала 2 и вращаясь в шпинделе 13 вокруг собственной оси (движение передается через ременную передачу 15 и зубчатую цару 16, 17), входит в контакт с формующим инструментом 18, обкатывается, постепенно приобретая заданную форму.
Предлагаемая конструкция роторного устройства для обкатки трубчатых заготовок позволяет увеличить производительность процесса, так как в результате увеличения рабочей зоны шпиндельного барабана устройства может быть увеличена скорость врашения
0 шпиндельного барабана, а, следовательно, и такт выпуска заготовок. Например, производительность шестишпиндельных роторныл устройств для обкатки трубчатых заготовок может быть повышена на 20%. Кроме того,
5 предложенная конструкция позволяет расширить технологические воз.можности устройст на, а именно - обеспечить сохранение ориентации заготовки после обкатки при транспортированип к другим технологическим аг0 регатам.
Формула изобретения
Роторное устройство для обкатки трубчатых заготовок, содержащее загрузочный барабан и щпиндельный барабан с несколькими ишинделями, установленные последовательно в станине с возможностью вращения на общей оси и неподвижно закрепленный на станине формующий инструмент, отличающееся тем, что, с целью расширения технологических возможностей устройства и повышеиия производительности, оно снабжено разгрузочны.м барабаном, установленным с возможностью вращения на общей оси за щпин5 дельным барабаном, при этом каждый шпиндель выполнен в виде сквозного цангового зажима.
Источники информации, принятые во внимание при экспертизе:
0 1. Кошкин Л. Н. «Комплексная автоматизация производства на базе роторных линий. М., Машиностроение, 1965 г. с. 17.
2. Авторское свидетельство № 347256, М. КЛ.2 В 23Q 41/00 от 1970 г.
5 3. Авторское свидетельство СССР №312656, М. КЛ.2 В 21D 51/02, от 1969. (прототип).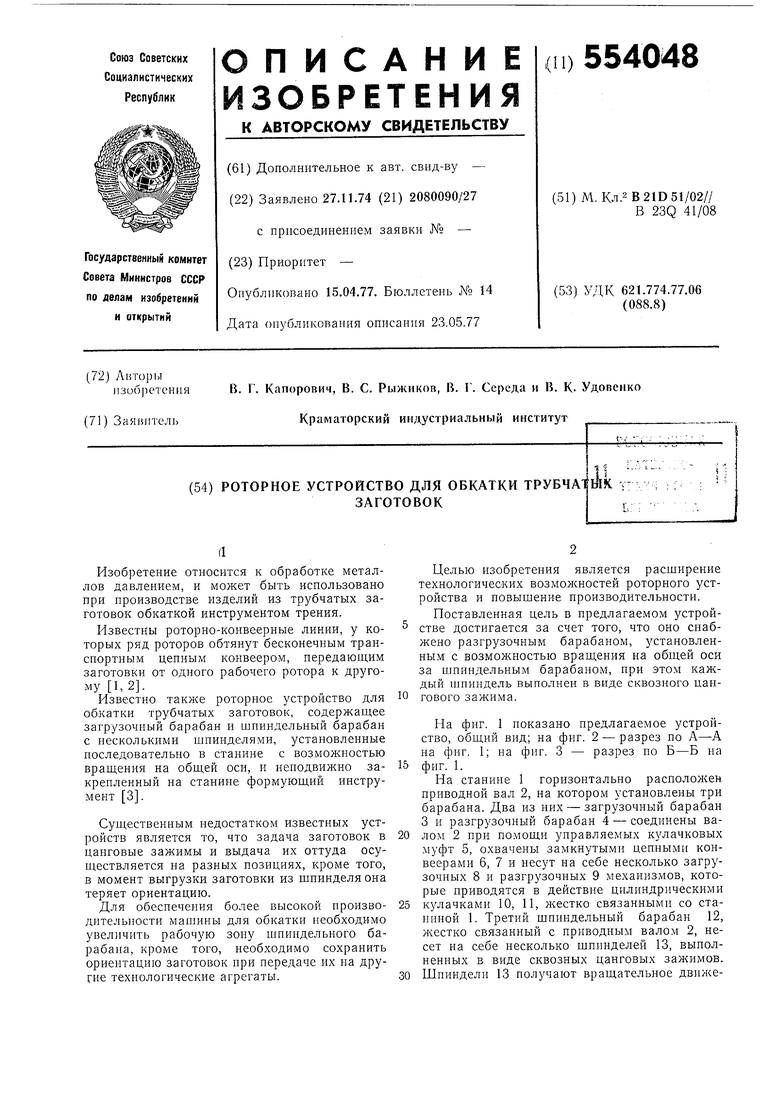
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторное устройство для обкатки трубчатых заготовок | 1988 |
|
SU1641489A1 |
| Многошпиндельный обкатной станок | 1988 |
|
SU1562050A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1990 |
|
SU1784479A1 |
| Машина для обкатки трубчатых заготовок ром-9 | 1978 |
|
SU763022A1 |
| Роторная машина для обкатки цилиндрических заготовок | 1985 |
|
SU1286331A1 |
| Машина для обкатки цилиндрических заготовок ром-5 | 1977 |
|
SU677792A1 |
| Станок для обкатки трубчатых заготовок | 1984 |
|
SU1260066A1 |
| Машина для обкатки трубчатых заготовок ром-4 | 1977 |
|
SU692658A1 |
| Роторная машина для горячей обкатки цилиндрических заготовок | 1990 |
|
SU1792779A1 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
Фиг. 2
Б-В
f8
21
V//////////////////////////// фиг. 3
