ел
с:
СП
о
о
ел
о
315
Изобретение относится к переработке полимерных материалов и используется в роторно-конвейерной линии для изготовления изделий с внут- ренной концентричной резьбой и наруж- ными поднутрениями методом литья под давлением.
Цель изобретегтя - повышение производительности литьевой формы, ус- танавливаемой на роторно-конвейерной линии, путем автоматизации про- це:сса выгрузки изделия.
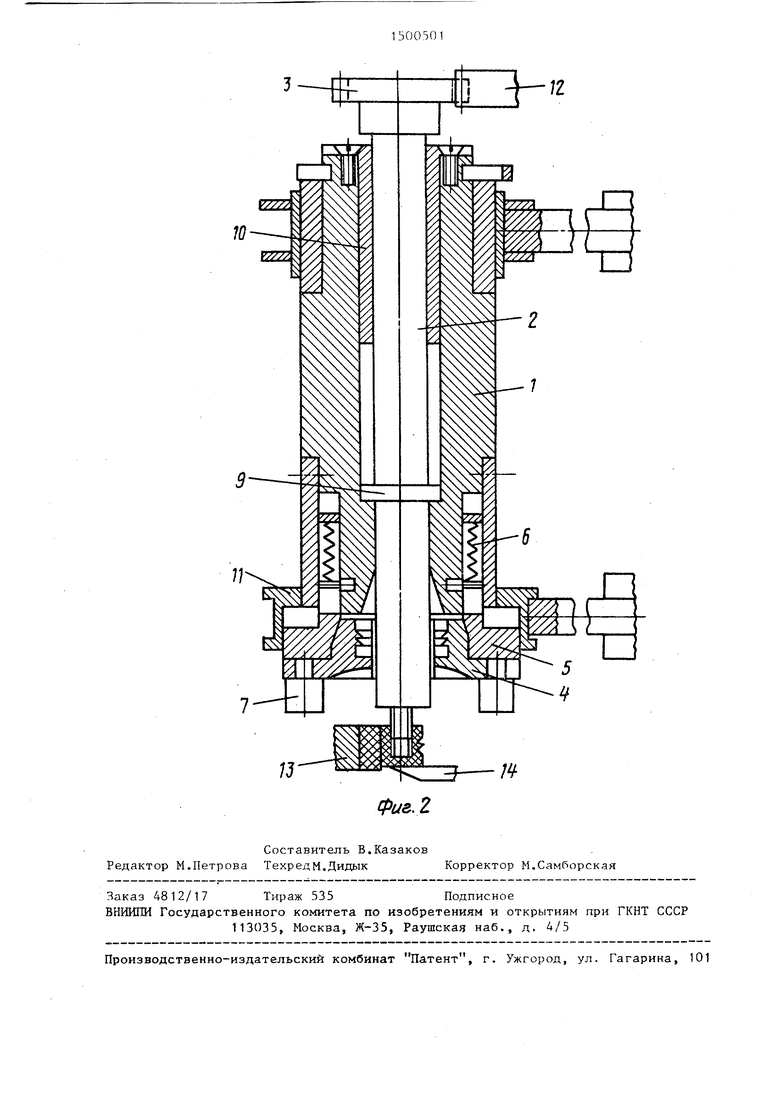
На фиг.1 изображено устройство в закрытом положении, вид, раз- рез; на фиг.2 - то же, в .расоты- том положении.
Устройство для Изготовления и выгрузки полимерных изделий с резьбой содержит литьевую форму, вклю- чающую корпус 1, через который проходит резьбовой знак 2 с шестерней i3. Изделие формируется наряду с резбовым знаком 2 двумя полуформами 4, закрепленными неподвижно в попереч- ном направлении в держателе 5 полуформ, который в свою очередь выполнен с возможностью перемещения в продольном направлении относительно корпуса 1 и оснащен пружинами 6. На каждой полуформе установлены ролики 7, при помощи которых происходит ра движение полуформ посредством копиру 8. При свинчивании резьбовой зна буртиком 9 упирается во втулку 10. Дпя фиксации литьевой формы в технологическом роторе служат втулки 11. Механизм двойного свинчивания включает зубчатый сектор 12 для предварительного свинчивания изделия и обрезиненный сектор 13 для окончательного свинчивания. Нож 14 служит для срезки лтитника (фиг.2).
Устройство работает следующим образом.
После заполнения .пластической массой и охлаждения литьевая форма
1
попадает в ротор выгрузки, где шестерней 3 резьбового знака 2 входит в зацепление с зубчатым сектором 12, закрепленным в роторе. Так как резьбовой знак имеет жесткий упор во втулку 10, то при свинчивании происходит выдвижение подпружиненного держателя 5 полуформ с полуформами 4, которые бьши сомкнуты за счет прилипания к изделию. Чтобы после раскрытия полуформ изделие не оказалось прилипшим к одной из них, оно остается частично навинченным на резьбовом знаке 2. При полном раскрытии полуформ происходит вьщвижение резьбового знака 2 до упора вместе с частично навинченным изделием. После отрезки литника изделие входит в зацепление с обрезиненным сектором 13, являющимся одновременно, так же как и зубчатый сектор 12, элементом роторно-конвейерной линии, и происходит окончательное свинчивание изделия со знака.
Формула изобретения
1.Устройство для изготовления и выгрузки полимерных изделий с резьбовым центральным отверстием, содержащее литьевую форму, включающую корпус, две полуформы с механизмом перемещения и резьбовой знак, а также механизм свинчивания, о.т л и - чающееся тем, что, с целью повышения производительности литьевой фор-мы, устанавливаемой на роторно-конвейерной линии путем автоматизации выгрузки изделий, обе полуформы снабжены роликами для раскрытия полуформ.
2.Устройство по П.1, отличающееся тем, что на корпусе литьевой формы установлена втулка с возможностью контакта с роторно-конвейерной линией.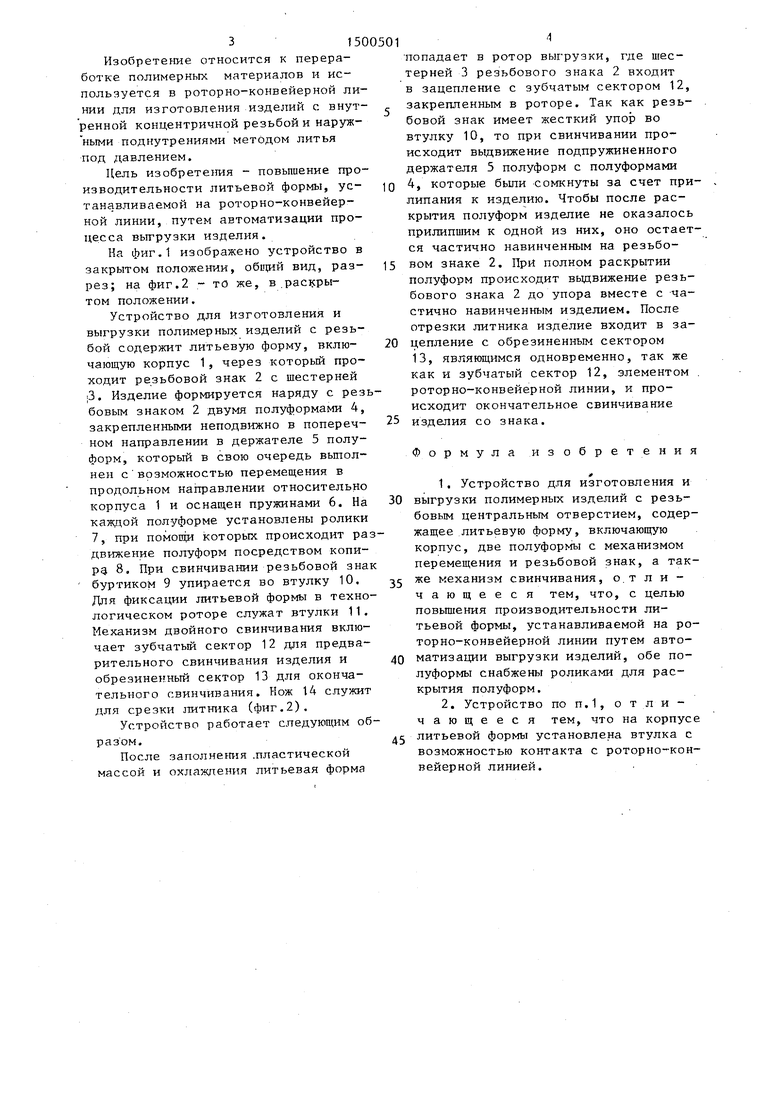
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия для литья полимерных изделий с центральным резьбовым отверстием | 1989 |
|
SU1634522A1 |
| Устройство для изготовления и выгрузки полимерных изделий с резьбовым центральным отверстием | 1989 |
|
SU1680561A2 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Роторно-конвейерная линия для изготовления деталей с резьбой | 1989 |
|
SU1696311A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма для изготовления полимерных изделий с внутренними резьбами | 1982 |
|
SU1034915A1 |
| Устройство для удаления полимерных изделий с арматурой из пресс-форм роторно-конвейерной литьевой машины | 1989 |
|
SU1696313A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1989 |
|
SU1699791A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
Изобретение относится к переработке полимерных материалов и используется в роторно-конвейерной линии для изготовления изделий с внутренней концентричной резьбой и наружными поднутрениями методом литья под давлением. Цель - повышение производительности литьевой формы, устанавливаемой на роторно-конвейерной линии, путем автоматизации процесса выгрузки изделия. Для этого обе полуформы 4 снабжены роликами 7. На корпусе литьевой формы установлена втулка 11 с возможностью контакта с роторно-конвейерной линией. 2 ил.
| Литьевая форма для изготовления полимерных изделий с продольными отверстиями | 1983 |
|
SU1165590A1 |
| Солесос | 1922 |
|
SU29A1 |
