Изобретение относится к полимерному машиностроению, в частности, к устройствам для изготовления деталей из полимеров с высокой степенью текучести методом литья под давлением.
Цель изобретения - повышение качества изделий путем исключения образования облоя при их формовании.
На фиг.1 показана литьевая форма, сечение; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел I на фиг. 1.
Литьевые формы закрепляются в гнездах конвейера роторноконвейерной линии. В корпусе 1 литьевой формы установлены кольцо 2 с демпфером 3, фиксатор 4, резьбовой знак 5, ограниченный подшипником 6, демпфером 7 и втулкой 8, снабженный
свинчивающей головкой 9, входящей при движении конвейера в контакт с сектором предварительного свинчивания. В корпус 1 вставлены полуформы 10, удерживаемые на основании 11 пружинами 12 через ползуны 13. Полуформы 10 снабжены ползунами 14, исключающими возможность перекоса полуформ 10, и роликами 15, входящими в контакт с копирами роторов размыкания и смыкания при движении конвейера. Резьбовой знак 5 снабжен буртом 16. Демпфер 3 имеет большую величину рабочего хода, чем демпфер 7, при этом время сжатия демпфера 7 находится в интервале времени сжатия демпфера 3. В момент начала сжатия между буртом 16 и подшипником 6 устанавливается зазор. Образующая АО В конуса полуформы 10 выполнена с радиусом R.
О 00
$
о
ю
Устройство работает следующим образом,
При движении конвейера перед ротором инжекции происходит смыкание литьевой формы: пружины 12 через ползуны 13 и основание 11 прижимают полуформы 10 к внутренней конической поверхности кольца 2, смыкая полуформы 10 между собой. При этом пятно контакта полуформ 10с кольцом 2 представляет собой окружность, позволяющую компенсировать недостатки изготовления кольца 2 и полуформ 10. Резьбовой знак 5 в это время смыкается с полуформами 10 только под действием собственной массы, так как обладает свободным ходом, обусловленным зазором между подшипником 6 и буртом 16.
С входом литьевой формы в ротор ин- жекЦии на.сомкнутые полуформы 10 воздействует инжектор ротора, который перемещает вверх полуформы 10 вместе с кольцом 2 и резьбовым знаком 5, преодолевая сопротивление демпфера 3, усиливая смыкание полуформ между собой и одновременно выбирая свободный ход резьбового знака 5. После контакта бурта 16 с подшипником 6 инжектор ротора преодолевает сопротивление демпферов 3 и 7, обеспечивая полное смыкание полуформ 10 между собой и с резьбовым знаком 5. Усилие смыкания определяется жесткостью демпферов 3 и 7. После этого в образованную полуформами 10 и резьбовым знаком 5 полость впрыскивается расплавленный полимер и формуется изделие. Облой на изделии отсутствует благодаря беззазорно- i му смыканию.
После выхода из ротора инжекции литьевая форма переносится конвейером в ротор размыкания, в котором при взаимодействии свинчивающей головки 9 и сектора ротора размыкания резьбовой знак вывинчивается из изделия, подавая его вме- „ сте с полуформами 10 вниз. Далее выведенные из корпуса 1 и кольца 2 полуформы 10 размыкаются копирами, воздействующими на внутреннюю сторону роликов 15. Полуформы 10, перемещаясь в основании 11 и
на ползунах 14, освобождают изделие, и резьбовой знак 5 падает вниз до упора буртом 16 в корпус 1. Нож, установленный в роторе окончательного свинчивания, срезает литник. В этом же роторе изделие, взаимодействуя с сектором ротора, полностью свинчивается с резьбового знака 5.
Далее литьевая форма переносится конвейером в ротор смыкания, в котором резь0 бовой знак 5 с помощью ложки ротора поднимается вверх, копиры ротора воздействуют на внешнюю сторону роликов 15 и смыкают полуформы 10. После этого литьевая форма повторяет в движениях своих
5 элементов описанный цикл.
Выполнение замыкающего конуса в виде кольца, его подвижность, демпфер 3, опережение начала его сжатия и отставание конца сжатия от соответствующих точек де0 мпфера 7 позволяют избежать образования облоя на изделии и, следовательно, уменьшить брак и затраты на его исправление. Формула изобретения 1. Устройство для изготовления и вы5 грузки полимерных изделий с резьбовым центральным отверстием по авт. св. № 1500501, отличающееся тем, что, с целью повышения качества изделий путем исключения образования облоя при их фор0 мовании, замыкающий конус корпуса выполнен с возможностью перемещения вдоль оси корпуса, снабжен демпфером, рабочий ход которого выполнен больше рабочего хода демпфера резьбового знака, при
5 этом взаимное расположение полуформ, замыкающего конуса и резьбового знака вдоль оси устройства выполнено с возможностью предварительного смыкания под нагрузкой полуформ и замыкающего конуса и
0 последующего - полуформ и резьбового знака.
,2. Устройство поп 1,отличающее- с я тем, что замыкающий конус выполнен в виде кольца с коническим отверстием, а де5 мпфер - в виде пружины.
3. Устройство по пп.1 и 2, отличающее- с я тем, что коническая часть полуформ выполнена по выпуклой образующей.
11
фиэЛ
А-А
X; изделие
(риг.2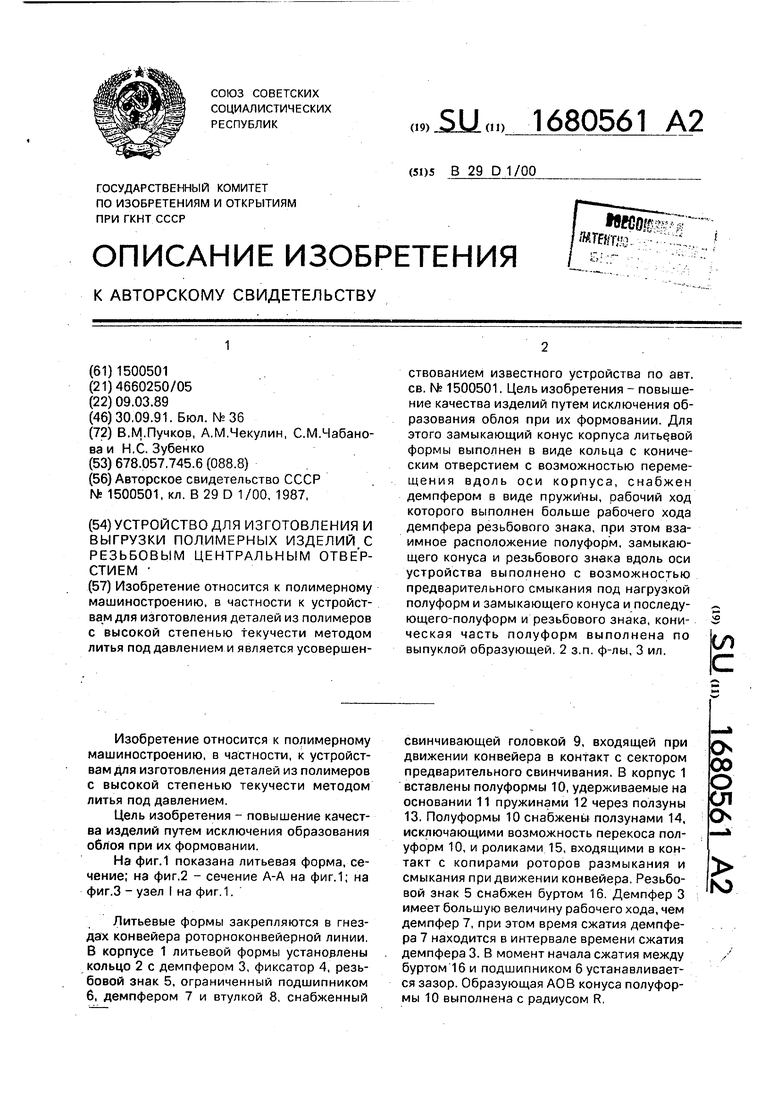

| название | год | авторы | номер документа |
|---|---|---|---|
| Роторно-конвейерная линия для литья полимерных изделий с центральным резьбовым отверстием | 1989 |
|
SU1634522A1 |
| Устройство для изготовления и выгрузки полимерных изделий с резьбовым центральным отверстием | 1987 |
|
SU1500501A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ АРМиРОВАННыХ издЕлий | 1979 |
|
SU821171A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| РОТОРНАЯ МНОГОСЕКЦИОННАЯ МАШИНА ДЛЯ ПРЕССОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1967 |
|
SU214768A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1581587A1 |
| Роторно-конвейерная машина для прессования изделий из термоактивных пластмасс | 1977 |
|
SU729067A1 |


Изобретение относится к полимерному машиностроению, в частности к устройствам для изготовления деталей из полимеров с высокой степенью tei y4ec™ методом литья под давлением и является усовершенствованием известного устройства по авт. св. Мг 1500501. Цель изобретения - повышение качества изделий путем исключения образования облоя при их формовании. Для этого замыкающий конус корпуса литьевой формы выполнен в виде кольца с коническим отверстием с возможностью перемещения вдоль оси корпуса, снабжен демпфером в виде пружины, рабочий ход которого выполнен больше рабочего хода демпфера резьбового знака, при этом взаимное расположение полуформ, замыкающего конуса и резьбового знака вдоль оси устройства выполнено с возможностью предварительного смыкания под нагрузкой полуформ и замыкающего конуса и последу- ющего-полуформ и резьбового знака, коническая часть полуформ выполнена по выпуклой образующей. 2 з.п. ф-лы, 3 ил. (Л
0U8,3
| Устройство для изготовления и выгрузки полимерных изделий с резьбовым центральным отверстием | 1987 |
|
SU1500501A1 |
| Солесос | 1922 |
|
SU29A1 |
