S
(Л
2
ел
о
ел
О)
|С
00
Изобретение относится к технологии машиностроения, а более конкретно к технологии изготовления холодной пластической деформацией особотонкостенных изделий сложной формы с пустотелым буртом.
Цель изобретения - расширение технологических возможностей путем обеспечения получения изделий с пустотелым буртом.
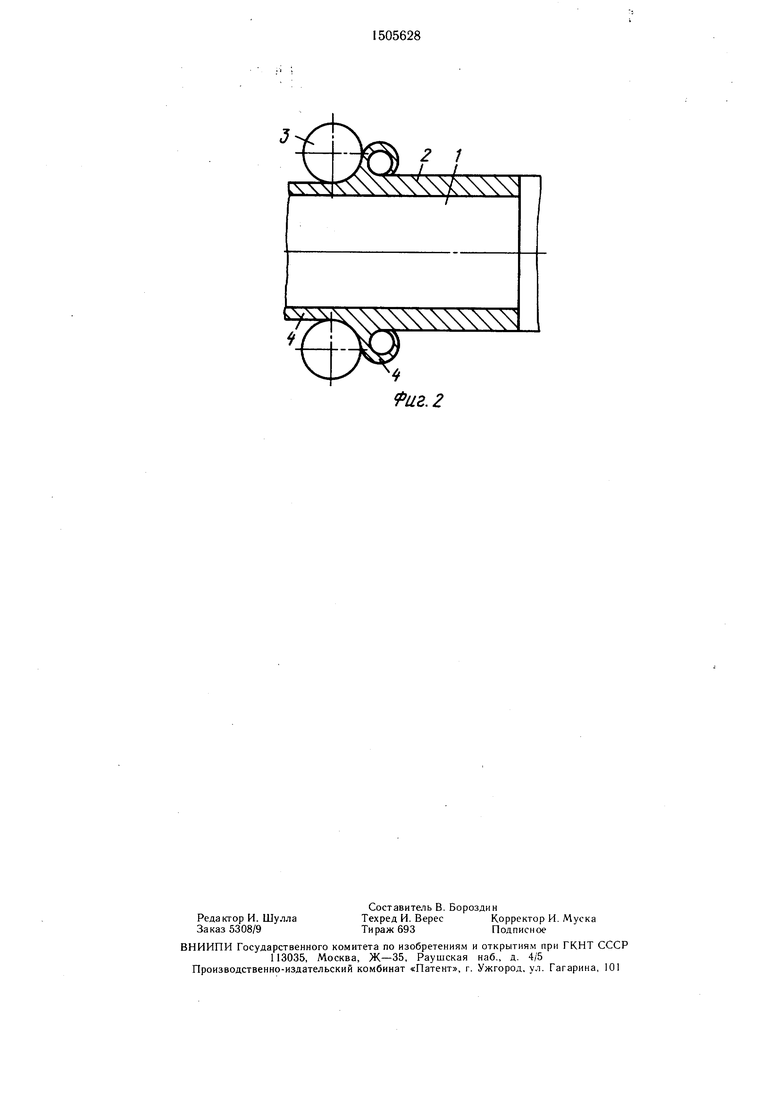
На фиг. 1 изображена схема изготовления изделий прямым ротационным выдавливанием; на фиг. 2 - схема изготовления изделий обратным ротационным выдавливанием.
На схемах показаны оправка 1, на которую установлена заготовка 2, на которую воздействует многоэлементный деформирую- Ш.ИЙ инструмент 3 и обеспечивает получение изделия 4 с буртом.
Способ осушес вляется следующим об- разо.м.
На гладкую оправку 1 в случае прямого выдавливания и оправку с буртиком при обратном выдавливании насаживают заготовку с толщиной стенки t, как правило, с небольшим натягом. При этом используют заготовку 2 в виде колпачка или трубы. Свободный конец оправки 1 устанавливают в шпинделе станка (например,токарного) и ей совместно с заготовкой 2 придают вращательное движение.
противоположном направлении и из него формообразуется стенка изделия 4. Перемещающаяся впереди деформирующих элементов волна материала постепенно завивается в бурт, диаметр которого увеличивается по мере продвижения по заготовке 2, т. е. зависит от длины обработки. Завивка бурта с низкой щероховатостью поверхности достигается путем перемещения многопозиционного инструмента в процессе выдавливания 0,02 мм/об., а его правильная геометрическая форма определяется величиной натяга, равной половине толщины стенок заготовок.
Пример. Заготовка в виде колпачка с толщиной стенки 0,78 мм насаживается на оправку диаметром 18,02 мм. Деформирование производят на токарном станке инструментом с шариками диаметром 5 мм. Ротационное выдавливание изделий с одно- временным формообразованием бурта производят на различную длину. При этом бурт имеет разную форму. Результаты деформирования сведены в таблицу, где даны форма и качество обработки бурта при изготовлении по предлагаемому способу.
Способ обеспечивает получение различной формы и размера бурта при использовании одного и того же инструмента путем варьирования величины натяга и длины выдавленной части заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых тонкостенных осесимметричных изделий,например,поддонов | 1982 |
|
SU1147490A1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ ротационной вытяжки оболочек из трубных заготовок | 2015 |
|
RU2606132C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ДАВИЛЬНОЙ ОБРАБОТКИ | 2009 |
|
RU2416481C1 |
| Способ ротационной вытяжки полых деталей | 1986 |
|
SU1423224A1 |
| Способ изготовления полых изделий со ступенчатой внутренней поверхностью | 1984 |
|
SU1263396A1 |
| Способ изготовления полых корпусных деталей | 1977 |
|
SU631238A1 |
| СПОСОБ БЕЗРЕЗЬБОВОГО КРЕПЛЕНИЯ ГЕРМЕТИЗИРУЮЩИХ И РАЗГЕРМЕТИЗИРУЮЩИХ ПОЛЫХ ПРОБОК В ЦИРКУЛЯЦИОННЫХ ОТВЕРСТИЯХ КОРПУСА СКВАЖИННОГО ФИЛЬТРА НА ПРОВОЛОЧНОЙ ОСНОВЕ | 2005 |
|
RU2301324C1 |
| Устройство для ротационного выдавливания оболочек | 1980 |
|
SU940932A1 |
Изобретение относится к технологии машиностроения, а более конкретно - к технологии изготовления холодной пластической деформацией особотонкостенных изделий сложной формы с пустотелым буртом. Цель изобретения - расширение технологических возможностей путем обеспечения получения изделий с пустотелым буртом. Способ включает ротационное выдавливание многоэлементным деформирующим инструментом 3 из заготовок 2, насаженных на оправку 1, изделий с буртом 4. Деформирование осуществляют с применением режимов величины натяга и подачи инструмента, которые обеспечивают заливку в бурт материала волны, образуемой впереди деформирующих элементов за счет изменения величины натяга и длины деформированной части заготовки. Способ обеспечивает получение буртов различной формы и величины. 2 ил., 1 табл.
Ротационное выдавливание осуществляет- ся шариковым или роликовым инструментом 3. Деформирующие элементы, расположенные по всему периметру окружности с зазором 1-2 мм между ними, опираются на специальные конические обоймы. Перемещая обоймы вдоль оси, можно в определенных пределах регулировать диаметр настройки деформирующих элементов и обрабатываемых изделий 4. В процессе обработки заготовке 2 сообщают вращательное движение, а инструменту 3 - движение подачи. При это%1 материал верхней части заготовки 2 постепенно смещается на недеформированную -часть заготовки 2 в виде волны, а материал нижней части заготовки 2 - в
10
0,7
0,4
1,4 2,0 2,4
1,1 1,7 2,1
Формула изобретения
Способ изготовления изделий из тонкостенных трубчатых заготовок, включающий операции установки заготовки с натягом на
оправку и ротационное выдавливание ее многоэлементным деформирующим инструментом, отличающийся тем, что, с целью расщирения технологических возможностей путем обеспечения получения изделий с пустотелым буртом, заготовку устанавливают с натягом, равным половине толщины стенки, а в процессе выдавливания многоэлементный инструмент перемещают с подачей, равной 0,02 мм/об.
0,07-0,12 Плотное, стык визуально не .обнаруживается
11 II
.Z
| Гредитор М | |||
| А | |||
| Давильные работы и ротационное выдавливание.-М.: Машиностроение, 1971, с | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
