ел
о сд
00
ее
сриг.2
Г
; Изобретение относится к оборудованию л|ля изготовления керамических изделий из Пустотелых заготовок цилиндрической формы Hi может быть использовано в производст- керамической посуды.
Целью изобретения является расширение технологических возможностей линии за счет обработки изделий в процессе их транспортирования.
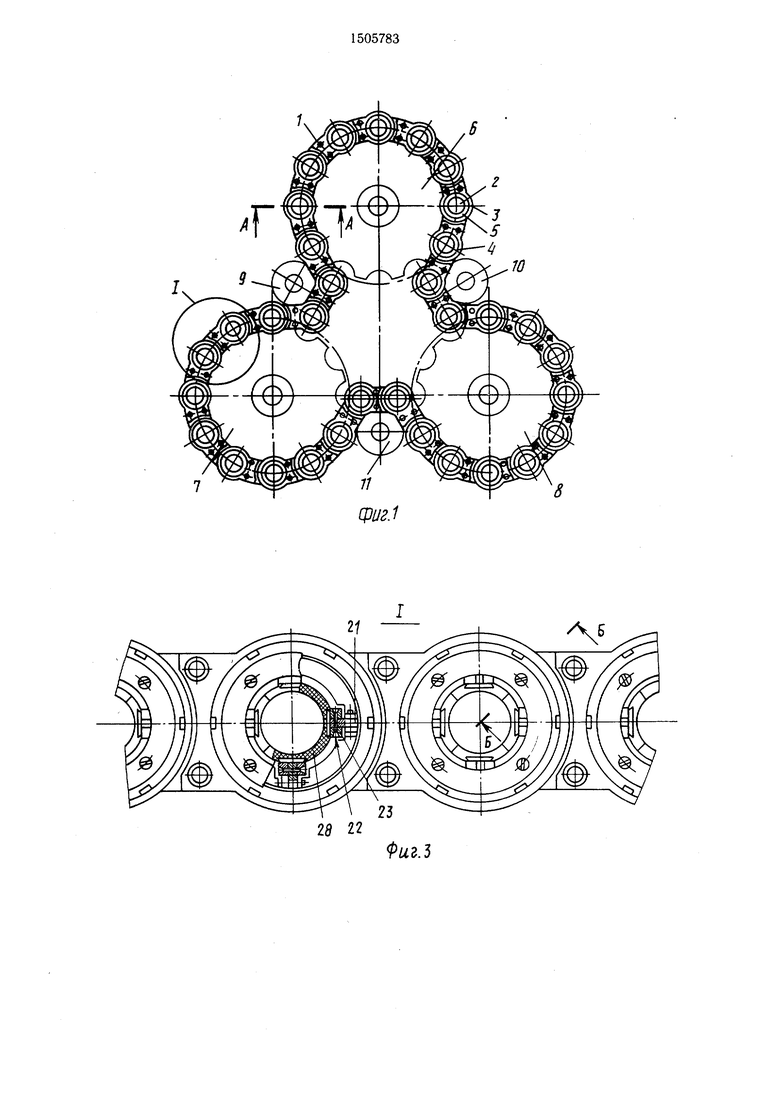
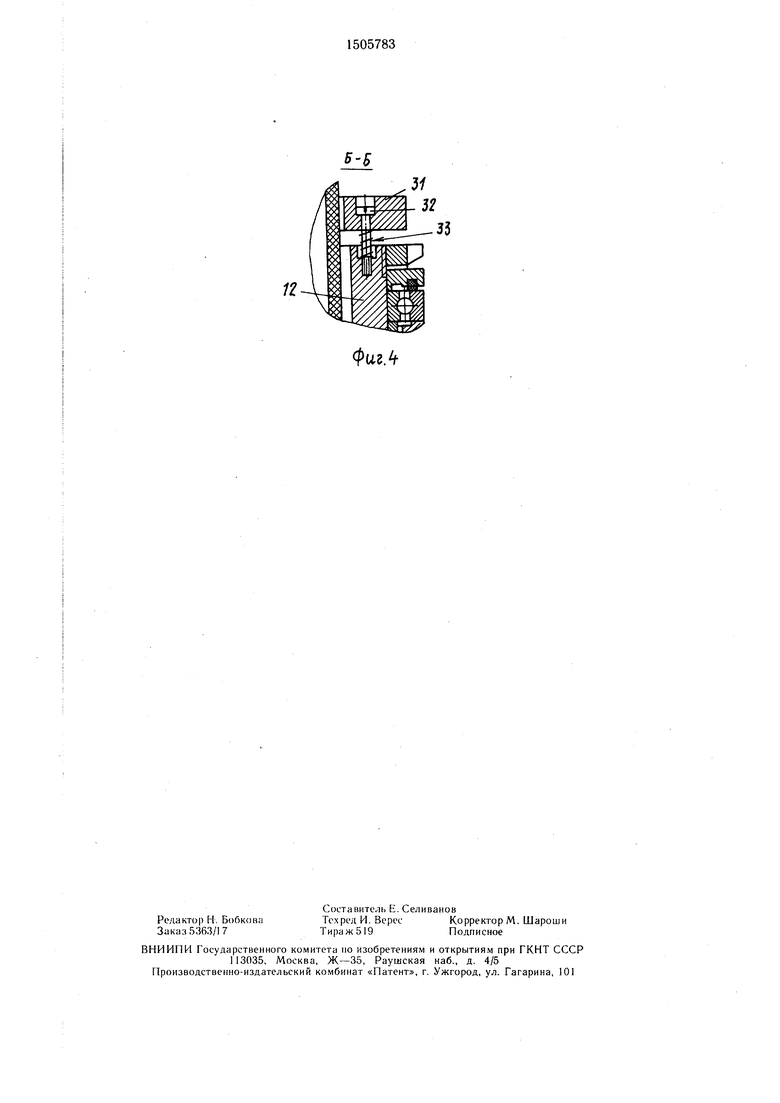
На фиг. 1 изображен конвейер, общий вид, сверху; на фиг. 2 - разрез А-А ьа фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3.
Конвейер роторно-конвейерной линии для ормования керамических изделий содержит замкнутую бесконечную цепь 1 с зажимными механизмами 2. Бесконечная замкнутая цепь 1 состоит из звеньев 3 и 4, сое- ;1иненных шарнирами 5. Конвейер содер- сит рабочие роторы 6-8, охватываемые иепью, и трассообразующие ролики 9-11. аждый зажимной механизм 2 выполнен Е виде корончатой втулки 12, на наружную поверхность которой установлены под- 1 ипники 13 и 14 качения, фрикционно- гр ролика 15 со шпонкой 16, дистанками от ротора к ротору, где производятся технологические операции. Наружные кольца подшипников 13 и 14 качения совмещены с впадинами зубьев роторов 6-8, а звенья 3 и 4 при этом размещаются между двумя рядами тех же зубьев, фиксируя цепь в осевом направлении. Во время перемещения в зоне ротора 6 выступы 34 нажимного кольца 31 нажимают на выступы 27 кулачков 23.
10 При этом кулачки 23 перемещаются вниз, раздвигаясь в стороны и сжимая пластинчатые пружины 24. В отверстия расжа- тых вставок 28, закрепленных на кулачках 23, устанавливается цилиндрическая
5 керамическая заготовка. Затем с нажимного кольца 31 снимается нагрузка и под действием пружины 33 по колонкам 32 они возвращаются в исходное положение, освобождая кулачки 23, которые пружинами 24 сжимаются, при этом вставки 28 зажи20 мают заготовку. Заготовка переносится к обрабатывающему ротору 7. Подщипники 13 совмещаются с впадинами зубьев ротора 7, а фрикционный ролик 15 получает вращение от фрикционного привода ротора 7.
ионной втулки 17 и кольца 18. Наруж- 25 . Р°™Р
L
ьые кольца подшипников 13 и 14 качения образующих шарниры 5 бесконечной замкнутой цепи 1, охвачены звеньями 3 и 4. Дистанционная втулка 17 обеспечивает зазор между звеньями 3 и 4, позволяя
вращающейся в зажимном механизме 2 заготовки производится технологическая операция обработки. После этого частично обработанная заготовка подается на ротор 8. Во время движения в зоне ротора 8
i-м поворачиваться друг относительно друга 30 производится окончательная обработка вращающейся заготовки. Затем готовое изделие переносится конвейером в зону ротона нажимное кольцо 31
образовывать шарнирное соединение це- 1 и. Звенья 3 и 4, фрикционный ролик 15 I- кольцо 18 снабжены торцовыми уплот- 1ениями 19. На обоих торцах корончатой i тулки 12 при помощи осей 20 установ- J ены рычаги 21, с которыми осями 22 соединены кулачки 23. Корончатая втулка 12, ычаги 21 и кулачки 23 образуют зажимные механизмы 2 в виде рычажных Параллелограммов. Между кулачками 23 ij внутренней поверхностью корончатой 1 тулки 12 установлены пластинчатые пружи- шы 24, которые крепятся к кулачкам 23 :Иклепками 25. Все детали, установленные ijia наружном диаметре корончатой втул- 1|си 12, закреплены гайкой 26. На кулачра 6, где на нажимное кольцо 31 воздействует прижим механизма открывания. Кулачки 23 с вставками 28 раздвигают- 35 ся, освобождая готовок изделие, которое перегружается на конвейер-накопитель. Далее цикл непрерывно повторяется.
Формула изобретения
40
Конвейер линии для формования керамических изделий, содержацхий бесконечную цепь из соединенных шарнирами звеньев и зажимных механизмов, отличающийся тем, что, с целью расширения технологичес1Ках 23 устанолены вставки 28, которые 45 возможностей линии за счет обработки Закреплены болтами 29 через пластины 30.изделий в процессе их транспортирования.
На верхнем торце корончатой втулки 12шарниры бесконечной замкнутой цепи выполустановлено нажимное кольцо 31, имеющее возможность осевого перемещения по колонкам 32. На последних между корончатой тулкой 12 и нажимным кольцом 31 установлены пружины 33 сжатия. Нажимное Кольцо 31 имеет выступы 34, а кулач- Ки 23 - выступы 27, причем выступы 34 Н 27 расположены друг против друга и Контактируют между собой.
нены в виде подщипников качения, наружные кольца которых охвачены звеньями, а на внутренних кольцах смонтированы за- 50 жимные механизмы, каждый из которых выполнен в виде корончатой втулки с фрикционным роликом, подпружиненных относительно ее внутренней поверхности кулачков, нажимного кольца и рычагов, причем кулачки посредством рычагов образуют с
Конвейер работает следующим образом. 55 корончатой втулкой шарнирные параллелоРабочие роторы 6-8 вращаются от привода, бесконечная замкнутая цепь 1 переносит зажимные механизмы 2 с заготовграммы, а нажимное кольцо размещено на корончатой втулке и контактирует с кулачками.
ками от ротора к ротору, где производятся технологические операции. Наружные кольца подшипников 13 и 14 качения совмещены с впадинами зубьев роторов 6-8, а звенья 3 и 4 при этом размещаются между двумя рядами тех же зубьев, фиксируя цепь в осевом направлении. Во время перемещения в зоне ротора 6 выступы 34 нажимного кольца 31 нажимают на выступы 27 кулачков 23.
0 При этом кулачки 23 перемещаются вниз, раздвигаясь в стороны и сжимая пластинчатые пружины 24. В отверстия расжа- тых вставок 28, закрепленных на кулачках 23, устанавливается цилиндрическая
5 керамическая заготовка. Затем с нажимного кольца 31 снимается нагрузка и под действием пружины 33 по колонкам 32 они возвращаются в исходное положение, освобождая кулачки 23, которые пружинами 24 сжимаются, при этом вставки 28 зажи0 мают заготовку. Заготовка переносится к обрабатывающему ротору 7. Подщипники 13 совмещаются с впадинами зубьев ротора 7, а фрикционный ролик 15 получает вращение от фрикционного привода ротора 7.
. Р°™Р
вращающейся в зажимном механизме 2 заготовки производится технологическая операция обработки. После этого частично обработанная заготовка подается на ротор 8. Во время движения в зоне ротора 8
производится окончательная обработка вращающейся заготовки. Затем готовое изделие переносится конвейером в зону ротона нажимное кольцо 31
ра 6, где на нажимное кольцо 31 воздействует прижим механизма открывания. Кулачки 23 с вставками 28 раздвигают- ся, освобождая готовок изделие, которое перегружается на конвейер-накопитель. Далее цикл непрерывно повторяется.
Формула изобретения
нены в виде подщипников качения, наружные кольца которых охвачены звеньями, а на внутренних кольцах смонтированы за- жимные механизмы, каждый из которых выполнен в виде корончатой втулки с фрикционным роликом, подпружиненных относительно ее внутренней поверхности кулачков, нажимного кольца и рычагов, причем кулачки посредством рычагов образуют с
корончатой втулкой шарнирные параллелограммы, а нажимное кольцо размещено на корончатой втулке и контактирует с кулачками.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОР ДЛЯ НЕПРЕРЫВНОГО ВЫТЯГИВАНИЯ СТЕКЛЯННЫХ ТРУБОК И ПАЛОЧЕК | 1929 |
|
SU38275A1 |
| Привод пульсирующего конвейера | 1984 |
|
SU1180316A2 |
| КОНВЕЙЕРНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПОЛЫХ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1970 |
|
SU427905A1 |
| Манипулирующее устройство для съема, кантования и выдачи изделий с пресса | 1987 |
|
SU1512775A1 |
| Устройство для изготовления пружинных колец | 1981 |
|
SU1047571A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Зажимное устройство для закрепления изделий | 1972 |
|
SU473340A3 |
| Многопозиционное роторно-конвейерное устройство для изготовления стержневых изделий типа гвоздей | 1988 |
|
SU1639852A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Мотор-колесо транспортного средства | 1981 |
|
SU1425101A1 |
Изобретение относится к оборудованию для изготовления керамических изделий из пустотелых заготовок цилиндрической формы и может найти применение на предприятиях керамической промышленности. Цель изобретения - расширение технологических возможностей линии за счет обработки изделий в процессе их транспортирования. Конвейер содержит бесконечную замкнутую цепь из соединенных шарнирами звеньев 3 и 4 и зажимные механизмы 2. Звенья 3 и 4 размещаются между двумя рядами зубьев ротора 6. Во время нахождения на роторе 6 выступы 34 нажимного кольца 31 нажимают на выступы кулачков 23. При этом кулачки 23, являющиеся частью шарнирных параллелограммов, перемещаются вниз, одновременно раздвигаясь в стороны, сжимая пластинчатые пружины 24. В отверстие расжатых вставок 28, закрепленных на кулачках 23, устанавливается цилиндрическая керамическая заготовка. Затем с нажимного кольца 31 снимается нагрузка, и кулачки 23 пластинчатыми пружинами 24 сжимаются, при этом вставки 28 зажимают заготовку. Заготовка переновится к обрабатывающему ротору, где во время совместного движения в зажимном механизме 2 заготовка приводится во вращение и производится технологическая операция обработки. 4 ил.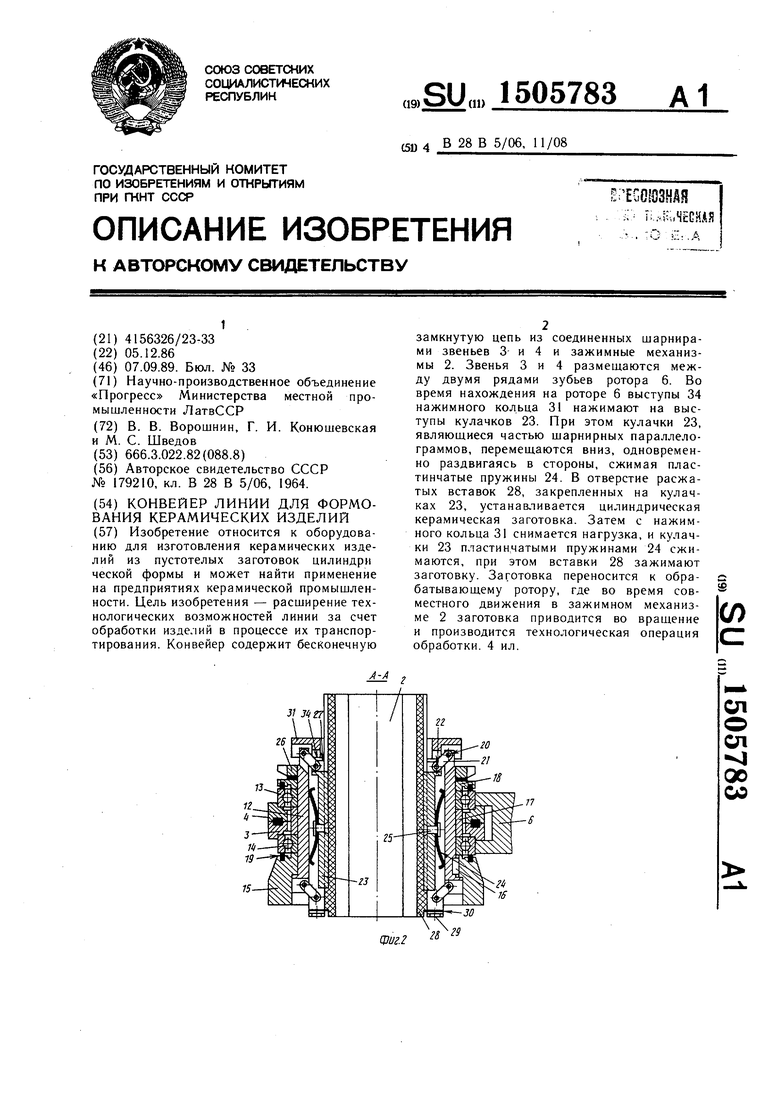
28 22
Фиг.
ФигЛ
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ ФАРФОРОВЫХИЗДЕЛИЙ | 0 |
|
SU179210A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Прибор для заливки свинцом стыковых рельсовых зазоров | 1925 |
|
SU1964A1 |
