1
Изобретение относится к обработке металлов давлением, в частности к штампам для обрезки отливок, и может быть использовано в приборе- и машиностроении.
Целью изобретения является расширение технологических возможностей устройства.
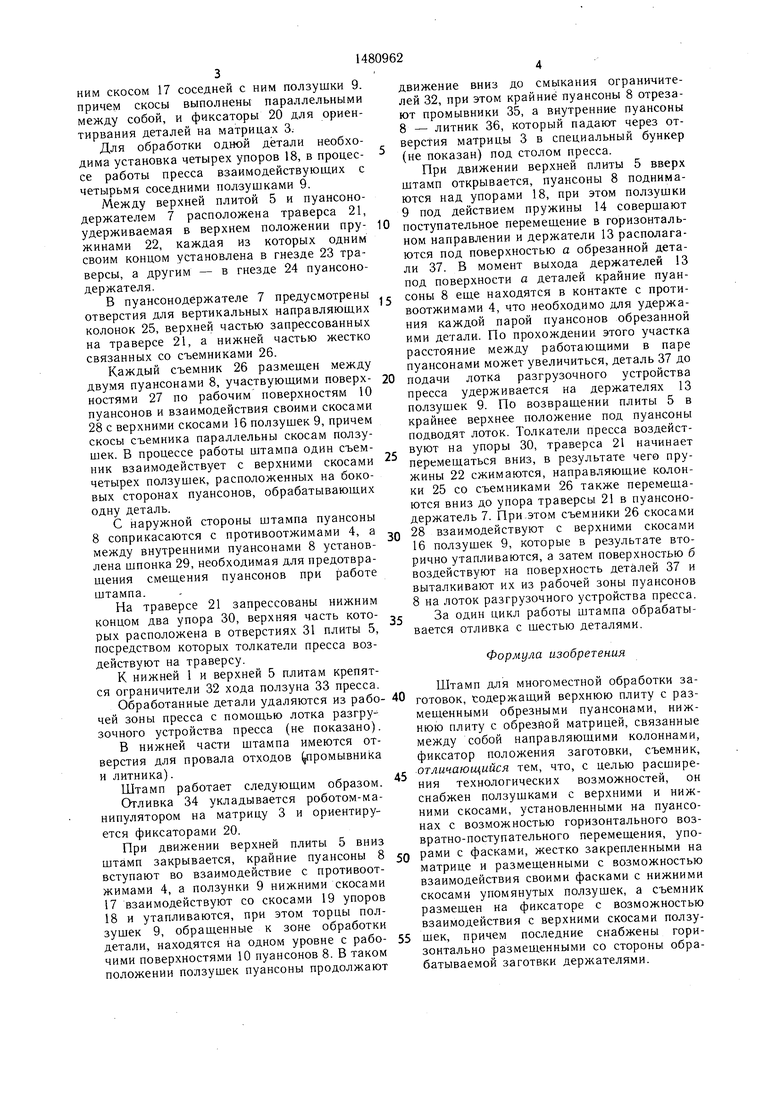
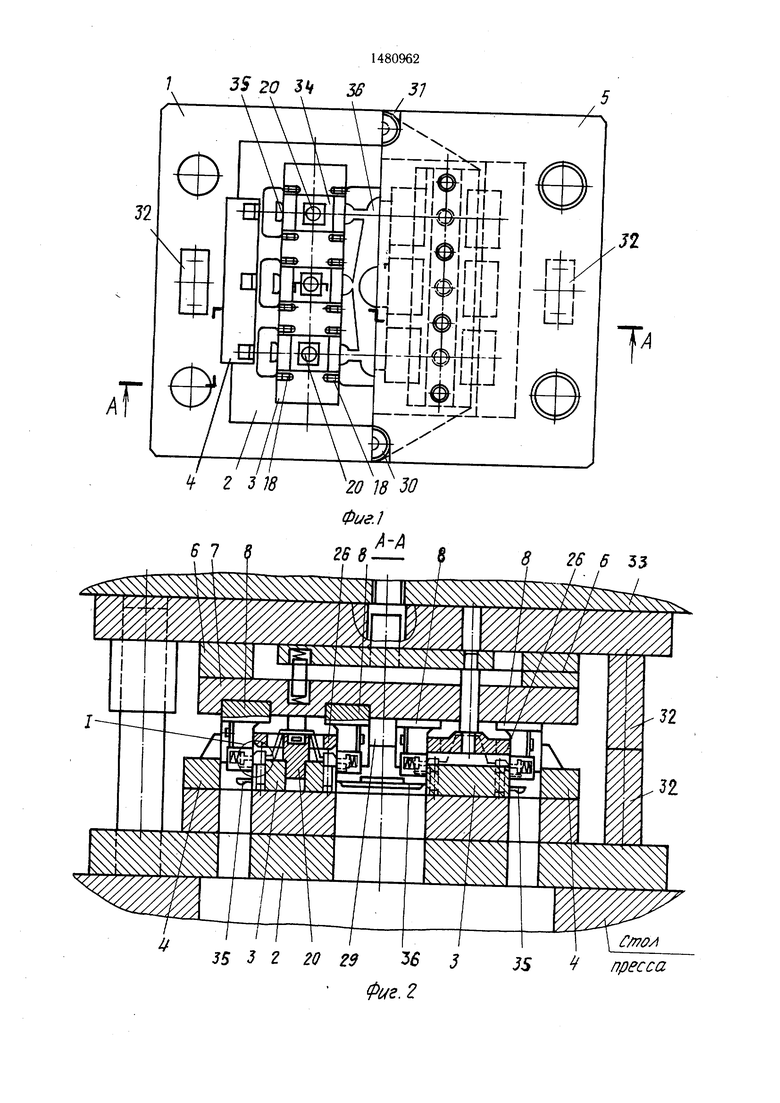
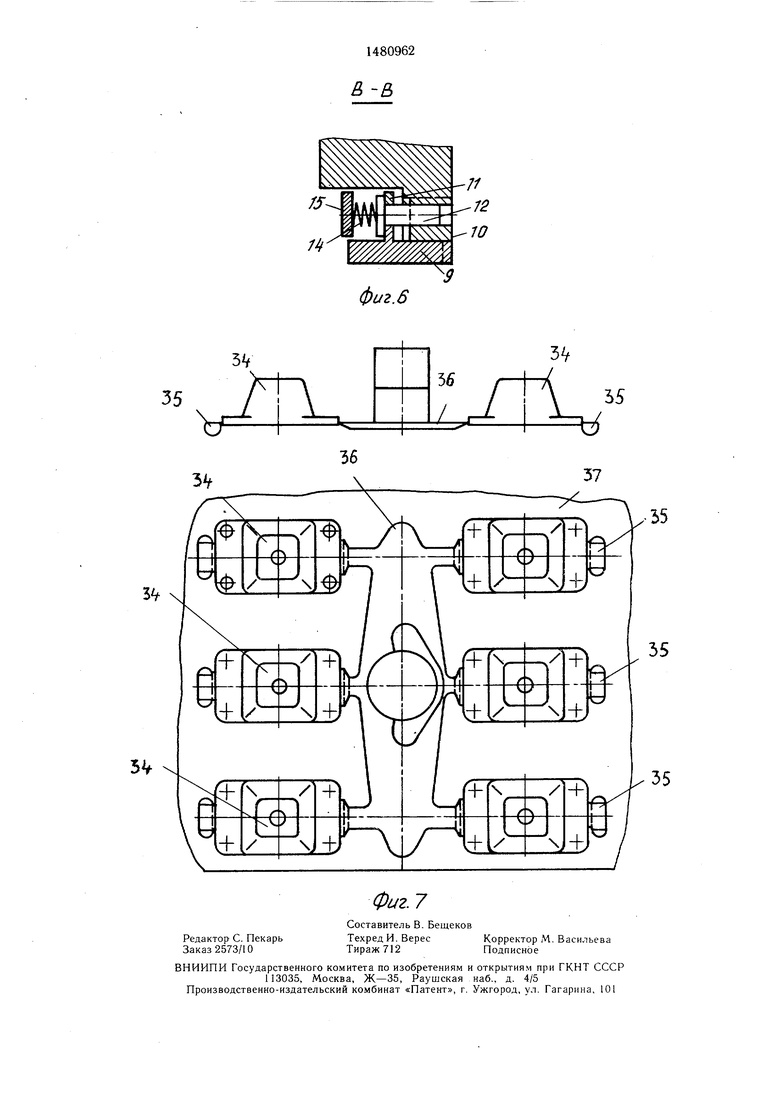
На фиг. 1 представлен штамп, общий вид, в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - штамп в открытом положении; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 4; на фиг. 7 - вид обрезаемой поковки.
Штамп для многоместной обрезки отливок состоит из нижней плиты 1, на которой жестко установлена монтажная плита 2 с закрепленными на ней матрицей 3 и противо- отжимами 4, верхней плиты 5, к которой через брусья 6 жестко крепится пуансо- нодержатель 7 с пуансонами 8, на боковых сторонах которых в нижней части установлены с возможностью возвратно-поступательного перемещения в горизонтальном направлении ползушки, 9, необходимые для удержания в процессе работы штампа обS
ko
работанных деталей отливки, которая помимо деталей прямоугольной формы содержит промывники и литник. В обрезке одной детали участвуют два пуансона 8, обращенные друг к другу рабочей поверхностью 10 и совмещенные с держателями детали.
Каждая ползушка 9 имеет вертикально расположенный пластинчатый выступ 11 с отверстием для оси 12 и горизонтально расположенный в нижнем, ближайшем к зоне обработки детали углу держатель 13, причем и выступ, и держатель перпендикулярны к прилегающей к пуансону стороне ползушки 9. Последняя связана с пуансоном посредством оси 12, прижимающейся пружиной 14 и пластиной 15, закрепленной на пуансоне, таким образом, что при ее перемещении держатель 13 имеет возможность размещения под нижней стороной пуансона. Торец ползушки, обращенный к зоне обработки детали, выполнен с верхним 16 и нижний 17 скосами.
На матрице 3 жестко укреплены упоры 18, каждый из которых имеет возможность взаимодействия посредством скоса. 19 с ни ж4
00 О
со о to
ним скосом 17 соседней с ним ползушки 9. причем скосы выполнены параллельными между собой, и фиксаторы 20 для ориен- тирвания деталей на матрицах 3.
Для обработки одной детали необходима установка четырех упоров 18, в процессе работы пресса взаимодействующих с четырьмя соседними ползушками 9.
Между верхней плитой 5 и пуансоно- держателем 7 расположена траверса 21, удерживаемая в верхнем положении пружинами 22, каждая из которых одним своим концом установлена в гнезде 23 траверсы, а другим - в гнезде 24 пуансоно9под действием пружины 14 совершают поступательное перемещение в горизонтальном направлении и держатели 13 располагаются под поверхностью а обрезанной детали 37. В момент выхода держателей 13 под поверхности а деталей крайние пуандержателя.
В пуансонодержателе 7 предусмотрены 1$ соны g еще находятся в контакте с проти- отверстия для вертикальных направляющихвоотжимами 4, что необходимо для удержаколонок 25, верхней частью запрессованныхния каждой парой пуансонов обрезанной
ими детали. По прохождении этого участка расстояние между работающими в паре пуансонами может увеличиться, деталь 37 до подачи лотка разгрузочного устройства пресса удерживается на держателях 13 ползушек 9. По возвращении плиты 5 в крайнее верхнее положение под пуансоны подводят лоток. Толкатели пресса воздействуют на упоры 30, траверса 21 начинает перемещаться вниз, в результате чего пружины 22 сжимаются, направляющие колонки 25 со съемниками 26 также перемещаются вниз до упора траверсы 21 в пуансоно- держатель 7. При этом съемники 26 скосами
25
на траверсе 21, а нижней частью жестко связанных со съемниками 26.
Каждый съемник 26 размещен между двумя пуансонами 8, участвующими поверх- 20 костями 27 по рабочим поверхностям 10 пуансонов и взаимодействия своими скосами 28 с верхними скосами 16 ползушек 9, причем скосы съемника параллельны скосам ползушек. В процессе работы штампа один съемник взаимодействует с верхними скосами четырех ползушек, расположенных на боковых сторонах пуансонов, обрабатывающих одну деталь.
С наружной стороны штампа пуансоны 8 соприкасаются с противоотжимами 4, а ., между внутренними пуансонами 8 установлена шпонка 29, необходимая для предотвращения смещения пуансонов при работе штампа.
На траверсе 21 запрессованы нижним концом два упора 30, верхняя часть которых расположена в отверстиях 31 плиты 5, посредством которых толкатели пресса воздействуют на траверсу.
К нижней 1 и верхней 5 плитам крепятся ограничители 32 хода ползуна 33 пресса.
35
28 взаимодействуют с верхними скосами 16 ползушек 9, которые в результате вторично утапливаются, а затем поверхностью б воздействуют на поверхность деталей 37 и выталкивают их из рабочей зоны пуансонов 8 на лоток разгрузочного устройства пресса. За один цикл работы штампа обрабатывается отливка с шестью деталями.
Формула изобретения Штамп для многоместной обработки заОбработанные детали удаляются из рабо- 40готовок, хюдержащий верхнюю плиту с разчей зоны пресса с помощью лотка разгру-мещенными обрезными пуансонами, нижзочного устройства пресса (не показано).нюю плиту с обрезйой матрицей, связанные
В нижней части штампа имеются отмежду собой направляющими колоннами, фиксатор положения заготовки, съемник, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен ползушками с верхними и нижними скосами, установленными на пуансонах с возможностью горизонтального возвратно-поступательного перемещения, упо- 5Q рами с фасками, жестко закрепленными на матрице и размещенными с возможностью взаимодействия своими фасками с нижними скосами упомянутых ползушек, а съемник размещен на фиксаторе с возможностью взаимодействия с верхними скосами ползушек, причем последние снабжены горизонтально размещенными со стороны обрабатываемой заготвки держателями.
верстия для провала отходов (Промывника и литника).
Штамп работает следующим образом.
Отливка 34 укладывается роботом-манипулятором на матрицу 3 и ориентируется фиксаторами 20.
При движении верхней плиты 5 вниз штамп закрывается, крайние пуансоны 8 вступают во взаимодействие с противоотжимами 4, а ползунки 9 нижними скосами
17взаимодействуют со скосами 19 упоров
18и утапливаются, при этом торцы ползушек 9, обращенные к зоне обработки детали, находятся на одном уровне с рабо- чими поверхностями 10 пуансонов 8. В таком положении ползушек пуансоны продолжают
0
движение вниз до смыкания ограничителей 32, при этом крайние пуансоны 8 отрезают промывники 35, а внутренние пуансоны
8- литник 36, который падают через отверстия матрицы 3 в специальный бункер (не показан) под столом пресса.
При движении верхней плиты 5 вверх штамп открывается, пуансоны 8 поднимаются над упорами 18, при этом ползушки
9под действием пружины 14 совершают поступательное перемещение в горизонтальном направлении и держатели 13 располагаются под поверхностью а обрезанной детали 37. В момент выхода держателей 13 под поверхности а деталей крайние пуан$ соны g еще находятся в контакте с проти- воотжимами 4, что необходимо для удержа25
20
ими детали. По прохождении этого участка расстояние между работающими в паре пуансонами может увеличиться, деталь 37 до подачи лотка разгрузочного устройства пресса удерживается на держателях 13 ползушек 9. По возвращении плиты 5 в крайнее верхнее положение под пуансоны подводят лоток. Толкатели пресса воздействуют на упоры 30, траверса 21 начинает перемещаться вниз, в результате чего пружины 22 сжимаются, направляющие колонки 25 со съемниками 26 также перемещаются вниз до упора траверсы 21 в пуансоно- держатель 7. При этом съемники 26 скосами
5
28 взаимодействуют с верхними скосами 16 ползушек 9, которые в результате вторично утапливаются, а затем поверхностью б воздействуют на поверхность деталей 37 и выталкивают их из рабочей зоны пуансонов 8 на лоток разгрузочного устройства пресса. За один цикл работы штампа обрабатывается отливка с шестью деталями.
Формула изобретения Штамп для многоместной обработки за0готовок, хюдержащий верхнюю плиту с раз
между собой направляющими колоннами, фиксатор положения заготовки, съемник, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен ползушками с верхними и нижними скосами, установленными на пуансонах с возможностью горизонтального возвратно-поступательного перемещения, упо- рами с фасками, жестко закрепленными на матрице и размещенными с возможностью взаимодействия своими фасками с нижними скосами упомянутых ползушек, а съемник размещен на фиксаторе с возможностью взаимодействия с верхними скосами ползушек, причем последние снабжены горизонтально размещенными со стороны обрабатываемой заготвки держателями.
3520 JV
52
T
I II
4 2 318
20 18 30
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
| Штамп для обрезки отливок | 1977 |
|
SU738762A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| Штамп для гибки деталей из штучных листовых заготовок | 1983 |
|
SU1144744A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для обрубки отливок от многоместного куста | 1988 |
|
SU1636120A1 |
Изобретение относится к обработке металлов давлением ,в частности, к устройствам для обрезки отливок. Цель изобретения - расширение технологических возможностей штампа. Штамп имеет ползушки, установленные на пуансонах, съемник, размещенный на фиксаторе, и упоры, закрепленные на матрице. Рабочей операцией может быть обрезка отливок. Отливку размещают на матрице, фиксируют фиксаторами и воздействуют на нее пуансонами. Ползушки пуансонов скосами взаимодействуют с фасками упоров и отжимают их, обрезая промывники отливок. При дальнейшем перемещении вниз пуансонов его ползушки воздействуют на съемник, перемещают его и производят обрезку литников отливки. 7 ил.
35 3 2
20 29 36
Фиг. 2
8 26 б 33
35 У пресса
с.
7/ 13 9 ,77
S a
М 26 27
9 L-
/J
шшщш. шш.
к
фие.Ь Вид Б
/J
Й/г
ЪЧ
J
3V
lh
3V
Составитель В. Бещеков
Техред И. ВересКорректор М. Васильева
Тираж 712Подписное
в-в
фиг.6
3
Ъ6
I
пл
J-4±
55
37
&/г 7
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
