1
Изобретение относится к трубогибочному производству и может быть использовано в нефтяной, газовой и других отраслях промышленности при изготовлении согнутых элементов трубопроводов.
Известен станок для гибки труб с зональным индукционным нагревом, снабженный водилом. В таком станке .один конец трубы
закрепляется в поворотном водиле, а другому .концу придается прямолинейное осевое перемещение, в результате которого труба изгибается. Радиус гибки определяется положением оси поворотного водила 1. Однако известный станок имеет одно поворотное водило, и на нем без перестановки фубы можно получить только один согнутый участок.
Наиболее близким к предлагаемому из известных станков для гибки труб с зональным индукционным нагревом является ста,нок, содержащий станину с установленными на ней кареткой продольной подачи, индукционным нагревателем для нагрева труб и гибочными поворотными водилами, смонтированными, на осях, расположенных по разные стороны от индукциолного нагревателя в Плоскости, перпендикулярной плоскости
гибки и проходящей через центр изгиба трубы 2.
Однако известный станок не обеспечивает получение на одной трубе нескольких согнутых участков без прерывания процесса гибки и перестановки зажимов поворотных водил. Всякое прерывание процесса гибки с выключением нагрева трубы снижает качество изготовления согнутых участков и производительность станка.
Цель изобретения - повышение производительности станка.
Для этого водила- установлены один на другом с возможностью поворота При этом верхнее водило снабжено зажимом, а нижнее -ограничителем поворота верхнего водила и гнездом для фиксатора, смонтированного на станине.
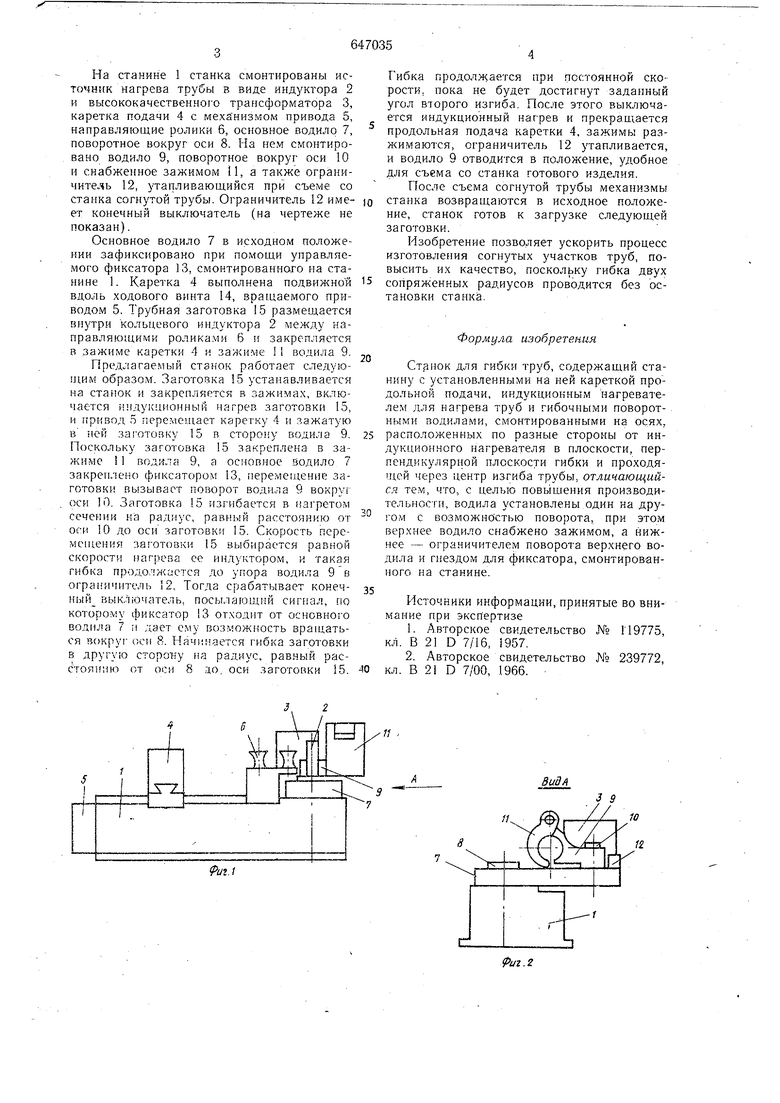
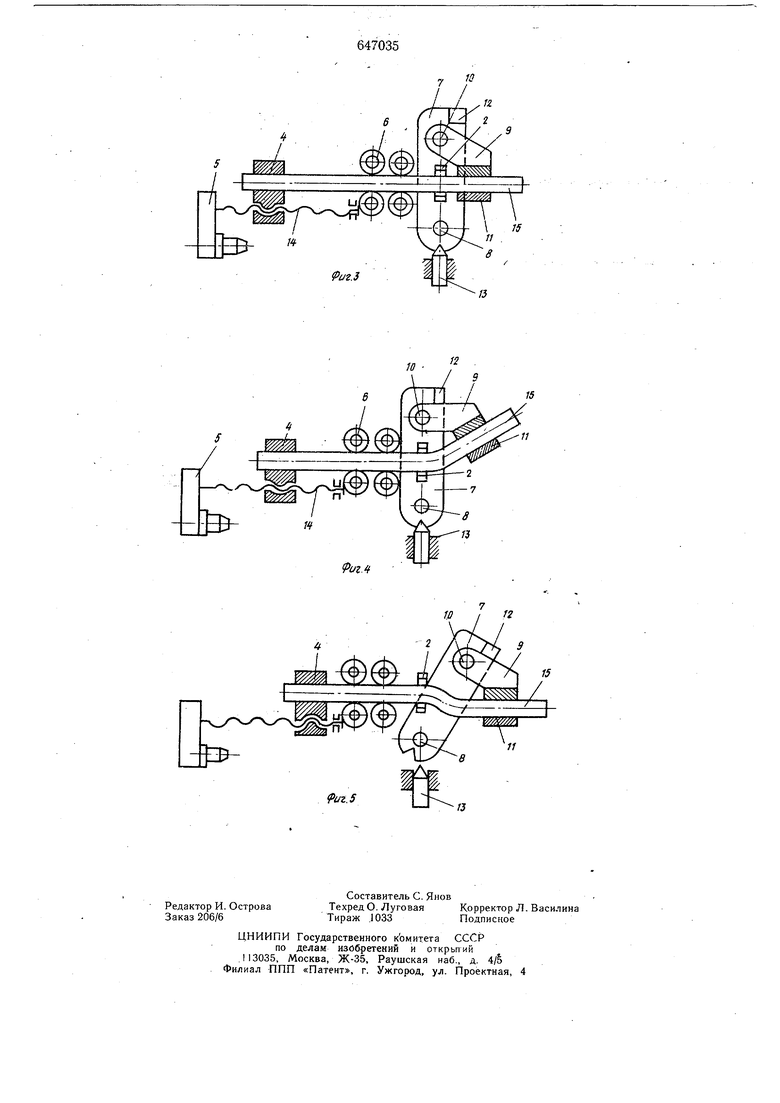
На фиг. 1 изображен предлагаемый станок, общий вид; на фиг. 2 -.вид по стрелке А фиг. 1; на фиг. 3 - взаимное расположение частей станка в исходном положении; на фиг. 4 - то же, после получения на трубе первого согнутого участка; на фиг. 5 - То же, после получения на трубе второго согнутого участка. На станине 1 станка смонтированы источник нагрева трубы в виде индуктора 2 и высококачественного трансформатора 3, каретка подачи 4 с механизмом привода 5, направляющие ролики 6, основное водило 7, поворотное вокруг оси 8. На FieM смонтировано водило 9, поворотное вокруг оси 10 и снабженное зажимом 11, а также ограничитель 12, утапливающийся при съеме со станка согнутой трубы. Ограничитель 12 имеет конечный выключатель (на чертеже не показан). Основное водило 7 в исходном положении зафиксировано при помощи управляемого фиксатора 13, смонтированного на станине 1. Каретка 4 выполнена подвижной вдоль ходового винта 14, вращаемого приводом 5. Трубная заготовка 15 размещается внутри кольцевого индуктора 2 между направля.ющимк ролика.ми 6 и закрепляется в зажиме каретки 4 и зажиме 1 водила 9. Предлагаемый станок работает следуюП1ИМ образом. Заготовка 15 устанавливается на станок и закрепляется в зажимах, включается индукционный нагрев заготовки 15, и привод 5 перемещает каретку 4 и зажатую в ней заготовку 15 в сторону водила 9. Поскольку заготовка 15 закреплена в зажиме 11 водила 9, а основное водило 7 закреплено фиксатором 13, перемещение заготовки вызывает поворот водила 9 вокруг оси 10. Заготовка 15 изгибается в нагретом сечении на радиус, равный расстоянию от оси 10 до оси заготовки 15. Скорость перемещения заготовки 15 выбирается равной скорости нагрева ее индуктором, и такая гибка продолжается до упора водила 9 в ограничитель 12. Тогда срабатывает конечный выключатель, посылающий сигнал, по которому фиксатор 13 от.ходит от основного водила 7 и дает ему возможность вращаться вокруг оси 8. Начинается гибка заготовки в другую стороТу fia радиус, равный расйтоянию от оси 8 до. оси заготовки 15. Гибка продолжается при постоянной скорости, пока не будет достигнут заданный угол второго изгиба. После этого выключается индукционный нагрев и прекращается продольная подача каретки 4, зажимы разл имаются, ограничитель 12 утапливается, и водило 9 отводится в положение, удобное для съема со станка готового изделия. После съема согнутой трубы механизмы станка возвращаются в исходное положение, станок готов к загрузке следующей заготовки. Изобретение позволяет ускорить процесс изготовления согнутых участков труб, повысить их качество, поскольку гибка двух сопряженных радиусов проводится без остановки станка. Формула изобретения Станок для гибки труб, содержащий станину с установленными на ней кареткой продольной подачи, индукционным нагревателем для нагрева труб и гибочными поворотными водила.ми, смонтированными на осях, расположенных по разные стороны от индукционного нагревателя в плоскости, перпендикулярной плоскости гибки и проходящей через центр изгиба трубы, отличающийся тем, что., с целью повь щения производительности, водила установлены один на другом с возможностью поворота, при этом верхнее водило снабжено зажимом, а нижнее - ограничителем поворота верхнего водила и гнездом для фиксатора, смонтированного на станине. Расточники информации, принятые во внимание при экспертизе 1.Авторское свидетельство № Г19775, Kji. В 21 D 7/16, 1957. 2.Авторское свидетельство № 239772, кл. В 21 D 7/00, 1966.
Su3A
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Станок для гибки труб | 1974 |
|
SU512832A1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Трубогибочный станок | 1986 |
|
SU1465149A1 |
| Трубогибочный станок с индукционным нагревом | 1973 |
|
SU440183A1 |
| Трубогибочный станок с индукционным нагревом | 1981 |
|
SU984564A1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Трубогибочный станок с индукционным нагревом | 1976 |
|
SU676354A2 |
| Трубогибочный станок с индукционным нагревом | 1982 |
|
SU1060270A2 |
fuz.S
15
