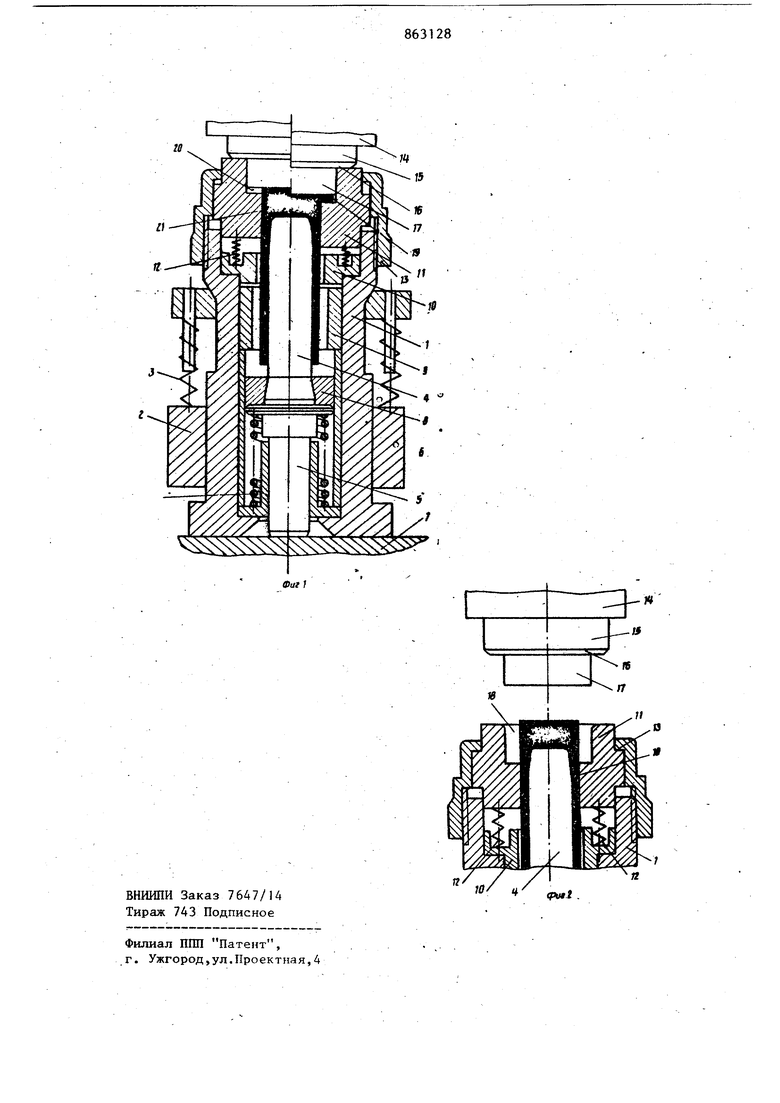
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для изготовления деталей, с фланцем. Наиболее близким к предлагаемому является штамп для изготовления деталей с фланцем, содержащий приводной пуансон, а также корпус со смонтированными в нем матрицей и подпружиненной стойкой с установленным на ней контрпуансоном l. - Недостатками этого штампа являются невысокая точность получаемых деталей и недостаточно высо1 ая производительность, а также повьш1енные рабочие усилия. Цель изобретения - повьшение точности получаемых деталей и производительности, снижение рабочих усилий. Поставленная цель достигается тем, что в штампе для изготовления деталей с фланцем, содержащем приводной пуансон, а также корпус со смонтированными в нем матрицей и подпружинен- ной стойкой с установленным на ней контрпуансоном, матрица установлейа . в корпусе с возможностыо осевого перемещения и подпружинена относительно него, а приводной пуансон снабжен буртом, расположенньм с возможностью взаимодействия с матрицей. На фиг. изображен штамп в момент начала штамповки (слева от оси) и в моент окончания штамповки (справа от оси), обпщй вид; на фиг. 2 - положение рабочих частей штампа перед штамповкой. Штамп состоят из корпуса 1, установленного на револьверном поворотном столе 2 и подпружиненного относительно него пружинами 3. В полости корпуса 1 установлен контрпуансон 4, опирающийся на стойку 5, подпружинен-: нуто пружиной 6. В рабочем положении при штамповке стойка 5 и корпус 1 опираются на опору 7, установленную на столе пресса. На пуансон 4 надета
направляющая втулка - бандаж 8, а в полости корпуса 1 установлена дистанционная втулка 9 и упорное кольцо 10. В верхней части корпуса с возможность осевого перемещения, установлена матрица 11, которая опирается на корпус через предварительно затянутые пружины 12, затяжка которых производится гайкой 13. На ползуне 14 закреплен верхний пуансон 5 который снабжен буртом 16 и заходной частью 17. Длина заходной части меньше глубины полости 18 матрицы на величину, равную толщине фланца детали.
Штамп работает следующим образом.
Заготовку 19 устанавливают в матрицу 11 на пуансон 4, при этом матрица находится в верхнем положении и подпирается пружинами 12 к гайке 13 Ползун 14 перемещается вниз, нажимает верхним пуансоном 15 на заготовки и-перемещает вниз пуансон 4 и подпружиненную стойку 5. Затем входная часть 17 пуансона 15 входит в полость 18 матрицы, после чего бурт 16 пуансона 15 упирается в торец матрицы иперемещает ее вниз, сжимая пружины 12. При зтом между торцом пуансона 15 и дном матрицы образуется щель 20 постоянной высоты, равной толщине фланца детали (фиг, l). Затем подпружиненная стойка 5 упирается в опору 7 и начинается процесс штамповки, во время которого металл вытесняется со дна заготовки в щель 20, образуя фланец. Под давлением металла донной части заготовки на цилиндрическую часть 21 матригрз 11 возникает сила трения, которая препятствует отходу матрицы 11 от бурта 16 пуансона 15, поэтому высота щели и, соответственно, высота фланца детали имеют постоянную величину независимо от толщины дна захотовки.
т.е. осадка фланца не происходит. Матрица перемещается вниз относительно корпуса 1 и он воспринимает только усилие сжатия пру:кин 12, которое невелико и необходимо лишь для возврата матрицы в исходное положение после окончания процесса штамповки. Вследствие этого-снижается общее усилие штамповки и, соответственно,, нагрузка надетали штампового блока и пресса. Наладка штампового блока заключается только в обеспечении требуемой толщины дна детали, которая обеспечивается регулировкой положения ползуна 14 пресса (закрытой высоты).
Таким образом, предлагаемый штамповый блок повышает точность и снижает усилие штамповки, а также упрощает наладку и снижает время простоя пресса при наладке.
Формула изобретения
Штамп для изготовления деталей с фланцем, содержашлй приводной пуансон, а также корпус со смонтированными в йем матрицей и подпружиненной стойкой с установленным на ней контрпуансоном, отличающийся тем, что, с целью повышения точности получаемьпс деталей и производительности, а также снижения рабочих усилий, матрица установлена в корпусе с возможностью осевого перемещени и подпружинена относительно него, а приводной пуансон снабжен буртом, расположенным с возможностью взаимодействия с матрицей.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР 165450, кл. В 30 В 15/32, 1977.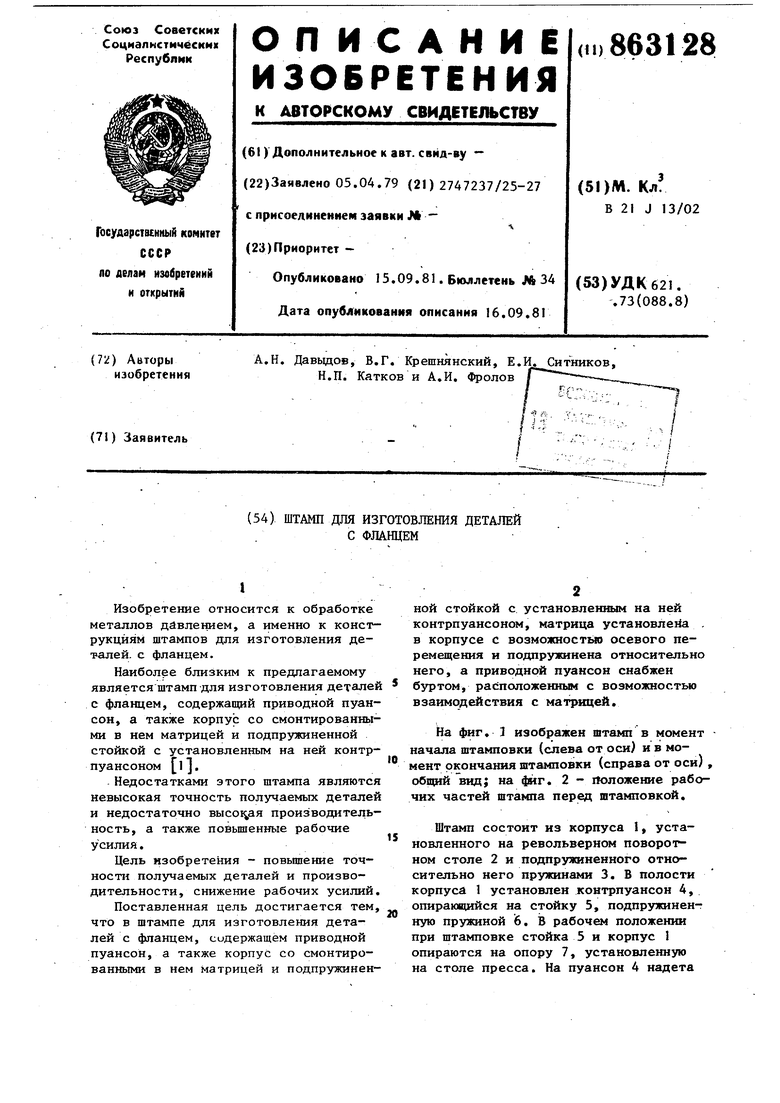
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки деталей | 1986 |
|
SU1449223A1 |
| Штамп для однопереходной штамповки полых деталей с перемычкой | 1986 |
|
SU1449224A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для объемной штамповки | 1986 |
|
SU1461580A1 |
| Совмещенный штамп для объемной штамповки и обрезки поковок | 1988 |
|
SU1538976A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| МАТРИЦА ДЛЯ РЕВОЛЬВЕРНОГО ШТАМПА-АВТОМАТА | 1993 |
|
RU2064852C1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |