Изобретение относится к упаковочному оборудованию, а именно к устройствам для укладки в тару штучных изделий, и может быть использовано в отраслях народного хозяйства для укладки штучных изделий в тару, в частности в кондитерской промышленности.
Целью изобретения является расширение функциональных возможностей путем обеспечения формирования потока изделий заданной рядности из потока изделий любой рядности, обеспечения равномерного питания потоком изделий заданной рядности механизма для перемещения изделий в тару.
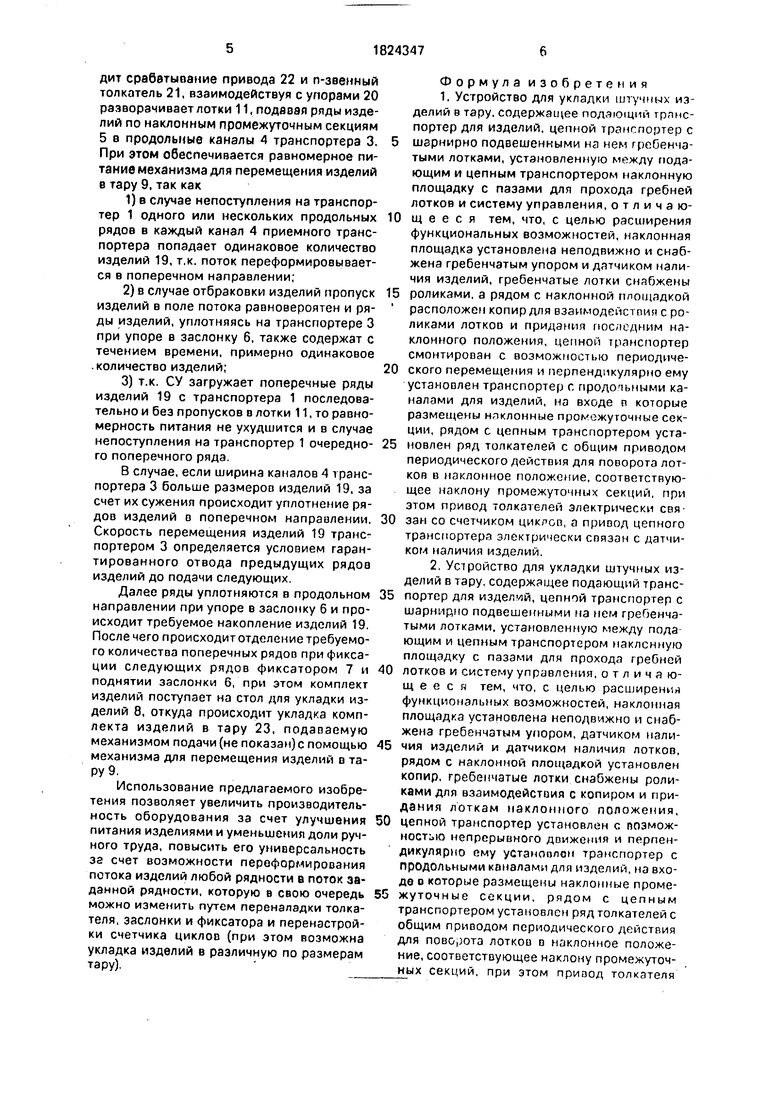
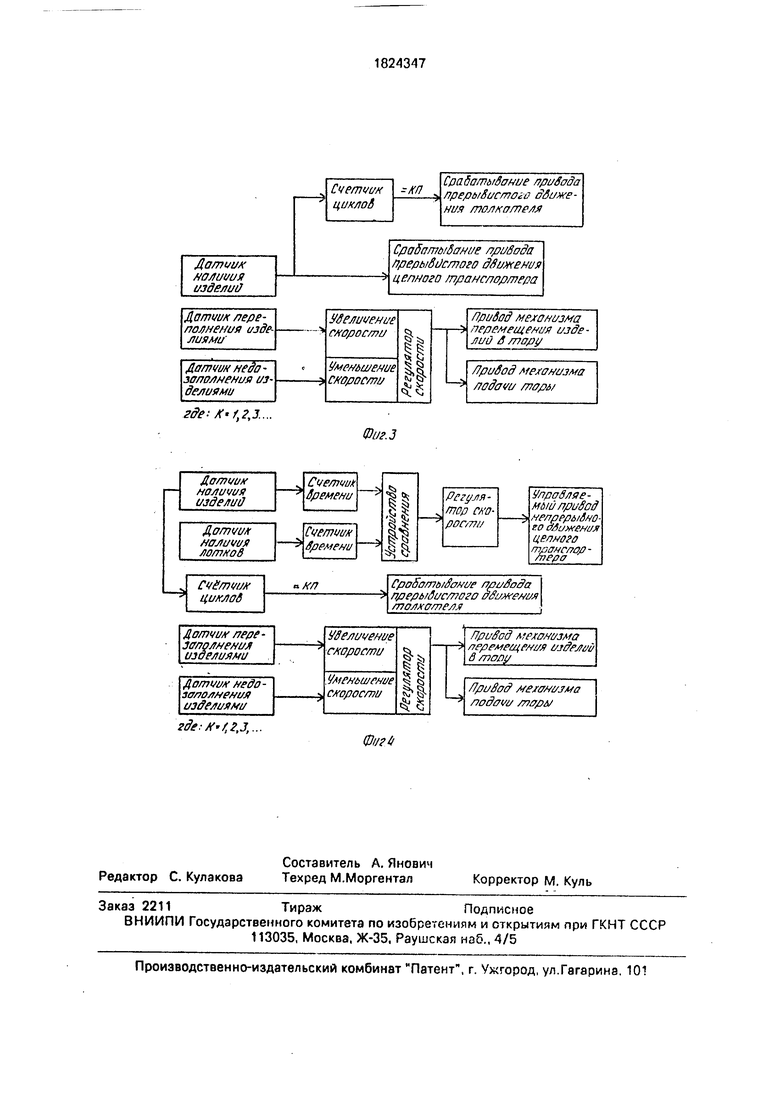
На фиг. 1 изображен пример выполнения устройства, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг, 3 - блок-схема управления устройства по первому варианту; на фиг. 4 - то же, по второму варианту.
Устройство состоит из транспортера подачи потока изделий 1, устройства формирования слоя изделий, состоящего из устройства формирования рлдов 2, транспортера 3 с уплотняющими продольными каналами 4, наклонными промежуточными секциями 5, заслонкой 6 и фиксатором 7. К концу транспортера 3 примыкает стол 8 для укладки изделий с механизмом 9 для перемещений изделий в тару.
оо
N3 N GO Јь VI
Устройство формирования рядов 2 представляет собой цепной транспортер, расположенный перпендикулярно транспортеру 3, на звеньях 10 которого шарнирно подвешены гребенчатые лотки 11, гребни которых выставлены симметрично пазам примыкающей к подающему транспортеру для изделий 1 наклонной неподвижной приемной гребенчатой площадке 12, снабженной неподвижным гребенчатым упором 13 и датчиком наличия изделий 14. Ведущая звездочка 15 данного транспортера связана с приводом 16 прерывистого (для варианта 1) или непрерывного (для варианта 2) движения. Лотки 11 снабжены роликами 17, кото- рые взаимодействуют с копиром 18, закрепленным в районе неподвижной площадки 12 и обеспечивающим плавный разворот лотков 11 при подходе к приемной площадке 12 и захвате изделия 19, а при возвращении в свободно-подвешенное состояние после захвата изделий 19. Лотки 11 снабжены также упорами 20, установленными с возможностью взаимодейстоия с расположенные о районе цепи, например, о нижней ветви цепного транспортера п- звенным толкателем 21 с приводом 22 периодического действия (например, электромагнитом), расстояние между звеньями которого равно шагу цепного транспор- тера(и, соответственно, расстоянию между упорами 20). Наклонные промежуточные секции 5 примыкают одним концом к соответствующим сужающимся продольным уплотняющим каналам 4 под углом к ним, а другим концом - к развернутым толкателем 21 лоткам 11. В районе стола 8 в зоне действия механизма для перемещения изделий s тару 9 расположена подаваемая механизмом подачи (не показан) тара 23.
Для обеспечения ритмичной работы устройства и случае нестабильности численности изделий в потоке на транспортере 3 установлены датчики минимального потребного коли11ествз изделий 24 и датчики переполнения транспортера изделиями 25, по сигналу которых СУ либо ускоряет либо замедляет работу механизма для перемещения изделий в тару 9 и механизма подачи тары (не показан).
Для варианта 1) устройство снабжено механизмом включения привода прерывистого движения 26 (например, электромагнитной муфтой), привод 22 толкателя 21 электрически связан со счетчиком циклов 27 СУ 28, который, например, связан с исполнительными элементами привода прерывистого движения (или с датчиком наличия изделий 14), а механизм включения привода прерывистого движения 2G электрически
связан с датчиком наличия изделий 14 СУ 28.
Для варианта 2) СУ 28 устройства снабжена датчиком наличия лотков 29, а управляемый привод непрерывного движения 16 цепного транспортера электрически связан с устройством сравнения 30, электрически связанным сдатчиками наличия изделий 14 и лотков 29. Сигнал на счетчик циклов 27 о данном случае поступает от датчика (не показан), срабатывающего при перемещении цепного транспортера на шаг лотков 11.
Устройство работает следующим образом.
Поток изделий 19 перемещается подающим транспортером 1, причем в случае поступления на данный транспортер плотного о продольном направлении потока изделий он выполнен ускоряющим для образования между поперечными рядами изделий зазора, необходимого для оптимального порядного захвата изделий. Каждый подаваемый таким образом поперечный ряд изделий поочередно сходит на наклонную неподвижную приемную площадку 12, останавливаясь у гребенчатого упора 13, при этом в СУ 28 устройства поступает сигнал о наличии изделий. В случае варианта 1 по этому сигналу СУ 28 выдает сигнал на механизм включения привода прерывистого движения 26 и цепной транспортер перемещается на один шаг, захватывая гребнями лотков 11 находящийся на неподвижном гребенчатом столе 12 поперечный ряд изделий 19 и освобождая место для следующего ряда изделий.
В случае варианта 2 сигнал о наличии изделий сравнивается устройством сравнения 30 на рассогласование по времени поступления с сигналом наличия лотка, поступающего от датчика 29, после чего устройство сравнения 30 выдает на привод 16 управляющий сигнал, на увеличение скорости вращения привода (в случае запаздывания сигнала от датчика 29 по отношению к номинальному) или уменьшение (в случае опережения). Захват и отвод поперечных рядов изделий - аналогичен варианту 1.
При захвате и отводе поперечных рядов изделий ролики 17 лотков 11 обкатываются по копиру 18, обеспечивая плавный разворот лотков 11 до оптимального захвата изделий 19 с площадки 12 и возврат в свободно подвешенное состояние при отводе лотков 11 от площадки 12. При движении наполненных лотков 11 по нижней ветви цепного транспортера через каждые п циклов (соответствующих заданной рядности на транспортере 3 питающего потока изделий) по сигналу от счетчика циклов происходит срабатывание привода 22 и п-звенный толкатель 21, взаимодействуя с упорами 20 разворачивает лотки 11, подевал ряды изделий по наклонным промежуточным секциям 5 в продольные каналы 4 транспортера 3. При этом обеспечивается равномерное питание механизма для перемещения изделий в тару 9, так как
1)в случае непоступления на транспортер 1 одного или нескольких продольных рядов в каждый канал 4 приемного транспортера попадает одинаковое количество изделий 19, т.к. поток переформировывается в поперечном направлении;
2)в случае отбраковки изделий пропуск изделий в поле потока равновероятен и ряды изделий, уплотняясь на транспортере 3 при упоре в заслонку 6, также содержат с течением времени, примерно одинаковое
.количество изделий;
3)т.к. СУ загружает поперечные ряды изделий 19 с транспортера 1 последовательно и без пропусков в лотки 11, то равномерность питания не ухудшится и в случае непоступления на транспортер 1 очередного поперечного ряда.
В случае, если ширина каналов 4 транспортера 3 больше размеров изделий 19, за счет их сужения происходит уплотнение рядов изделий в поперечном направлении. Скорость перемещения изделий 19 транспортером 3 определяется условием гарантированного отвода предыдущих рядов изделий до подачи следующих.
Далее ряды уплотняются в продольном направлении при упоре в заслонку 6 и происходит требуемое накопление изделий 19. После чего происходит отделение требуемого количества поперечных рядов при фиксации следующих рядов фиксатором 7 и поднятии заслонки 6, при этом комплект изделий поступает на стол для укладки изделий 8, откуда происходит укладка комплекта изделий в тару 23, подаваемую механизмом подачи (не показан) с помощью механизма для перемещения изделий в тару 9.
Использование предлагаемого изобретения позволяет увеличить производительность оборудования за счет улучшения питания изделиями и уменьшения доли ручного труда, повысить его универсальность за счет возможности переформирования потока изделий любой рядности в поток заданной рядности, которую в свою очередь можно изменить путем переналадки толкателя, заслонки и фиксатора и перенастройки счетчика циклов (при этом возможна укладка изделий в различную по размерам тару).
Формула изобретения 1. Устройство для укладки штучных изделий в тару, содержащее подающий транспортер для изделий, цепной трангпортер с 5 шарнирно подвешенными на нем гребенчатыми лотками, установленную между подающим и цепным транспортером наклонную площадку с пазами для прохода гребней лотков и систему управления, отличаю0 щ е е с я тем, что, с целью расширения функциональных возможностей, наклонная площадка установлена неподвижно и снабжена гребенчатым упором и датчиком наличия изделий, гребенчатые лотки снабжены
5 роликами, а рядом с наклонной площадкой расположен копир для взаимодейстпин с роликами лотков и придания последним наклонного положения, цепной транспортер смонтирован с возможностью периодиче0 ского перемещения и перпендикулярно ему установлен транспортер с продольными каналами для изделий, но входе п которые размещены наклонные промежуточные секции, рядом с цепным транспортером уста5 новлен ряд толкателей с общим приводом периодического действия для поворота лотков в наклонное положение, соответствующее наклону промежуточных секций, при этом привод толкателей электрически свя0 зан со счетчиком ЦИКРОВ, а привод цепного транспортера электрически связан с датчиком наличия изделий.
2, Устройство для укладки штучных изделий в тару, содержащее подающий транс5 портер для изделий, цепной транспортер с шарнирно подвешенными на нем греОенча- тыми лотками, установленную между пода ющим и цепным транспортером наклонную площадку с пазами для прохода гребней
0 лотков и систему управления, отличающееся тем, что, с целью расширения функциональных возможностей, наклонная площадка установлена неподвижно и снабжена гребенчатым упором, датчиком нали5 чия изделий и датчиком наличия лотков, рядом с наклонной площадкой установлен копир, гребенчатые лотки снабжены роликами для взаимодействия с копиром и придания лоткам наклонного положения,
0 цепной транспортер установлен с позмож- ностыо непрерывного движения и перпендикулярно ему установлен транспортер с продольными каналами для изделий, на входе о которые размещены наклонные проме5 жуточные секции, рядом с цепным транспортером установлен ряд толкателей с общим приводом периодического действия для поворота лотков в наклонное положение, соответствующее наклону промежуточ- ных секций, при этом привод толкателя
электрически связан со счетчиком циклов, а привод цепного транспортера электрически
связан с датчиками наличия изделий и лотков через устройство сравнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки предметов в тару | 1981 |
|
SU996274A1 |
| Автомат для выгрузки батонов с пода кольцевой печи и укладки их в транспортные лотки | 1958 |
|
SU118378A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| Устройство для группирования пакета штучных изделий и укладки его в тару | 1982 |
|
SU1041425A1 |
| Устройство для укладки хлеба в контейнер | 1982 |
|
SU1100202A1 |
| Устройство для группирования и укладки штучных изделий прямоугольной формы в транспортную тару | 1986 |
|
SU1373628A1 |
| Устройство для укладки в тару легкоповреждаемых предметов | 1989 |
|
SU1652200A1 |
| Устройство для подачи и укладки штучных предметов | 1977 |
|
SU856899A2 |
| Устройство для укладки штучныхиздЕлий B КОРОбКи | 1978 |
|
SU839865A1 |
| Устройство для дозированной выдачи штучных изделий | 1983 |
|
SU1106745A1 |
Использование: изобретение относится к упаковочному оборудованию, а именно к устройстаам для укладки в тару штучных изделий, и может быть использовано в отраслях народного хозяйства для укладки штучных изделий. Сущность изобретения: устройство для укладки штучных изделий в тару содержит транспортер для подачи изделий, устройство формирования слоя изделий, механизм для перемещения изделий в тару, систему управления устройством, при этом на конце подающего транспортера установлен наклонный неподвижный гребенчатый стол с датчиком наличия изделий и гребенчатым упором, относительно пазов которого выставлены гребни шариирно подвешенных на цепном транспортере периодического движения лотков, снабженных роликами, установленными с возможностью взаимодействия с профильным элементом углового положения лотков, закрепленным в районе неподвижного гребенчатого стола, на лотках закреплены упоры с возможностью взаимодействия в процессе каждого цикла движения цепного транспортера с расположенным в районе его нижней ветви многозвенным толкателем поворота лотков периодического действия. 2 с.п. ф-лы, 4 ил. ел С
17
П
Ю
г-н
-
Датшк но/шиия изделий
где: X ft2j....
где; К f, 2,3,...
Срабатывание лрибода лрерыНистога движения толкателя
СрадатшВание лрибада прерывистого движения цепного транспортера
Фиг it
| Устройство для загрузки хлеба в вертикальный полочный контейнер | 1988 |
|
SU1558365A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
