Изобретение относится к гальванотехнике, в частности к хромированию деталей типа тел вращения, таких как штоки, пальцы и т.п.
Цепью изобретения является расширение технологических возможно1тей путем увеличения количества выполняе- кых опер аций.
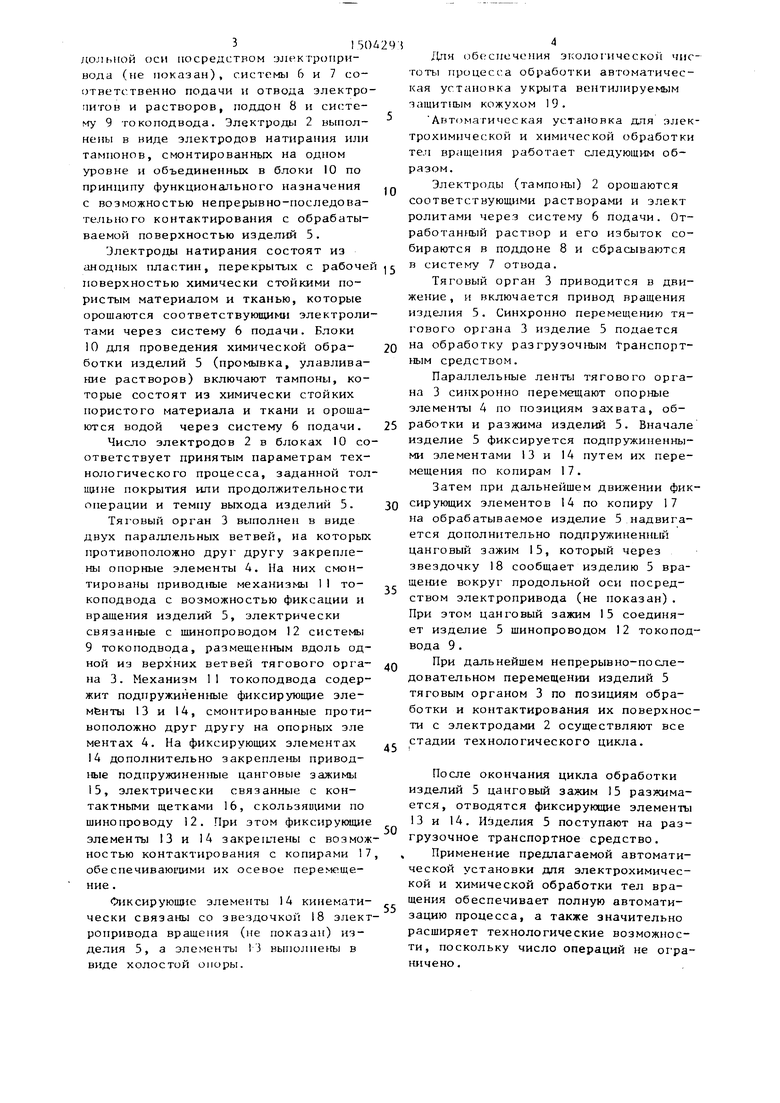
На фиг.1 изображена автоматическая установка со снятым кожухом, общий вид; на фиг.2 - разрез А-А на
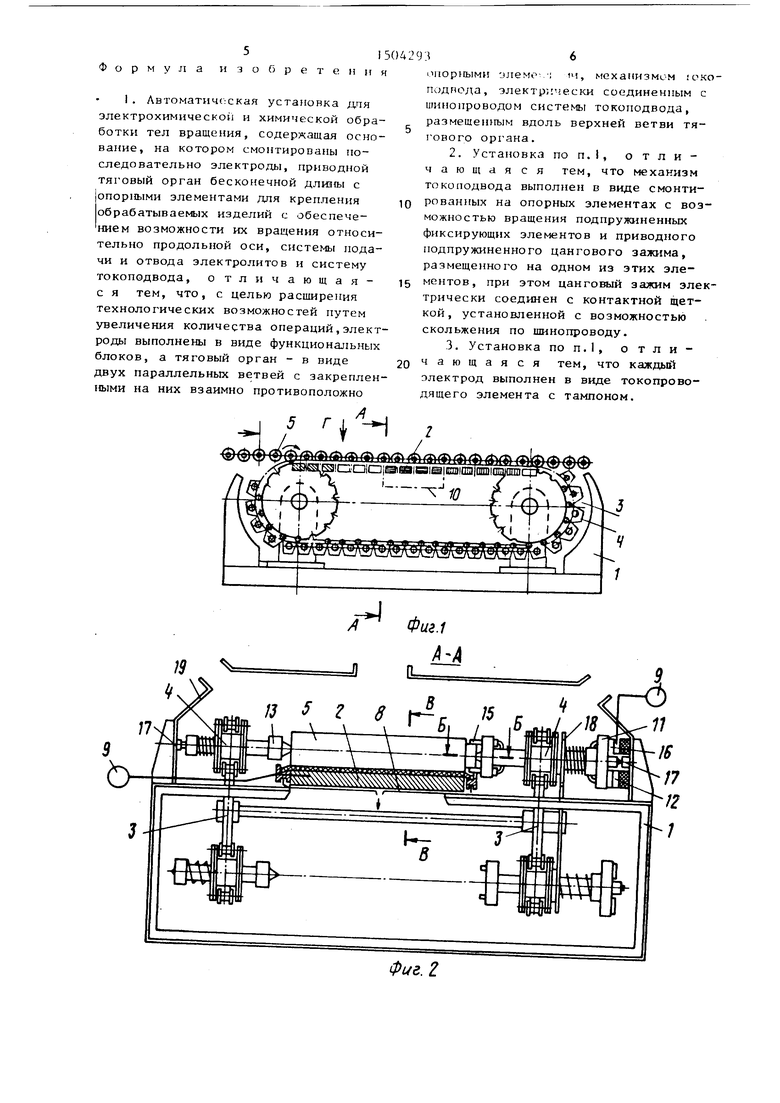
фиг.1; на фиг.З - разрез Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг.2; на фиг.5 - узел I на фиг.4; на фиг.6 - вид по стрелке Г на фиг.1.
Автоматическая установка содержит основание 1, на котором смонтированы электроды 2, приводной тяговый орган 3 бесконечной длины с опорными элементами 4 дпя крепления обрабатывае- мьк изделий 5 с обеспечением возможности их.-вращения относительно про315()
дольной оси посредством эле ктропрн- нода (не показан), системы 6 и 7 соответственно подачи и отвода электро гштов и растворов, поддон 8 и систему 9 токоподвода. Электроды 2 выполнены в виде электродов натирания или тампонов, смонтированных на одном уровне и объединенных в блоки 10 по принципу функционального назначения с возможностью непрерывно-последовательного контактирования с обрабатываемой поверхностью изделий 5.
Электроды натирания состоят из анодных пластин, перекрытых с рабоче поверхностью химически стойкими пористым материалом и тканью, которые орошаются соответствующими электролитами через систему 6 подачи. Блоки 10 для проведения химической обра- ботки изделий 5 (промывка, улавливание растворов) включают тампоны, которые состоят из химически стойких пористого материала и ткани и орошаются водой через систему 6 подачи.
Число электродов 2 в блоках 10 соответствует принятым параметрам технологического процесса, заданной толщине покрытия или продолжительности операции и темпу выхода изделий 5.
Тяговый орган 3 выполнен в виде двух параллельных ветвей, на которых противоположно друг другу закреплены опорные элементы 4. На них смонтированы приводные механизмы 11 то- коподвода с возможностью фиксации и вращения изделий 5, электрически связанные с шинопроводом 12 системы 9 токоподвода, размешенным вдоль одной из верхних ветвей тягового орга- на 3. Механизм 11 токоподвода содержит подпружиненные фиксирующие эле- MfeHTbi 13 и 14, смонтированные противоположно друг другу на опорных эле ментах 4. На фиксирующих элементах 14 дополнительно закреплены приводные подпружиненные цанговые зажимы 15, электрически связанные с контактными щетками 16, скользящими по щинопроводу 12. При этом фиксирующие элементы 13 и 14 закреплены с возможностью контактирования с копирами 17 обеспечивающими их осевое перемещение .
Оиксирующ11е элементы 14 кинемати- чески связаны со звездочкой 18 электропривода вращения (не показан) изделия 5, а элементы 13 выполнень в виде холостой опоры.
Q
0 5
0
, Q
0
Для обеспечения экологической чистоты процесса обработки автоматическая установка укрыта вентилируемым защитным кожухом 19.
Автомагическая установка для электрохимической и химической обработки тел вращения работает следующим образом.
Электроды (тампоны) 2 орошаются соответствующими растворами и элект ролитами через систему 6 подачи. 0т- работанЮз1Й раствор и его избыток собираются в поддоне 8 и сбрасываются в систему 7 отвода.
Тяговый орган 3 приводится в движение, и включается привод вращения изделия 5. Синхронно перемещению тягового органа 3 изделие 5 подается на обработку разгрузочным tpancnopT- ным средством.
Параллельные ленты тягового органа 3 синхронно перемещают опорные элементы 4 по позициям захвата, обработки и разжима изделий 5. Вначале изделие 5 фиксируется подпружиненными элементами 13 и 14 путем их перемещения по копирам 17.
Затем при дальнейшем движении фиксирующих элементов 14 по копиру 17 на обрабатываемое изделие 5 надвигается дополнительно подпружиненный цанговый зажим 15, который через звездочку 18 сообщает изделию 5 вращение вокруг продольной оси посредством электропривода (не показан). При этом цанговый зажим 15 соединяет изделие 5 шинопроводом 12 токоподвода 9 .
При дальнейшем непрерывно-последовательном перемещении изделий 5 тяговым органом 3 по позициям обработки и контактирования их поверхности с электродами 2 осуществляют все стадии технологического цикла.
После окончания цикла обработки изделий 5 цанговый зажим 15 разжимается, отводятся фиксирующие элементы 13 и 14. Изделия 5 поступают на разгрузочное транспортное средство.
Применение предлагаемой автоматической установки для электрохимической и химической обработки тел вращения обеспечивает полную автоматизацию процесса, а также значительно расширяет технологические возможности, поскольку число операций не ограничено ,
I /
i(9t(S(S(S((S(($}()(S(S
1СЮЮ{@а|са1ш|1Ш1а |т1
МФМФМдМд)
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытия электронатиранием | 1986 |
|
SU1361199A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА ИНСТРУМЕНТ СО СЛОЖНОПРОФИЛЬНЫМИ РАБОЧИМИ УЧАСТКАМИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2557406C2 |
| Токопроводящее устройство к гальванической ванне | 1984 |
|
SU1188225A1 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 1999 |
|
RU2155827C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1995 |
|
RU2078856C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ НАТИРАНИЯ НА ВНУТРЕННИЕ ЦИЛИНДРИЧЕСКИЕ ПОВЕРХНОСТИ | 2019 |
|
RU2715584C1 |
Изобретение относится к гальванотехнике , в частности, к хромированию деталей типа тел вращения, таких как штоки, валы, пальцы и т.п. Цель изобретения - расширение технологических возможностей путем увеличения количества выполняемых операций. Автоматическая установка для электрохимической и химической обработки тел вращения содержит основание 1 с электродами 2, приводной тяговый орган 3 с опорными элементами 4 для крепления изделий 5 с обеспечением их вращения, системы подачи и отвода электролита и систему токоподвода. Электроды 2 в виде электродов натирания или тампонов объединены в функциональные блоки 10. Тяговый орган 3 выполнен в виде двух параллельных ветвей и приводится в движение приводом. Синхронно перемещению тягового органа 3 изделия 5 подаются на технологические позиции транспортным средством. Проходя позиции захвата, обработки и разжима, в которых изделие 5 фиксируется подпружиненными элементами путем перемещения их по копирам, детали контактируют с электродами 2, которые осуществляют все стадии технологической обработки. После окончания цикла обработки цанговый зажим разжимается, отводятся фиксирующие зажимы и изделия поступают на разгрузочное транспортное средство. Такое конструктивное выполнение установки обеспечивает полную автоматизацию процесса, а также значительно расширяет технологические возможности, поскольку число операций не ограничено. 2 з.п. ф-лы, 6 ил.
Фиг. 2
8 в
Фаз.З
8
Фиа. /
16 П 18 12
ipue. 6
Составитель В.Комраков Редактор Л.Веселовская Техред М.Ходанич Корректор И.Муска
13аказ 5219/31Тираж 605Подписное
BHliHIIH Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фиг.
Btjd Г
