) -i
Г L I МО )1-1| Ч (I
ПО а М J И i ) )( р 51 i
t 11 н i if rt и I и г;« 1И1 п т е -1 f О i i- i я i и
Д J | О г ( , I I1 ЧД ЧИНt г ( И Ч
(к 1 ИГ С t 1 )ВОГ j ТМ U
Н 1) i i r i н i t м t | t- i
см ротор ь itii IK f ч vi i i ii i
X t-M Г(- г Pill h | i, 1 1 t И
i ч те Г i r j i
POTflfHO KOH H К рН Ч ПЦ t Hh I i L,U4LldHHH/iH3f (. r PHI l И
KPrnp 2 Tti/HO/ijn j и° iOunt1 i рото): PPIH u и i 5 ibH( гм чиг
И с)ЧИЯ р Тг( t КГНЧ JT 1ТГП 4iU Uidrt . f ОТОП ) t1b К h I I f )l I H И
f uifip 7 h i i анин .: i т- р г п u С - i VH
9 Г1реДНЯрИТеЛЬ ОГ ГпИМиц тмн ч ti ТеЛьНОГО СВИ IHMDrlHHO К I MjlH 1Г дн ргМ
микания РРЛГ f ото, ом чн стс ниир 1 , )Эмстем 1 дппо щи UHIK ко пиры 1 Р jropbi 7 or D;w i iHneri-i
М « h fi )Г I ) i 1ноц t НЫ i /iff f ВЫС м и S i ( f i Oft Hi t и 1 i pr v „ t3 i ti
t-Iff H , М ГН Цс ИJ Ч
ни, f 1 HHq njil-i/Htl HpOHfOfW 1 if,K с fht i- TOTV4 -ipMrlX 17 H i OCHO f эни J i тнпв тепы ( поры 21
О ноняни - 18 пружины 19 копиры 13и
/ iflix i ) ЮТ M XdHI/ПМ ЧРрТИКЙЛ ,ЧОГО
п Mt i 4 (и nuisi4 грм a ponv-KH 2 и к( п fii 1 МРХЗНИПМ горизонтального
ne( f ещ (ич 17 В корпус 16 , г j ( i n pt 31 бпвои знак /2 мгрйн лчен MI i i , кои 2J и ыи свиич ваю д е i г о i j г к и -5 жестко с ним LL л i ннои РчЬоч)я часть копира 13 вы ппммМснид/ лом Or пичина которого опре 1,( i соотношением то ,, d
1 г-Г
9 / D
гг - yi jn подьема рьзьбы изделия
- коэффициент пропорциона ьносш г и метр резьбы изделия D - диаметр свинчивающей го/ювки Линий работает следующим обрезом
I
С
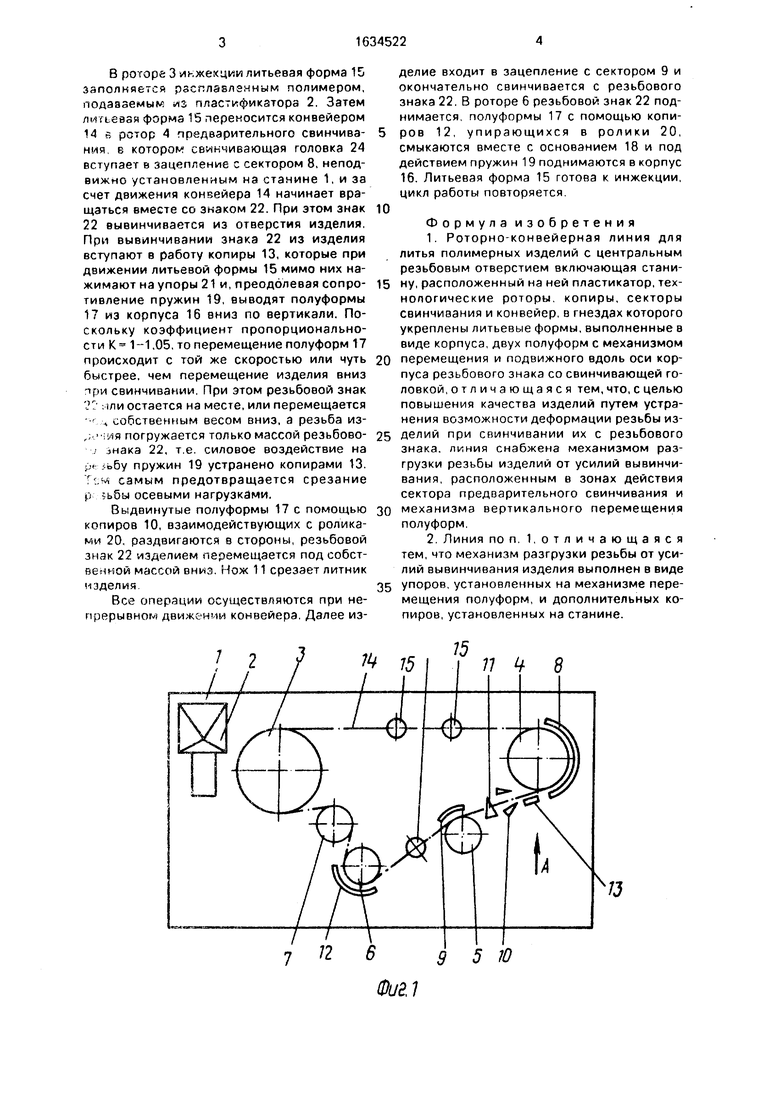
В роторе 3 иьжекции литьевая форма 15 заполняется расплавленным полимером, подаваемым из пластификатора 2. Затем литьевая форма 15 переносится конвейером 14 в ротор 4 предварительного свинчивания в котором свинчивающая головка 24 вступает в зацепление с сектором 8, неподвижно установленным на станине 1,и за счет движения конвейера 14 начинает вращаться вместе со знаком 22. При этом знак 22 вывинчивается из отверстия изделия. При вывинчивании знака 22 из изделия вступают в работу копиры 13, которые при движении литьевой формы 15 мимо них нажимают на упоры 21 и,преодолевая сопро- тивление пружин 19, выводят полуформы 17 из корпуса 16 вниз по вертикали. Поскольку коэффициент пропорциональности К 1-1.05, то перемещение полуформ 17 происходит с той же скоростью или чуть быстрее, чем перемещение изделия вниз три свинчивании. При этом резьбовой знак J- . ти остается на месте, или перемещается ., собственным весом вниз, а резьба из- г,..ия погружается только массой резьбово-
, лнака 22, т.е. силовое воздействие на ;, ьбу пружин 19 устранено копирами 13. T.v, самым предотвращается срезание Р ьбы осевыми нагрузками.
Выдвинутые полуформы 17с помощью копиров 10, взаимодействующих с роликами 20, раздвигаются в стороны, резьбовой знак 22 изделием перемещается под собственной массой вниз. Нож 11 срезает литник изделия
Все операции осуществляются при непрерывном движении конвейера. Далее изделие входит в зацепление с сектором 9 и окончательно свинчивается с резьбового знака 22. В роторе б резьбовой знак 22 поднимается, полуформы 17с помощью копиров 12, упирающихся в ролики 20, смыкаются вместе с основанием 18 и под действием пружин 19 поднимаются в корпус 16. Литьевая форма 15 готова к инжекции, цикл работы повторяется.
Формула изобретения
1.Роторно-конвейерная линия для литья полимерных изделий с центральным резьбовым отверстием включающая станину, расположенный на ней пластикатор, технологические роторы, копиры, секторы свинчивания и конвейер, в гнездах которого укреплены литьевые формы, выполненные в виде корпуса, двух полуформ с механизмом перемещения и подвижного вдоль оси корпуса резьбового знака со свинчивающей головкой, отличающаяся тем, что, с целью повышения качества изделий путем устранения возможности деформации резьбы изделий при свинчивании их с резьбового знака, линия снабжена механизмом разгрузки резьбы изделий от усилий вывинчивания, расположенным в зонах действия сектора предварительного свинчивания и механизма вертикального перемещения полуформ.
2.Линия по п. 1,отличающаяся тем, что механизм разгрузки резьбы от усилий вывинчивания изделия выполнен в виде упоров, установленных на механизме перемещения полуформ, и дополнительных копиров, установленных на станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и выгрузки полимерных изделий с резьбовым центральным отверстием | 1989 |
|
SU1680561A2 |
| Устройство для изготовления и выгрузки полимерных изделий с резьбовым центральным отверстием | 1987 |
|
SU1500501A1 |
| Транспортный ротор | 1988 |
|
SU1546369A1 |
| Роторно-конвейерная линия для изготовления деталей с резьбой | 1989 |
|
SU1696311A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для полимерных изделий | 1977 |
|
SU745702A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |

/ 2
П Ц- 8
Ю
Фиё,1
Вид А
Я
23
-16
22
20
