Изобретение относится к машиностроению и может быть использовано при изготовлении зубчатых изделий (зубчатых колес, зубчатых муфт, шлицевых изделий и т. п.) профильным кру1Юм.
Цель изобретения - повышение точности изготовления зубчатых изделий (по толщине зуба и шагу) путем коррекции положения шлифовального круга вдоль оси на величину определяемую с учетом состояния системы СПИД.
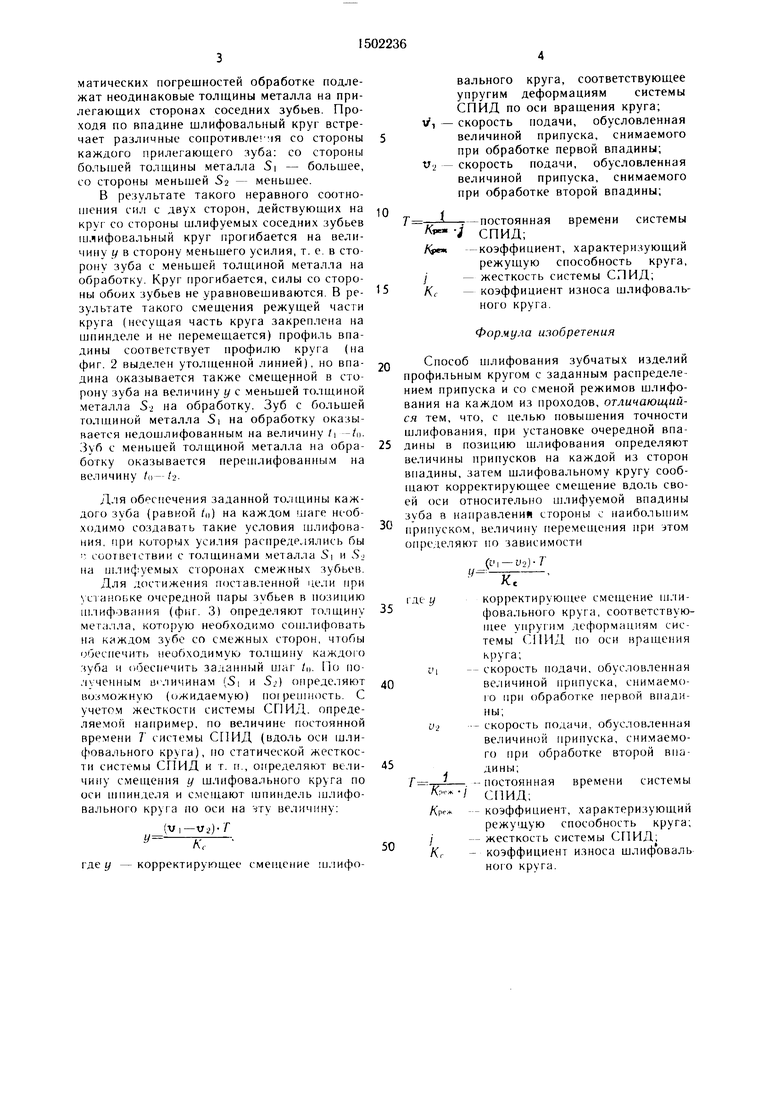
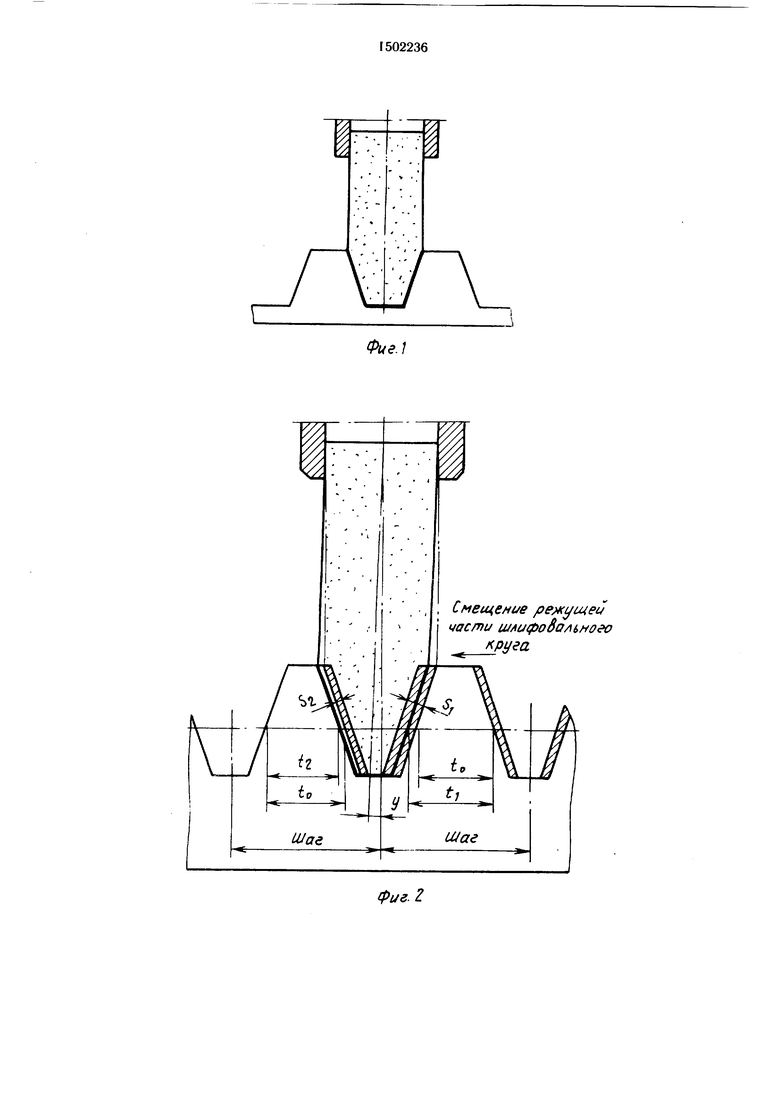
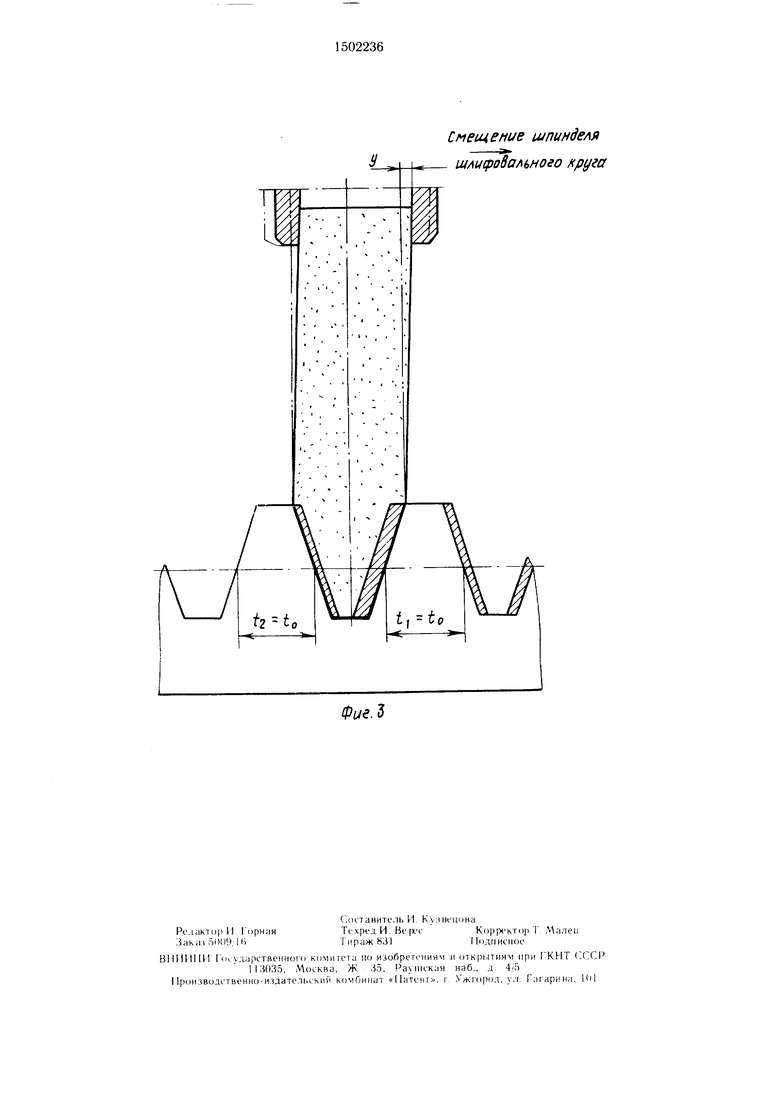
На фиг. 1 приведена схема настройки шлифовального станка на операции шлифования первого паза на проход; на фиг. 2 - схема положения шлифовального круга относительно зубчатого изделия при шлифовании прилегающих сторон зубьев во втором, третьем, ..., «-м пазу с неодинаковой вели чиной припуска на обработку; на фиг. 3 - схема настройки, поясняющая процесс щлифования изделия, с учетом коррекции положения шлифовального круга.
При шлифовании прилегающих сторон соседних зубьев шлифовальный круг вводится в паз между зубьями (фиг. 1). При шлифовании первой пары зубьев изделие устанавливается так, чтобы шлифовальный круг касался обоих соседних зубьев. Затем шлифование осуществляется так, что с прилегающих сторон ка.ждого зуба сошлифо- вывается одинаковый припуск. При шлифовании одинаковых толщин металла на обработку создаются одинаковые силы на шлифовальный круг со стороны обоих зубьев и круг остается в положении, какое ему было задано при настройке.
Для шлифования следующей пары зубьев зубчатое изделие перемещают на один шаг /п. При этом очередной паз оказывается под кругом. В силу технологических или кинесл
о
IsD 1C
оо
О)
магических погрешностей обработке подлежат неодинаковые толщины металла на прилегающих сторонах соседних зубьев. Проходя по впадине шлифовальный круг встречает различные сопротивления со стороны каждого прилегающего зуба: со стороны большей толщины металла Si - большее, со стороны меныпей 82 - меньшее.
В результате такого неравного соотношения сил с двух сторон, действующих на круг со стороны шлифуемых соседних зубьев и.чифовальный круг прогибается на величину у в сторону меньшего усилия, т. е. в сторону зуба с меньшей толщиной металла на обработку. Круг прогибается, силы со стороны обоих зубьев не уравновешиваются. В ре- зультате такого смещения режущей части круга (несущая часть круга закреплена на шпинделе и не перемешается) профиль впадины соответствует профилю круга (на фиг. 2 выделен утолщенной линией), но впа- дина оказывается также смеще 1ной в сторону зуба на величину у с меньшей толщиной металла S- на обработку. Зуб с большей толщиной металла Si на обработку оказывается недошлифованным на величину t -tn. Зуб с меньшей толщиной металла на обра- ботку оказывается перешлифованным на величину /(I-/2.
Для обеспечения заданной толщины каждого зуба (равной i) на каждом шаге необходимо создавать такие условия шлифова- ния. при которых усилия распределялись бы -. соответствии с толщинами металла S| и ..S на 1ллифуемых сторонах смежных зубьев.
Для достижения . тославленной ne. iH при ycratiOEiKe очередной пары зубьев в позицию 1плиф.звания (фиг. 3) определяют толщину металла, которую необходимо соп1лифовать на каждом зубе со смежных сторон, чтобы обеспечить необходимую толшину каждого зуба и обеспечить заданный njar /ц. По полученным Бгличинам (Si и 5) определяют возможную (ожидаемую) not реипюсть. С учетом жесткости системы СПИД, определяемой наг1ример, по величине постоянной времени Т системы СПИД (вдоль оси шлифовального круга), по статической жесткости системы СПИД и г. и., определяют вели- чину смещения у шлифовального круга пооси шпинделя и с.менхают шпиндель шлифовального круга по оси на чту величину:
(V|-U2)-/
где у -корректирующее смещение шлифо
вального круга, соответствующее упругим деформациям системы СПИД по оси вращения круга;
скорость подачи, обусловленная величиной припуска, снимаемого при обработке первой впадины;
скорость подачи, обусловленная величиной припуска, снимаемого при обработке второй впадины;
/времени системы
Т гг -г-постоянная
J СПИД;
-коэффициент, характеризующий режущую способность круга,
i- жесткость системы СПИД;
/(г - коэффициент износа шлифовального круга.
Формула изобретения
Способ шлифования зубчатых изделий профильным кругом с заданным распределением припуска и со сменой режимов шлифования на каждом из проходов, отличающийся тем, что, с целью повышения точности шлифования, при установке очередной впадины в позицию шлифования определяют величины припусков на каждой из сторон впадины, затем шлифовальному кругу сообщают корректирующее смещение вдоль своей оси относительно шлифуемой впадины зуба в направлении стороны с наибольц им припуском, величину перемещения при этом определяют по зависимости
(Ч|-У2)-7
.(.
Кс
е у
1
/С...
Л ре /
К,кор|)ектирующее сменхение шлифовального круга, соответствующее упругим деформациям системы СПИД по оси вращения круга;
-скорость подачи, обусловленная величиной припуска, снимаемо- 1О при обработке первой впади- н ы;
- скорость подачи, обусловленная величиной припуска, снимаемого 1ри обработке второй впадины;
- --постоянная времени системы СПИД;
-- коэффициент, характеризующий режущую способность круга;
-жесткость системы СПИД;
- коэффициент износа шлифоваль ног О круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления зубошлифовальным станком | 1987 |
|
SU1511091A2 |
| Устройство для автоматического управления зубошлифовальным станком | 1986 |
|
SU1342711A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ПЕРЕГРУЗОК, ВОЗНИКАЮЩИХ В ПРОЦЕССЕ ШЛИФОВАНИЯ НА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 1994 |
|
RU2106235C1 |
| Способ шлифования | 1990 |
|
SU1830334A1 |
| Резьбошлифовальный станок Ткачика | 1990 |
|
SU1754358A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Способ обработки зубчатых колес | 1978 |
|
SU1105285A1 |
| Способ шлифования | 1980 |
|
SU948626A1 |
| Способ шлифования зубчатых колес | 1988 |
|
SU1611610A1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении зубчатых изделий (зубчатых колес, зубчатых муфт, шлицевых изделий и т.п.) профильным кругом. Цель изобретения - повышение точности (по толщине зуба и шагу) путем коррекции положения шлифовального круга. Для обеспечения заданной толщины каждого зуба, равной T0, на каждом шаге необходимо создавать такие условия шлифования, при которых усилия распределялись бы в соответствии с толщинами металла S1 и S2 на шлифуемых сторонах смежных зубьв. При установке очередной пары зубьев в позицию шлифования определяют толщину металла, которую необходимо сошлифовать на каждом зубе со смежных сторон, чтобы обеспечить необходимую толщину каждого зуба и обеспечить заданный шаг T0. По полученным величинам S1 и S2 определяют возможную (ожидаемую) погрешность. С учетом жесткости системы СПИД, определяемой, например, по величине постоянной времени Т системы СПИД (вдоль оси шлифовального круга), по статической жесткости системы СПИД и т.п., расчитывают величину смещения у шлифовального круга по оси шпинделя, исходя из приведенного соотношения, и смещают шпиндель шлифовального круга по оси на эту величину. 3 ил.
. I, Смеи4енив pe yu4eu . I i шлифово/ 1,но круеа
фиг. Z
Фие. З
Смейте we шпинделя iUAuq)oSa/(,Hoeo /(руга
| Сильвестров Б | |||
| Н | |||
| Зубошлифовальные работы | |||
| - М.; Высшая школа, I985, с | |||
| Крутильная машина для веревок и проч. | 1922 |
|
SU143A1 |
