BV
- arccos .( 2 --), где В - ширина калиб п
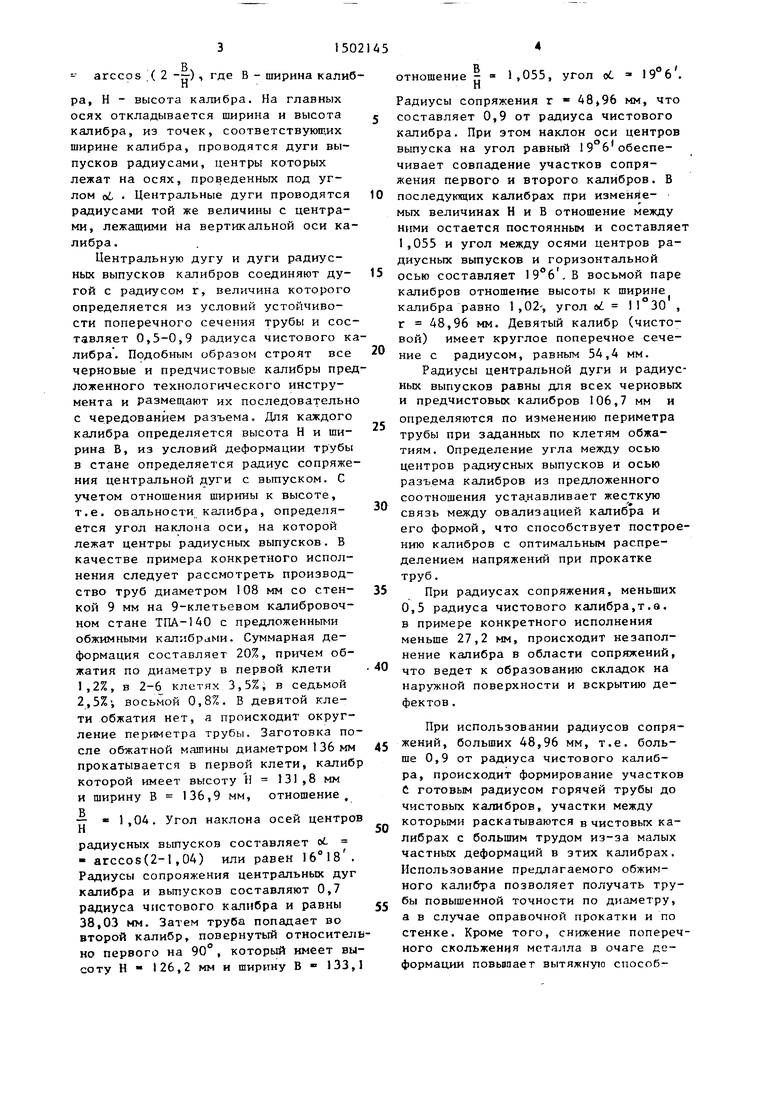
ра, Н - высота калибра. На главных осях откладывается ширина и высота калибра, из точек, соответствующих ширине калибра, проводятся дуги выпусков радиусами, центры которых лежат на осях, проведенных под углом 0 . Центральные дуги проводятся радиусами той же величины с центрами, лежащими на вертикальной оси калибра .
Центральную дугу и дуги радиусных выпусков калибров соединяют ду- гой с радиусом г, величина которого определяется из условий устойчивости поперечного сечения трубы и составляет 0,5-0,9 радиуса чистового калибра. Подобным образом строят все черновые и предчистовые калибры предложенного технологического инструмента и Размеп;ают их последовательно с чередованием разъема. Для каждого калибра определяется высота Н и ширина В, из условий деформации трубы в стане определяется радиус сопряжения центральной дуги с выпуском. С учетом отношения пшрины к высоте.
,-
т.е. овальности калибра, определяется угол наклона оси, на которой лежат центры радиусных выпусков. В качестве примера конкретного исполнения следует рассмотреть производство труб диаметром 108 мм со стен- кой 9 мм на 9-клетьевом калибровочном стане ТПА-140 с предложенными обжимными калибрами. Суммарная деформация составляет 20%, причем обжатия по диаметру в первой клети 1,2%, в 2-6 клетях 3,5%; в седьмой 2,3% , восьмой 0,8%. В девятой клети обжатия нет, а происходит округление периметра трубы. Заготовка после обжатной машины диаметром 1 36 мм прокатывается в первой клети, калибр которой имеет высоту Н 131,8 мм и ширину В 136,9 мм, отношение,
т
-7 «1,04. Угол наклона осей центров Н
радиусных выпусков составляет oi. - arccos(2-l,04) или равен 16°18 , Радиусы сопрояжения центральных дуг калибра и вьтусков составляют 0,7 радиуса чистового калибра и равны 38,03 мм. Затем труба попадает во второй калибр, повернутый относительно первого на 90°, который имеет высоту Н 126,2 мм и ширину В 133,1
0
5
0
5 0 5
0
5
отношение - 1,055, угол об . Н
Радиусы сопряжения г мм, что составляет 0,9 от радиуса чистового калибра. При этом наклон оси центров выпуска на угол равный 19°6 обеспечивает совпадение участков сопряжения первого и второго калибров. В последующих калибрах при изменяемых величинах Н и В отношение между ними остается постоянным и составляет 1,055 и угол между осями центров радиусных выпусков и горизонтальной осью составляет 19 б ,В восьмой паре калибров отноше1ше высоты к ширине калибра равно 1,02, угол И 30 , г 48,96 мм. Девятый калибр (чистовой) имеет круглое поперечное сечение с радиусом, равным 54,4 мм.
Радиусы центральной дуги и радиус- Hbtx выпусков равны для всех черновых и предчистовых калибров 106,7 мм и определяются по изменению периметра трубы при заданных по клетям обжатиям. Определение угла между осью центров радиусных выпусков и осью разъема калибров из предложенного соотношения уста.навливает жесткую связь между овализацией калибра и его формой, что способствует построению калибров с оптимальным распределением напряжений при прокатке труб.
При радиусах сопряжения, меньших 0,5 радиуса чистового калибра,т.в. в примере конкретного исполнения меньше 27,2 мм, происходит незаполнение калибра в области сопряжений, что ведет к образованию складок на Наружной поверхности и вскрытию дефектов .
При использовании радиусов сопряжений, больших 48,96 мм, т.е. больше 0,9 от радиуса чистового калибра, происходит формирование участков С готовым радиусом горячей трубы до чистовых калибров, участки между которыми раскатываются в чистовых калибрах с большим трудом из-за малых частнък деформаций в зтих калибрах. Использование предлагаемого обжимного калибра позволяет получать трубы повышенной точности по диаметру, а в случае оправочной прокатки и по стенке. Кроме того, снижение поперечного скольжения металла в очаге деформации повьппает вытяжную способность калибров, улучшает качество наружной поверхности и снижает износ калибров.
t
Формула изобретени
1. Обжимной калибр инструмента для продольной прокатки труб, образованный двумя валками с ручьями, каждый из которых имеет центральную дугу с центром, лежащим на оси симметрии ручья и ниже плоскости разъема, радиусные вьшуски, плавно сопряженные с центральной дугой и выполненные радиусами, равными по
величине радиусу центральной дуги , отличающийся тем, что, с целькз повьшения качества труб, центры радиусных выпусков расположены на осях, составляющих с плоскостью разъема калибра угол, определяемый соотношением об arccos(2- -В/Н), где В - ширина калибра, Н - высота калибра.
2, Калибр по п. 1, отличают и и с я тем, что сопряжение центральной дуги и радиусных выпусков выполнено радиусом, составляющим 5 0,5-0,9 радиуса чистового калибра.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Технологический инструмент редукционного стана | 1982 |
|
SU1071335A1 |
| Валок для холодной периодической прокатки труб | 1989 |
|
SU1620163A1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| Двухвалковый калибр для продольной прокатки труб | 1982 |
|
SU1079321A1 |
| Технологический инструмент редукционного стана | 1980 |
|
SU908434A1 |
| ТЕХНОЛОГИЧЕСКИЙ КАЛИБРУЮЩИЙ ИНСТРУМЕНТ | 2004 |
|
RU2270066C1 |
| Предчистовой двухвалковый калибр для прокатки круглых профилей крупного сечения | 1988 |
|
SU1538937A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
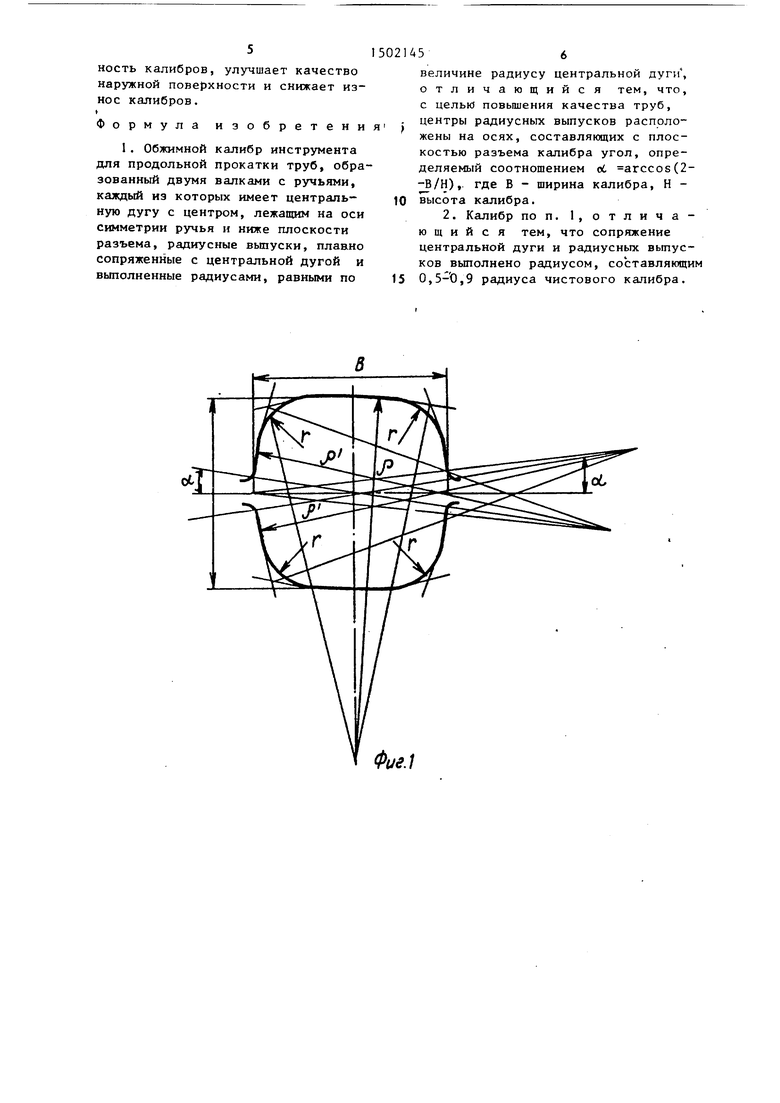
Изобретение относится к трубопрокатному производству и может быть использовано при производстве труб на станах продольной прокатки труб. Цель изобретения - повышение качества труб. Обжимной калибр инструмента для продольной прокатки образован двумя валками с ручьями. Каждый из ручьев имеет центральную дугу с центром, лежащим на оси симметрии ручья и ниже плоскости разъема, и радиусные выпуски, плавно сопряженные с центральной дугой и выполненные радиусами, равными по величине радиусу центральной дуги. В предлагаемом обжимном калибре центры радиусных выпусков расположены на осях, составляющих с плоскостью разъема калибров, угол, определяемый из соотношения α = ARCCOS (2-B/H)
где B - ширина калибра, H - высота калибра. Кроме того, сопряжения центральной дуги и радиусных выпусков выполнены радиусом, составляющим 0,5-0,9 радиуса чистового калибра. 1 з.п. ф-лы, 2 ил.
Фие.1
Фиг.1
| Валок для редуцирования труб | 1976 |
|
SU590025A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Технологический инструмент для продольной прокатки труб | 1981 |
|
SU973199A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
