Изобретение относится к оборудованию для переработки пластмассы в полые замкнутые бесшовные изделия различных типоразмеров, в частности к линии ротационного формования пластмассовых изделий
Известна линия для ротационного формования пластмассовых изделий, взятая за прототип, содержащая камеры охлаждения, установленные по обе стороны от камеры нагрева, закрепленные на опорах ротационные механизмы с приводом, выполненные в виде держателей с кассетами, и зону загрузки-разгрузки (cм. описание к патенту США №4629409, МПК В 29 С 41/06, В 299 С 39/24, 1986).
Известная линия для ротационного формования пластмассовых изделий предназначена для серийного производства пластмассовых изделий одного типоразмера, так как опоры выполнены поворотными и загрузку-разгрузку держателей ротационных механизмов двух опор осуществляют в одной зоне, что возможно только при условии, когда время нагрева изделий равно времени охлаждения изделий и равно времени загрузки-разгрузки.
Известная линия сложна в управлении и занимает большую площадь.
Целью предлагаемого изобретения является расширение функциональных возможностей за счет одновременного изготовления пластмассовых изделий, различных по форме и типоразмеру, и упрощение конструкции.
Для достижения этого технического результата в предлагаемой линии ротационного формования пластмассовых изделий, содержащей камеры охлаждения, установленные по обе стороны от камеры нагрева, закрепленные на опорах ротационные механизмы с приводом, выполненные в виде держателей с кассетами, и зону загрузки-разгрузки, согласно изобретению линия снабжена дополнительной зоной загрузки-разгрузки, каждая из опор выполнена в виде тележки, снабженной поворотным столом с установленными на нем диаметрально относительно друг друга ротационными механизмами, размещенной с возможностью возвратно-поступательного перемещения между камерой нагрева камерой охлаждения, причем камера нагрева выполнена сквозной, а камеры охлаждения совмещены с зонами загрузки-разгрузки.
В предлагаемом изобретении камеры охлаждения размещены по обе стороны от камеры нагрева и совмещены с зонами загрузки-разгрузки. Выполнение каждой из опор в виде тележки, имеющей возможность возвратно-поступательного перемещения между камерой нагрева и камерой охлаждения, позволяет тележкам перемещаться независимо друг от друга. Это, в свою очередь, позволяет, например, одной тележке разместить в камере нагрева последовательно оба держателя с кассетами, например, с мелкими изделиями, с коротким циклом нагрева, при этом второй тележке - только один раз, с кассетой с крупным изделием, с длительным циклом нагрева.
Время на загрузку и нагрев изделий одной тележки не связано со временем на охлаждение и разгрузку ротационных механизмов другой тележки, что позволяет осуществлять загрузку держателей ротационных механизмов кассетами изделий различных типоразмеров.
Сущность предлагаемого изобретения поясняется чертежом.
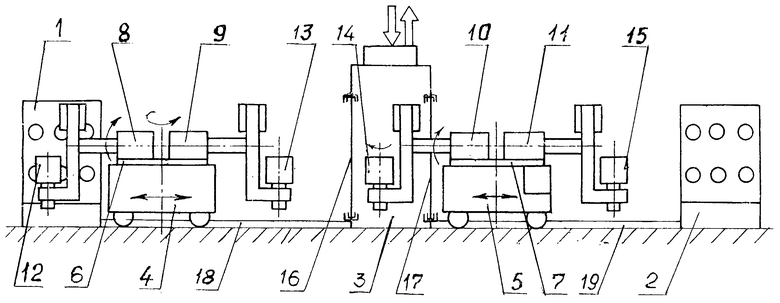
Линия ротационного формования пластмассовых изделий содержит камеры 1 и 2 охлаждения, совмещенные с зонами загрузки-разгрузки и установленные по обе стороны от камеры 3 нагрева. Механизмы для загрузки-разгрузки держателей кассетами условно не показаны. Камера 3 нагрева выполнена сквозной. Между камерой 3 нагрева и камерами 1 и 2 охлаждения размещены с возможностью возвратно-поступательного перемещения опоры, выполненные в виде тележек 4 и 5, соответственно. Каждая из тележек 4 и 5 снабжена поворотным столом 6 и 7, на котором установлены диаметрально относительно друг друга ротационные механизмы 8, 9 и 10, 11 соответственно. Привод ротационных механизмов 8, 9 и 10,11 условно не показан. Ротационные механизмы 8, 9 и 10, 11 выполнены в виде держателей 12, 13 и 14, 15 с кассетами, соответственно.
Камера 3 нагрева выполнена сквозной и снабжена дверями 16 и 17.
Тележки 4 и 5 размещены на направляющих 18, 19 соответственно соосно камере 3 нагрева.
Линия ротационного формования пластмассовых изделий работает следующим образом.
Тележки 4 и 5 попеременно подают в камеру 3 нагрева по направляющим 18 и 19 соответственно.
Держатели 12 и 13 ротационных механизмов 8 и 9 тележки 4 поочередно загружают в зоне загрузки, поворачивая поворотный стол 6 тележки 4 соответственно на 180°. Затем тележку 4 с загруженным держателем 12 или 13 из зоны загрузки перемещают по направляющим 18 через предварительно открытые ворота 16 в камеру 3 нагрева, где за счет вращения в двух плоскостях ротационных механизмов 8 или 9, соответственно, происходит плавление пластмассы и образование пластмассовых изделий. Ворота 17 при этом закрыты. Затем ворота 16 открывают и тележку 4 перемещают по направляющим 18 в камеру 1 охлаждения и далее на разгрузку.
Держатели 14 и 15 ротационных механизмов 10 и 11 тележки 5 поочередно загружают в зоне загрузки, поворачивая поворотный стол 7 тележки 5, соответственно, на 180°. Затем тележку 5 с загруженным держателем 10 или 11 из зоны загрузки перемещают по направляющим 19 через предварительно открытые ворота 17 в камеру 3 нагрева, где за счет вращения в двух плоскостях ротационных механизмов 10 или 11, соответственно, происходит плавление пластмассы и образование пластмассовых изделий. Ворота 16 при этом закрыты. Затем ворота 17 открывают и тележку 5 перемещают по направляющим 19 в камеру 2 охлаждения и далее на разгрузку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ РОТАЦИОННОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 1989 |
|
RU2031794C1 |
| Установка для ротационного формирования изделий из пластмасс | 1973 |
|
SU515646A1 |
| Машина для ротационного формования изделий из пластмасс | 1977 |
|
SU735413A1 |
| Машина для ротационного формования изделий из пластмасс | 1988 |
|
SU1502373A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1606253A1 |
| Машина для ротационного формования изделий из пластмасс | 1984 |
|
SU1151473A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| Машина для ротационного формования изделий из пластмасс | 1973 |
|
SU513863A1 |
| Устройство для формования изделий из полимерных материалов | 1990 |
|
SU1821384A1 |
Изобретение относится к оборудованию для переработки пластмассы в полые бесшовные изделия различных типоразмеров, в частности, к линии ротационного формования пластмассовых изделий. Линия содержит камеры охлаждения, установленные по обе стороны от сквозной камеры нагрева, закрепленные на опорах ротационные механизмы с приводом и зону загрузки-разгрузки. Ротационные механизмы выполнены в виде держателей с кассетами. Каждая из опор выполнена в виде тележки, снабженной поворотным столом. На столе установлены ротационные механизмы диаметрально друг относительно друга. Тележка размещена с возможностью возвратно-поступательного перемещения между камерой нагрева и камерой охлаждения. Камеры охлаждения совмещены с зонами загрузки-разгрузки. Изобретение позволяет одновременно изготавливать изделия, различные по форме и типоразмеру, имеющие различное время термообработки, на ротационных механизмах одной тележки. 1 ил.
Линия ротационного формования пластмассовых изделий, содержащая камеры охлаждения, установленные по обе стороны от сквозной камеры нагрева, закрепленные на опорах ротационные механизмы с приводом, выполненные в виде держателей с кассетами, и зону загрузки-разгрузки, отличающаяся тем, что каждая из опор выполнена в виде тележки, снабженной поворотным столом, на котором установлены диаметрально друг относительно друга ротационные механизмы, причем тележка размещена с возможностью возвратно-поступательного перемещения между камерой нагрева и камерой охлаждения, а камеры охлаждения совмещены с зонами загрузки-разгрузки.
| Гидродинамическая система нивелирования | 1985 |
|
SU1249333A1 |

