Известны и широко применяются в промышленности трубогибочные станки различных марок с ручным и полуавтоматическим управлением процесса гибки труб. В этих станках, снабженных обычно приводом нодачи, нриводом гибочного ролика и поворота трубы, на каждую операцию задается нрограмма и ее осуществление (управление) происходит вручную при номощи рукояток и рычагов.
Предлагаемый станок выгодно отличается возможностью осуш,ествления в нем. гибки труб с различными радиусами, углами и плоскостями смежных изгибов, а также с изгибами переменной кривизны.
Это достигается снабжением станка программным унравлением, состоящим из командоанпарата и диска с кулачками, унравляющими подачей трубы в гибочную головку, поворотом трубы для изменения плоскости изгиба и положения гибочного ролика при изменении радиуса и угла изгиба трубы.
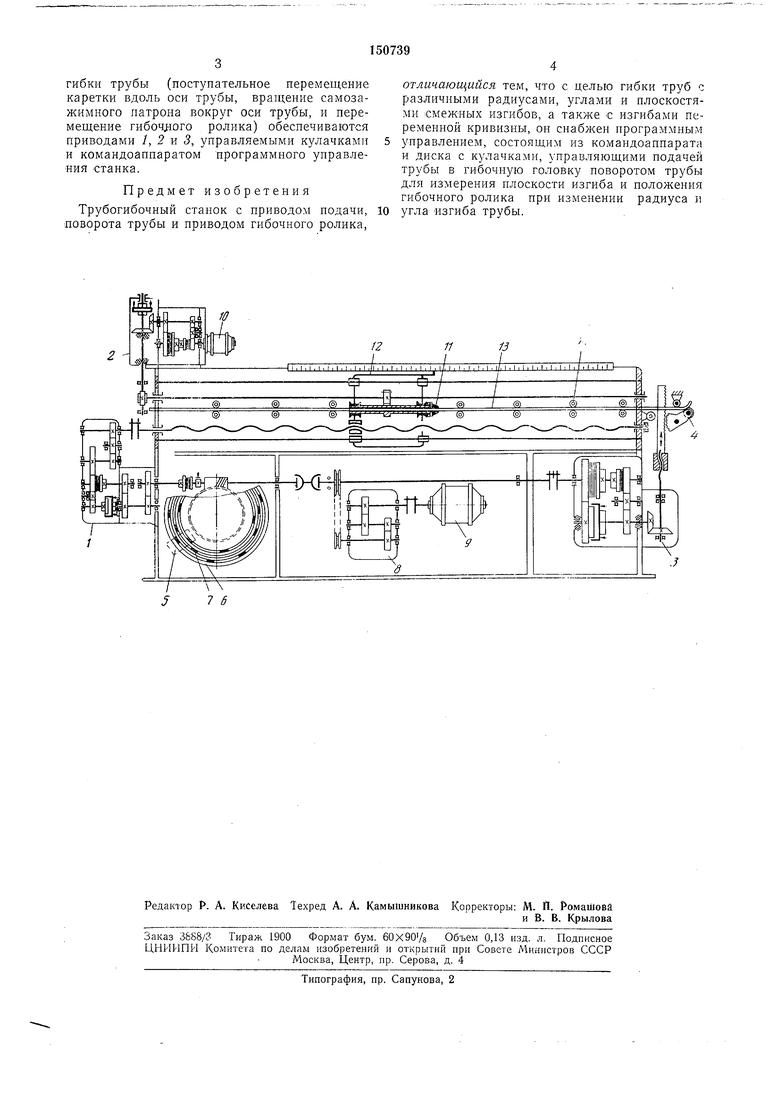
На чертеже изображена кинематическая схема трубогибочного станка.
Трубогибочный станок выполнен с приводом I иодачи, приводом 2 поворота трубы и приводом 5 гибочного ролика 4 и снабжен программным управлением, состоящим из командоаппарата 5 и диска 6 с кулачками 7 управления. Последние через командоаппараг
и электромагнитные муфты в приводах управляют всеми рабочими движениями станка. Приводы / и 5 получают движение от коробки 8 с электродвигателем 9, а привод 2 от электродвигателя 10.
Настройка станка для гибки трубы начинается с измерения соответствующего эталона. При наличии чертежа изделия программа настраивается по чертежу. На основании данных измерений (если применяется эталон) или чертежа производится расчет углов расстановки кулачков диска 6.
Работает станок следующим образом. Заготовка, в виде мерного отрезка трубы,
надевается на онравку (на чертеже не показана) со стороны гибочного ролика 4 и ее конец вводится в самозажимной патрон // подающий каретки /2. Процесс гибки осуществляется путем перемещения каретки с зажатой в ней трубой 13; величина радиуса изгиба определяется полол ением гибочного ролика 4. При необходимости изменения плоскости изгиба патрон // вращается вокруг своей оси совместно с зажатой в нем трубой. Для продольного изгиба трубы во время ее подачи на гибочный ролик имеются специальные люнеты 14, которые могут раскрываться для пропуска каретки 12. Все три движения, от которых зависит конгибки трубы (поступательное перемещепие каретки вдоль оси трубы, вращение самозажимного патрона вокруг оси трубы, и перемещение гибочного ролика) обеспечиваются приводами /, 2 и , управляемыми кулачками и командоаппаратом программного управления станка.
Предмет изобретения
Трубогибочный станок с приводом подачи, поворота трубы и приводом гибочного ролика,
отличающийся тем, что с целью гибки труб с различными радиусами, углами и плоскостями смежных изгибов, а также с изгибами переменной кривизны, он снабжен нрограммным управлением, состоящим из командоаппарата и диска с кулачками, управляющими подачей трубы в гибочную головку поворотом трубы для измерения плоскости изгиба и положения гибочного ролика при изменении радиуса и угла изгиба трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 1987 |
|
SU1429414A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК_,-..-л.. -г^.ц4Я бСЬОч,-.->&-^^_ ., р|Иьй1ЙО'Т11'>&:^ - "-^"iш^ •Jstsu" ^"•'•- - _ i bvi &,• •' -' | 1973 |
|
SU368902A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 1967 |
|
SU204873A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2010 |
|
RU2434703C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| Станок для гибки труб | 1976 |
|
SU647035A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
