Изобретение относится к металлургии, конкретно к прокатному производству, и может быть использовано для прокатки круглых профилей размером преимущественно 100-350 мм.
Целью изобретения является повышение точности размеров проката.
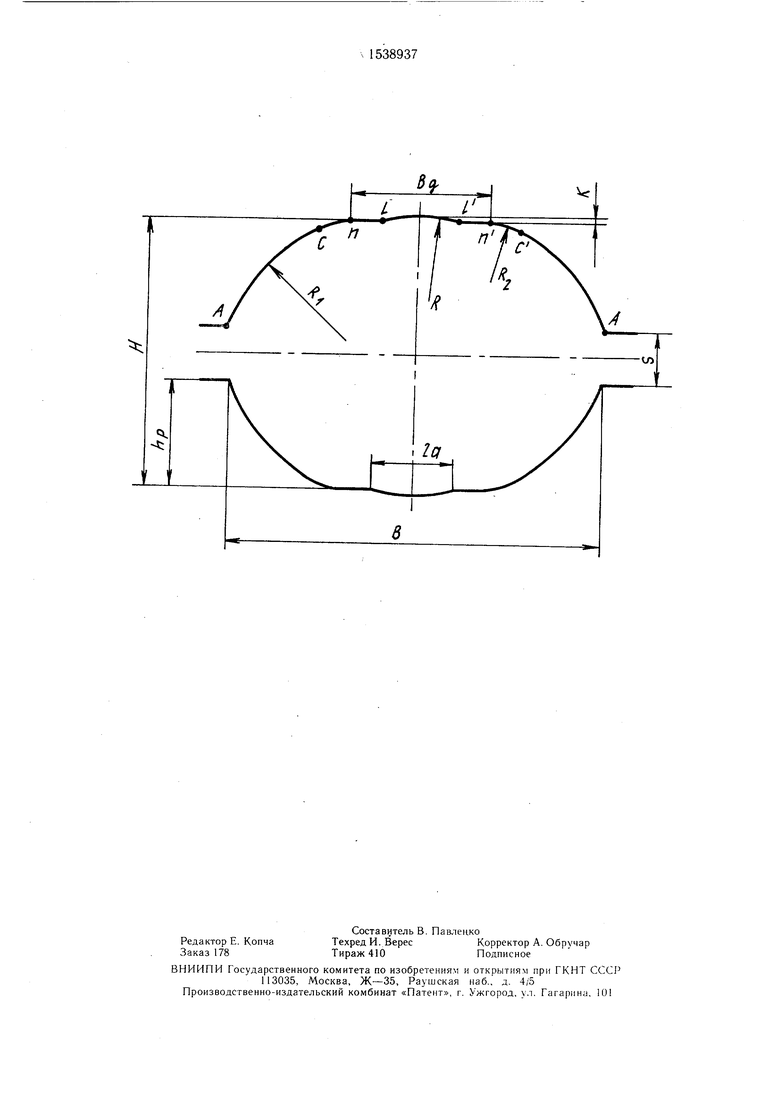
На чертеже показана схема калибра.
Предлагаемый калибр состоит из прямолинейного участка контура Вд. (отрезок пп ), на котором симметрично относительно вертикальной оси расположен участок LL , выполненный вогнутым по дуге радиусом R, равным радиусу чистового калибра. В точках п и п прямолинейный участок сопряжен с дугами Сп и С п , описанными радиусом R2. Радиусные участки Сп и С п сопряжены в точках С и С с дугами АС и А С , описанными радиусом R. Аналогично описан нижний ручей калибра. Калибр имеет высоту Н и ширину Д. Участок LL ,
расположенный на прямолинейном участке дна калибра, имеет стрелу вогнутости К, величина которой зависит от диаметра чистового калибра и от длины хорды, на которую опирается дуга вогнутости. Значение стрелы вогнутости определяется по зависимости
K Rгде а- полу хорда дуги вогнутости.
Длина хорды дуги вогнутости определяется величиной зазора между валками в чистовом круглом калибре. На практике при прокатке круглых профилей диаметром 100- 350 мм принимают зазор в чистовом круглом калибре 4-30 мм. Кроме того, бурты круглых калибров выполняют по радиусу
rssO.ld,
где d- диаметр круглого профиля
СЛ
со
00
со со
Следовательно, с учетом радиусов закругления у буртов калибра ширина участка (длина хорды дуги вогнутости), на котором поверхность круглого профиля не формируется стенками калибра, равна
2a S + 2r/
где 5 зазор между валками.
Из полученного выражения длина хорды д ги вогнутости для круглых профилей диаметром близким к 100 мм равна 0,, а для профилей диаметром близким к 350 мм - 0,6 R , а для всего сортамента круглых профилей диаметром более 100 мм значение длины хорды дуги вогнутости находится в пределах (0,3-0,6)R.
Проведенные экспериментальные исследования показали, что при длине дуги вогнутости меньше 0,3 R эффективность применения предлагаемого калибра резко снижается (калибр не обеспечивает получения круглого профиля высокой точности). Это поясняется тем, что при уменьшении длины участка, выполненного по радиусу, на поверхности круглого профиля появляются расположенные симметрично относительно него плоские участки, что и приводит к снижению точности круглого профиля. При значениях длины хорды дуги вогнутости больше 0,6 R величина оставшегося прямолинейного участки не обеспечивает его прямое назначение удерживать раскат с помощью плоских линеек или роликов валковой арматуры в вертикальном положении .при прокатке в круглом калибре. При плохой устойчивости полосы при прокатке в круглом калибре происходит искажение формы круглого профиля и образование дефектов поверхности.
Повышение точности размеров проката до.сгигаегся за счет того, что контур дон- ной части предчистового калибра, соответствующий местам разъема и прилегающим к нему участкам выпуска чистового круглого калибра, выполнен вогнутым по дуге радиусом, равным чистовому калибру. Экспериментальные исследования формоизменения металла при прокатке в круглых калибрах профилей диаметром 230-350 мм показали, что уши реп ие металла в местах разъема и на участках, расположенных под умом до 20° к горизонтальной оси калибра, носит равномерный характер по высоте. Следовательно, вогнутая часть контура пред- чистовой овальной, полосы, попадая при прокатке в круглом калибре в его разъемы и у1 астки, прилегающие к ним, не изменяет своей формы и остается выполненной по рьдиусу /, Это и позволяет получить круглый профиль требуемою радиуса в местах,
соответствующих разъему чистового круглого калибра.
В качестве примерз использования предлагаемого калибра рассмотрим прокатку трубной заготовки диаметром 150 и 300 мм на стане 900/750. Круглый профиль диаметром 150 мм прокатывают в клети 750, а профиль диаметром 300 мм - в клети 900.
Зазоры в калибрах для прокатки заготовок диаметром 150 и 300 мм равны 7 и 30 мм соответственно, а радиусы закруглений у буртов 10 и 25 мм.
Размеры предлагаемого калибра для прокатки заготовок диаметром 150 и 300 мм приведены в таблице.
Известно, что при прокатке круглых профилей отклонения горизонтальных размеров (соответствующих разъему чистового калибра) от номинальных в 1,5--2 раза больше, чем вертикальных.
Использование предлагаемого калибра позволяет повысить точность горизонтального размера, а следовательно, и точность размеров круглого профиля и снизить его овальность.
Формула изобретения
0
Предчистовой двухвалковый калибр для прокатки круглых профилей крупного сечения, образованный ручьями с горизон- 5 тальной плоскостью разъема,-состоящими из прямолинейной части контура по дну ручьев и из дуг окружностей, сопрягающих дно ручьев с буртами валков, отличающийся тем, что, с целью повышения точности размеров проката, центральные участки донной части ручьев калибра выполнены вогнутыми по дуге радиусом R, соответствующим радиусу чистового калибра, длина хорды которой равна (0,3-0,6)R, а центр дуги лежит на оси симметрии калибра.

| название | год | авторы | номер документа |
|---|---|---|---|
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| СЕГМЕНТНЫЙ СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 2006 |
|
RU2322313C2 |
| Предчистовой калибр для прокатки круглой стали | 1978 |
|
SU774622A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| Предчистовой калибр для прокатки винтового арматурного профиля | 1988 |
|
SU1528586A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНОГО ПРОКАТА | 2005 |
|
RU2306989C2 |
| Система калибров для прокатки шестигранной стали крупных сечений | 1989 |
|
SU1712012A1 |
Изобретение относится к металлургии, конкретно к прокатному производству, и может быть использовано для прокатки круглых профилей размером преимущественно 100 - 350 мм. Цель изобретения - повышение точности размеров проката. Согласно изобретению калибр состоит из двух ручьев с горизонтальной плоскостью разъема, дно которых выполнено в виде прямолинейного контура, сопряженного дугами с буртами валков. При этом центральные участки донной части ручьев выполнены вогнутыми по дуге окружности с радиусом R, равным радиусу чистового калибра. Длина хорды этой дуги регламентирована. Повышение точности размеров проката достигается формированием вогнутой частью контура предчистового калибра профиля, соответствующего готовому продукту, который при последующей деформации полосы не претерпевает изменений. 1 ил., 1 табл.
| Полухин П | |||
| И , Федосов Н | |||
| М., Королев А А., Матвеев Ю | |||
| М | |||
| Прокатное производство | |||
| М : Металлургия, 1982, с | |||
| РЕЛЬСОВАЯ ПЕДАЛЬ | 1920 |
|
SU289A1 |
| Предчистовой двухвалковый калибр для прокатки круглой стали | 1978 |
|
SU791437A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
