Изобретение относится к обработке металлов давлением и может быть использовано для изготовления кольцевых изделий с внутренней резьбой, в частности, на роторных и роторно-конвейерных линиях.
Целью изобретения является повышение качества получаемых деталей и стойкости инструмента.
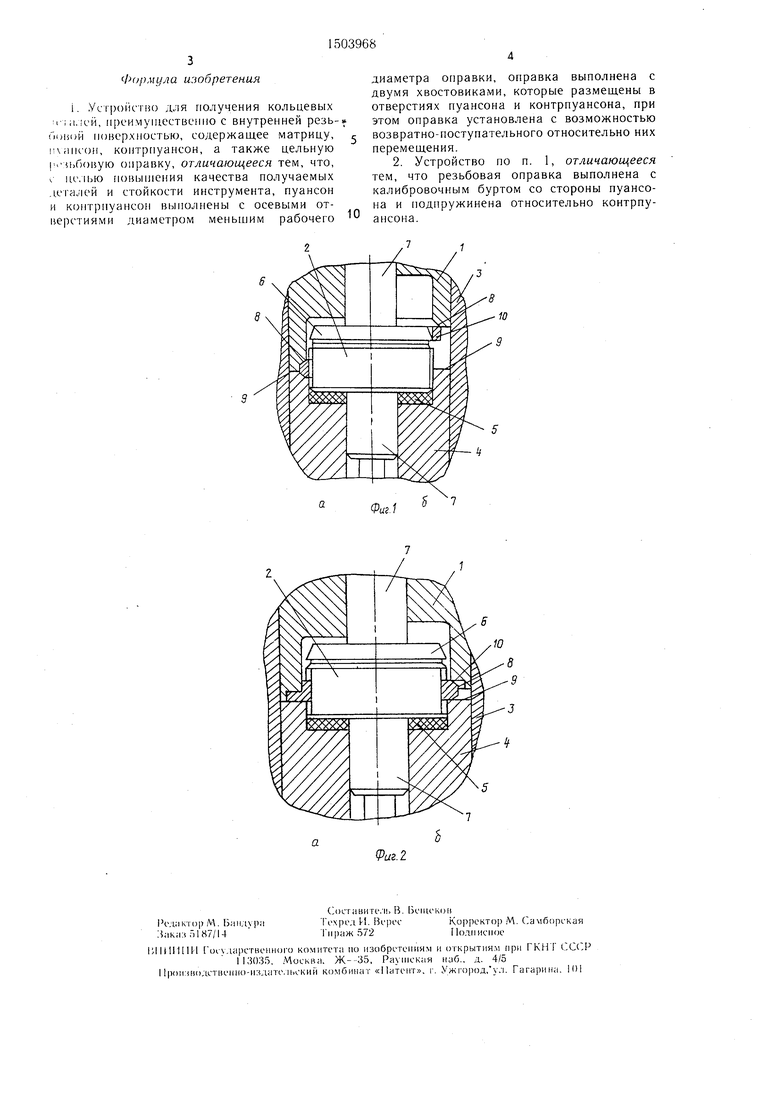
На фиг. а представлено устройство в исходном положении (правая половина); на фиг. 16 - то же, при размещении заготовки между пуансоном и контрпуансоном (левая половина); на фиг. 2а - промежуточная (правая) половина стержня обработки заготовки; на фиг. 26 - устройство в конечном положении (левая половина).
УстройствЪ состоит из пуансона 1 и резьбовой оправки 2, введенных в матрицу 3, контрпуансона 4, введенного в матрицу 3 с противоположной стороны, причем резьбовая оправка 2 имеет степень свободны в осевом направлении, подпружинена элементом 5 относительно контрпуансона, снабжена калибрующим буртом 6 со стороны пуансона
и центрируется относительно пуансона и контрпуансона за счет хвостовиков 7. Причем устройство снабжено парным комплектом пуансонов 1 и контрпуансонов 4 с гравюрами 8 на рабочих торцах 9.
Устройство работает следующим образом.
В матрицу 3 (фиг. 1) с введенным в нее контрпуансоном 4 подают резьбовую оправку 2 с заготовкой 10 на калибрующем бурте 6. Ходом пуансона 1 заготовку 10 проводят через калибрующий бурт 6 и устанавливают на резьбовой оправке 2 в гравюрах 8 на рабочих торцах 9 пуансона 1 и контрпуансона 4. Затем происходит обжатие заготовки по рабочей поверхности резьбовой оправки 2 с предварительным образованием профиля резьбы. Далее следует окончательная деформация металла заготовки 10 (фиг. 2) с оформлением габаритных размеров и профиля резьбы. . При изготовлении изделий сложной формы возможно увеличение числа переходов при использовании парного комплекта пуансонов 1 и контрпуансонов 4.
сд
о со
со
05 00
Формула изобретения
i. .Ус|-)()йстно для получения кольцевых пилсй, преимущественно с внутренней резьпоной новерхностью, содержащее матрицу, ()n, коптрнуансон, а также цельную 1.)()вую оправку, отличающееся тем, что, ч щмью новын1еиия качества получаемых деталей и стойкости инструмента, пуансон и контриуансон выполнены с осевыми отверстиями диаметром меньшим рабочего
диаметра оправки, оправка выполнена с двумя хвостовиками, которые размещены в отверстиях пуансона и контрпуансона, при этом оправка установлена с возможностью возвратно-поступательного относительно них перемещения.
2. Устройство по п. 1, отличающееся тем, что резьбовая оправка выполнена с калибровочным буртом со стороны пуансона и подпружинена относительно контрпуансона.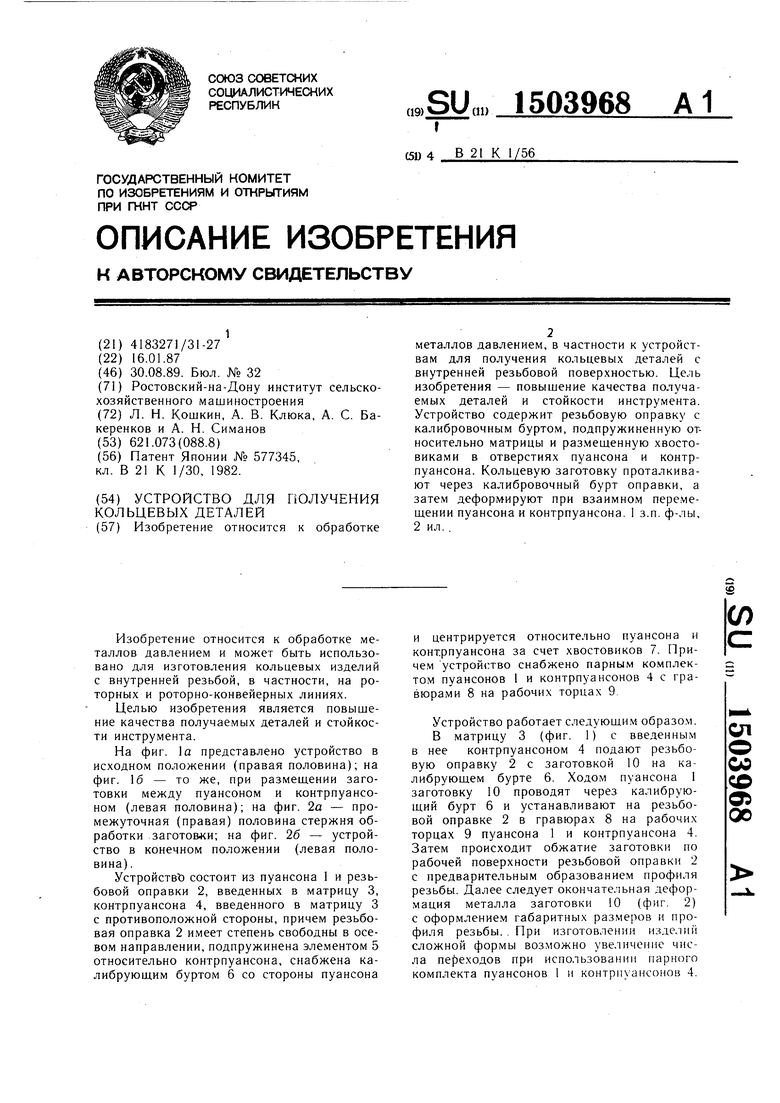
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ ОСАДКОЙ | 1992 |
|
RU2006329C1 |
| Штамп для изготовления деталей с фланцем | 1979 |
|
SU863128A1 |
| Штамп для изготовления втулок | 1983 |
|
SU1146120A1 |
| Штамп для холодной штамповки | 1986 |
|
SU1323165A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Устройство для образования периодических профилей | 1986 |
|
SU1465162A1 |
| Способ изготовления плакированных формовочных матриц | 1985 |
|
SU1310059A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
Изобретение относится к обработке металлов давлением , в частности, к устройствам для получения кольцевых деталей с внутренней резьбовой поверхностью. Цель изобретения - повышение качества получаемых деталей и стойкости инструмента. Устройство содержит резьбовую оправку с калибровочным буртом, подпружиненную относительно матрицы и размещенную хвостовиками в отверстиях пуансона и контрпуансона. Кольцевую заготовку проталкивают через калибровочный бурт оправки, а затем деформируют при взаимном перемещении пуансона и контрпуансона. 1 з.п. ф-лы, 2 ил.
Фиг.1
5 7
Ю
| Прямоточный клапан | 1975 |
|
SU577345A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
