1
Известны центробежные машины для отливки чугунных труб с автоматическим захватом поддона с отформованным на нем песчаным стержнем и установкой его в раструбную часть изложницы.
Описываемая центробежная машина отличается от известных тем, что она снабжена конвейером, выполненным из неподвижной и шагаюш,ей рам, для транспортировки стержней на поддоне к кантователю, установленному с торца неподвижной рамы, механизмом установки стержней, смонтированным на станине машины с возможностью поворота относительно оси, параллельной оси изложницы, и механизмом перекладывания поддонов.
Это позволяет увеличить производительность процесса изготовления раструбных труб в центробежной машине, работающей с применением коркового стержня.
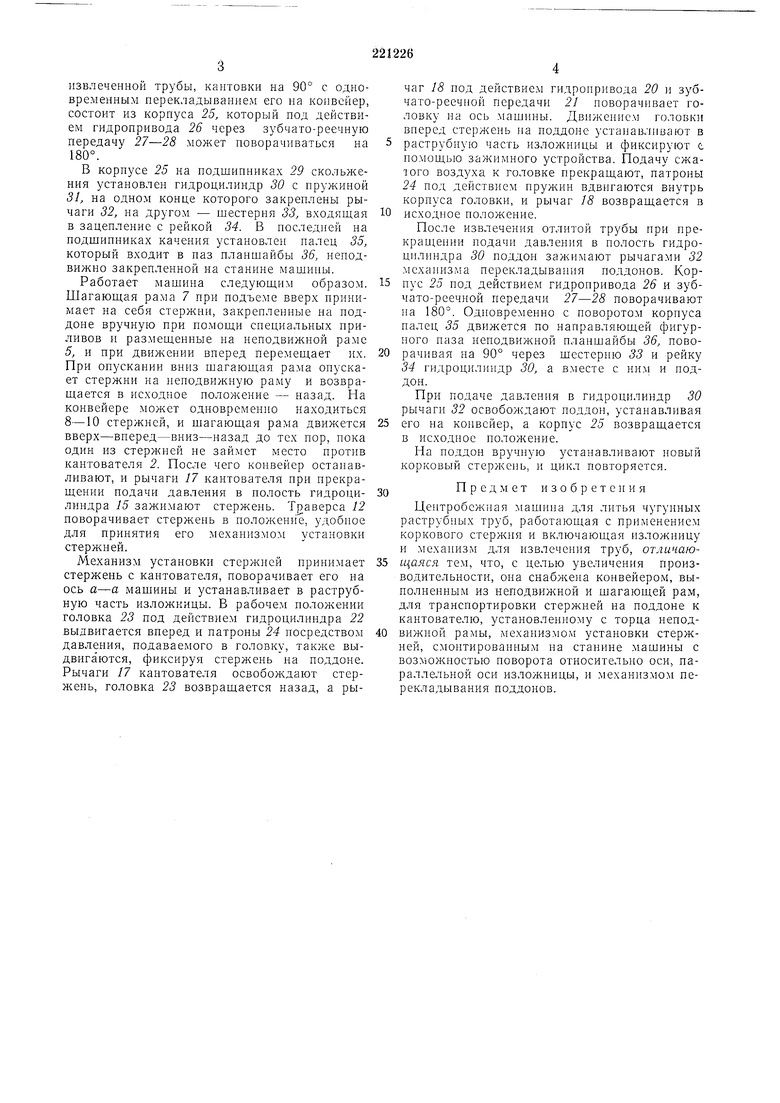
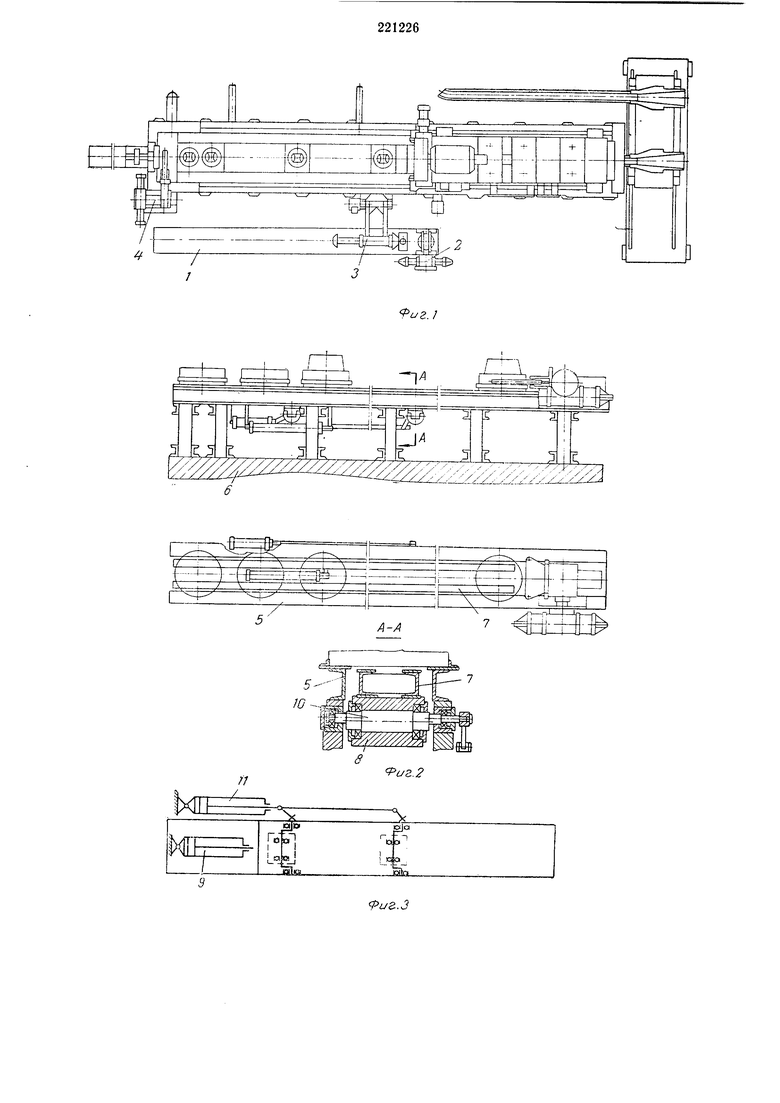
На фиг. 1 изображена описываемая машина, вид сверху; на фиг. 2 - конвейер; на фиг. 3 - кинематическая схема конвейера; на фиг. 4 - кантователь; на фиг. 5 - механизм установки стержней; на фиг. 6 - механизм перекладывания поддонов, вид CBep.v в разрезе.
Конвейер (фиг. 2 и 3) состоит из двух рам: неподвижной 5, установленной на фундаменте 6, и шагаюш,ей 7. Шагающая рама лежит на двух барабанах 8, по которым она под
действием гидропривода 9 перемещается вперед-назад. Барабаны 8 связаны с рамой i эксцентричными валами 10, поворот которых под действием гидропривода 11 обеспечивает подъем и опускание рамы 7.
С торца неподвижной рамы (фиг. 4) установлен кантователь, состоящий из траверсы 12, которую под действием гидропривода 13 через зуочато-реечную передачу 14 поворачивают на требуемый угол. На траверсе смонтирован гидроцилиндр 15 одностороннего действия с пружиной 16, на конце штока которого закреплены рычаги 17.
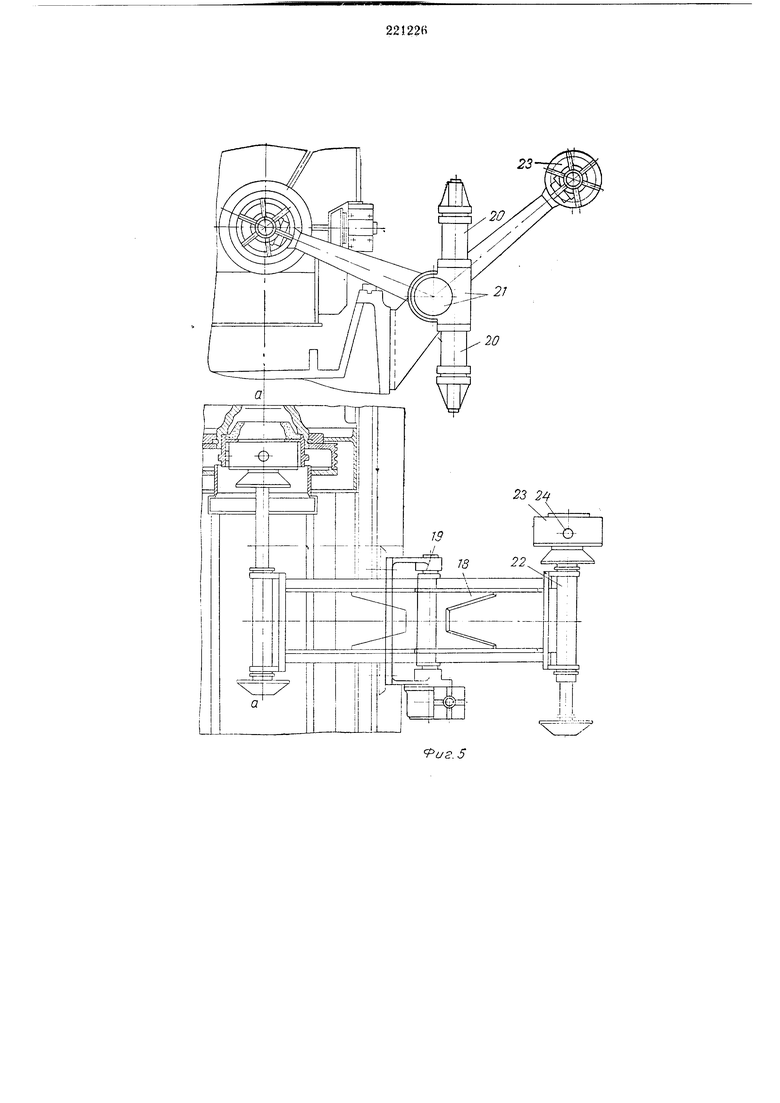
Механизм установки стержней (фиг. 5), смонтированный на станине машины, состоит
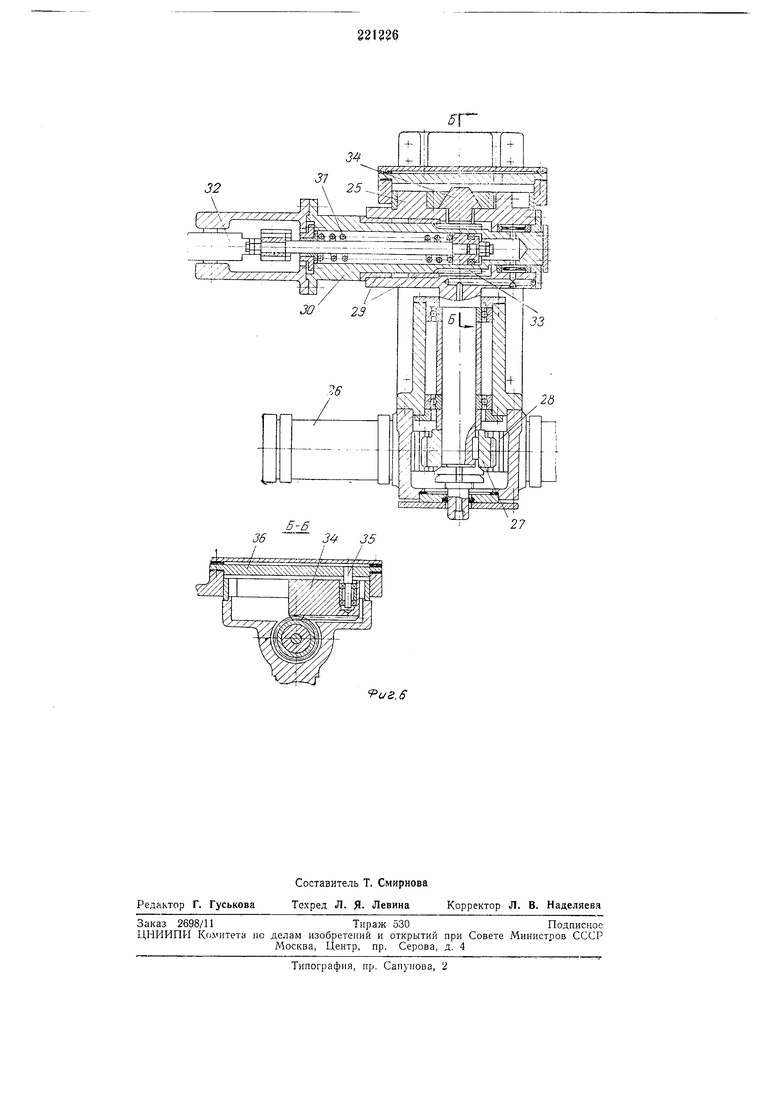
из эычага 18, одним концом закрепленного на валу 19 с ВОЗМОЖ.НОСТЫО поворота на требуемый угол под действием гидропривода 20 посредством зубчато-реечной передачи 21. На другом конце рычага 18 установлен гидроцилиндр 22, на конце штока которого закреплена пневматическая головка 23 со встроенными в ее корпус тремя пневматическими патронами 24 с прул-:ина1ми. Механизм перекладывания поддонов извлеченной трубы, кантовки на 90° с одновременным перекладыванне.м его на конвейер, еостоит из корпуса 25, который под действием гидропривода 26 через зубчато-реечную передачу 27-28 может поворачиваться на 180°. В корпусе 25 на подшиппиках 29 скольжения установлен гидроцилиндр 30 с пружиной 31, на одном конце которого закреплены рычаги 32, на другом - шестерня 33, входящая в зацепление с рейкой 34. В последней па подшипниках качения установлен налец 35, который входит в паз плапшайбы 36, неподвижно закрепленной на станине машины. Работает машина следуюш,им образом. Шагающая рама 7 при подъеме вверх принимает на себя стержнп, закрепленные па поддоне вручную при помощи специальных приливов и размещенные на неподвижной раме 5, и при движении вперед перемещает их. При опускании вниз шагающая рама опускает стержнп на неподвижную раму и возвращается в исходное положение - назад. На конвейере может одновременно находиться 8-10 стержней, и шагающая рама движется вверх-вперед-вниз-назад до тех пор, пока один из стержней не займет место против кантователя 2. После чего конвейер останавливают, и рычаги 17 кантователя при прекращении подачи давления в полость гидроцилпндра 15 зажимают стержень. Траверса 12 поворачивает стержепь в положение, удобиое для принятия его механнзмом установки стержней. Механизм установки стержней принимает стержень с кантователя, поворачивает его на ось а-а машины и устанавливает в раструбную часть изложницы. В рабочем положении головка 23 под действием гидроцилиндра 22 выдвигается вперед и патроны 24 посредством давления, подаваемого в головку, выдвигаются, фиксируя стержень на поддоне. Рычаги 17 кантователя освобон дают стержень, головка 23 возвращается назад, а рычаг 18 под действием гидроиривода 20 и зубчато-реечной передачи 21 поворачивает головку на ось машины. Движением головки вперед стержеиь на поддоне устанавлнвают в раструбную часть изложницы и фиксируют t помощью зажимного устройства. Подачу сжатого воздуха к головке прекращают, патроны 24 под действием пружин вдвигаются внутрь корпуса головки, и рычаг 18 возвращается в исходное положение. После извлечения отлитой трубы при прекращении подачи давления в полость гидроцилиндра 30 поддон зажимают рычагами 32 механизма перекладывапия поддонов. Корпус 25 под действием гидропривода 26 и зубчато-реечной передачи 27-28 поворачивают на 180°. Одновременно с поворотом корпуса палец 35 движется по направляющей фигурного паза неподвижной планшайбы 36, поворачивая па 90° через щестерню 33 и рейку 34 гидроцилиндр 30, а вместе с ним и поддон. При подаче давления в гидроцилиндр 30 рычаги 32 освобождают поддон, устанавливая его на конвейер, а корпус 25 возвращается в исходное положение. На поддон вручную устанавливают новый корковый стержень, и цикл повторяется. Предмет изобретения Центробежная машина для литья чугунных раструбных труб, работающая с применением коркового стерл ня и включающая изложницу и механизм для извлечения труб, отличающаяся тем, что, с целью увеличения производительности, она снабжена конвейером, выполненным из неподвижной и шагающей рам, для транспортировки стержней на поддоне к кантователю, уетановленному с торца неподвижной рамы, механизмом установки стержней, смонтированным на станине машины с возможностью новорота относительно оси, параллельной оси изложницы, и механизмом перекладывания поддонов.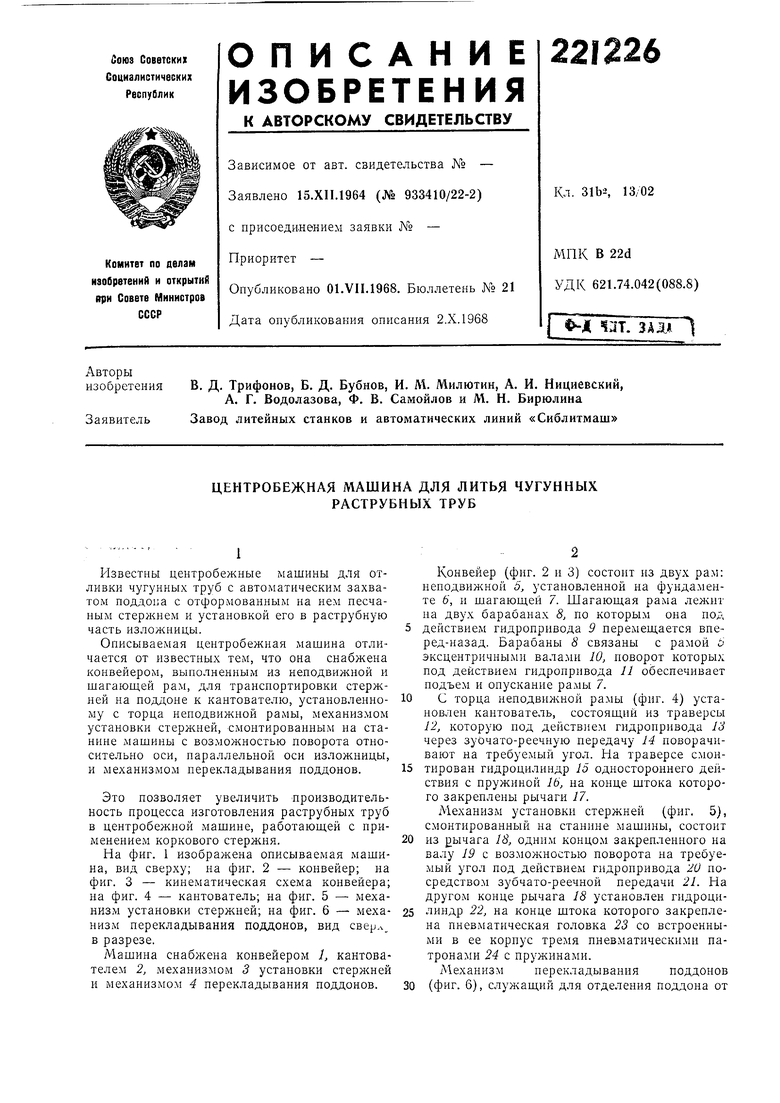
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для центробежной отливки чугунных труб | 1961 |
|
SU150599A1 |
| Шагающий конвейер для транспортирования цилиндрических грузов | 1980 |
|
SU908691A1 |
| Устройство для подачи и фиксацииРАСТРубНОгО СТЕРжНя МАшиНы для цЕНТРОбЕж-НОгО лиТья ТРуб | 1979 |
|
SU850290A1 |
| Устройство для подачи и фиксации раструбного стержня в машину для центробежного литья | 1984 |
|
SU1331419A3 |
| Установка для упаковки рулонов на поддоне | 1979 |
|
SU861174A1 |
| Многопозиционная центробежная машина для отливки труб | 1983 |
|
SU1135545A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ СУШИЛЬНЫХ ВАГОНЕТОК КЕРАМИЧЕСКИМИ РАСТРУБНЫМИ ТРУБАМИ | 1972 |
|
SU419394A1 |
| Полуавтоматическая линия для окончательной обработки, сборки и контроля блок-картеров двух типоразмеров двигателей внутреннего сгорания | 1973 |
|
SU443745A1 |
| Многопозиционная центробежная машина для отливки труб | 1981 |
|
SU1013090A1 |
| УСТРОЙСТВО к ЦЕНТРОБЕЖНОЙ МАШИНЕ ДЛЯ ПРИЕМА И СБРАСЫВАНИЯ ОТЛИТБ1Х ТРУБ | 1969 |
|
SU250385A1 |
sJ
4zfeeH- i1
5
-j-iH p
A
iL
5
