Изобретение относится к металлургии, а точнее к прокатному производству, и может быть использовано для совершенствования конструкций рабочих клетей прокатньпс станов.
Цель изобретения - увеличение срока службы за счет снижения износа резьбовых пар винта и гайки при упрощении конструкции.
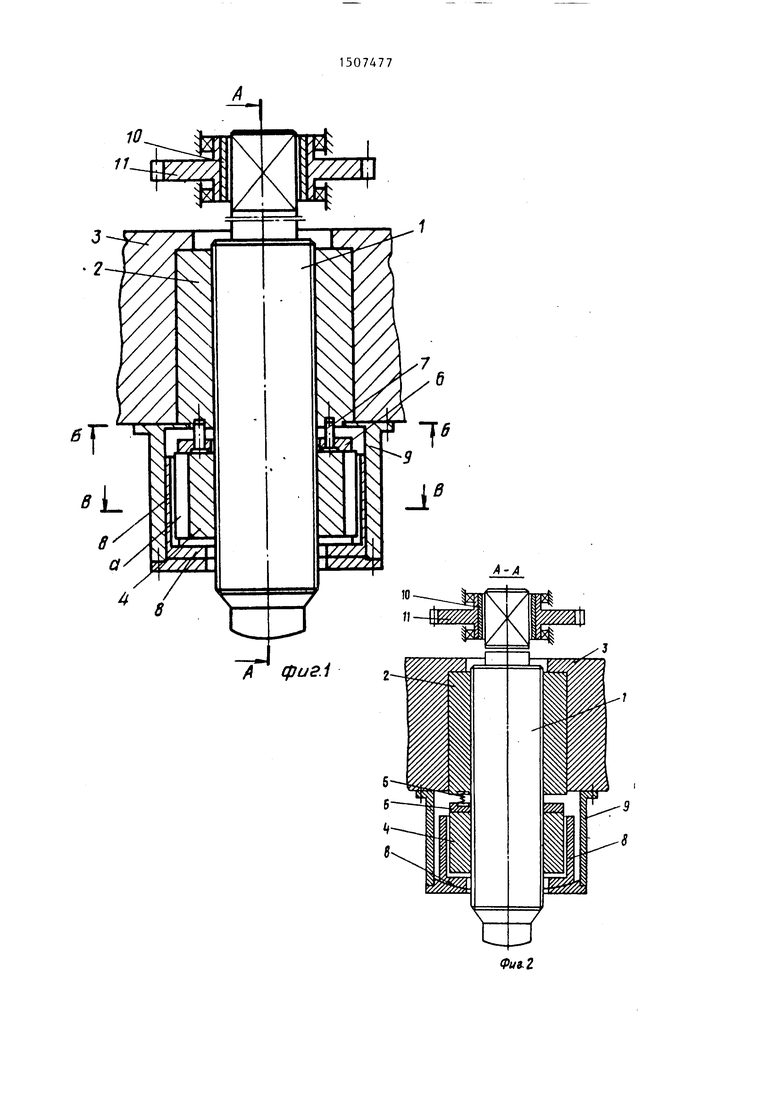
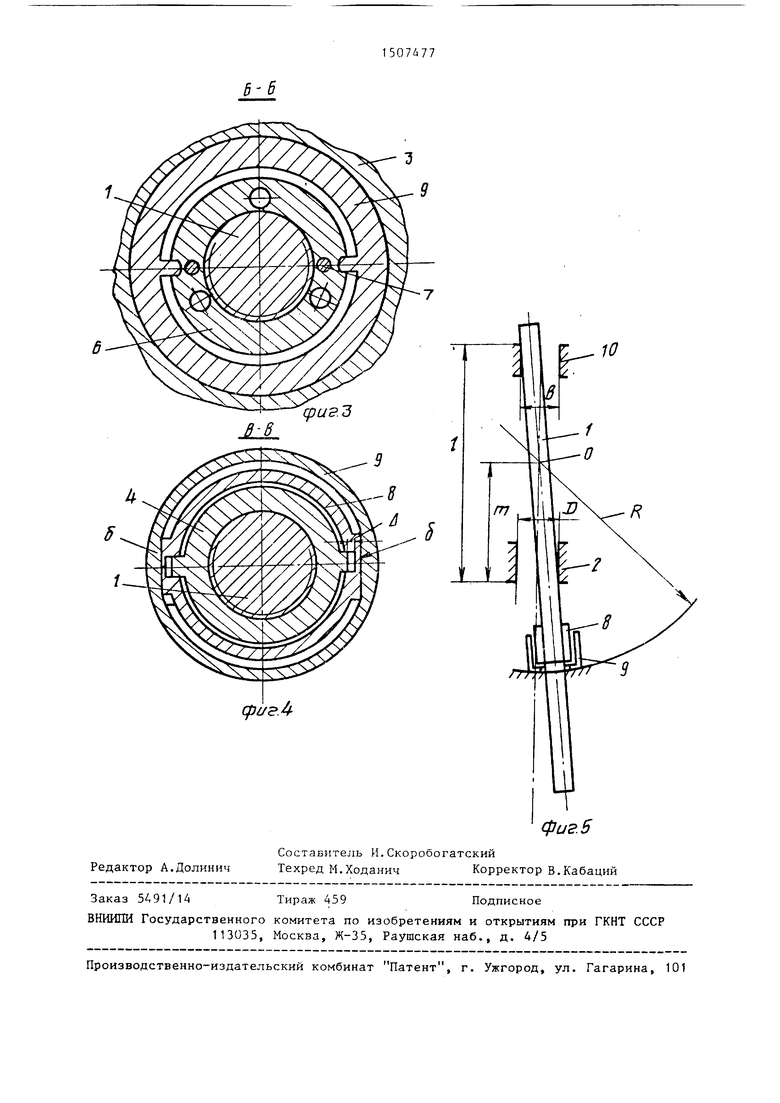
На фиг. 1 показано устройство, общий вид, продольный разрез; на фиг. 2 - то же, разрез А-А, на фиг.З - то же, разрез Б-Б на фиг. 1, на фиг. 4 - то же, разрез В-Б на фиг.Ц на фиг. 5 - то же, схема к определению центра качания нажимного винта при перекосах.
Механизм состоит из нажимного винта 1, связанного посредством резьбового соединения с несущей гайкой
2,неподвижно закрепленной в клети
3.В нижней части нажимного винта 1 смонтирована дополнительная гайка 4, подпружиненная относительно несущей гайки 2 комплектом пружин 5 через промежуточную шайбу 6, зафиксированную от проворачивания пальцами 7. Дополнительная гайка 4 имеет две диаметрально расположенные прямоугольные лопасти а, входящие с радиальным зазором 4 в пазы промежуточного стакана 8, имеющего две внешние опорные плоские, перпендикулярные лопастям а, поверхности б и днище с внешней
СП
О
д й|
iioiiepxiincTbiu л V шще части поверхности прямого кругового цилиндра, контактирующие с соответствующими внутренними поверхностями корпуса 9, жестко монтированного на клети 3. В BepxTieii части нажимного винта 1 имеется хвостовик с квадратным сечением входящий в контакт со ступицей 10, на которой насажено приводное коле- со 11, кинематически связанное с приводом вращения (не показан).
Кривизну наружной поверхности днища промежуточного стакана 8 необходимо выбирать таким образом, чтобы центр кривизны (точка 0) располагался на расстоянии от нижнего торца несущей гайки 2, определенном зависимостью
т 1
D-l
™ ь:;5
Это необходимо потому, что при действии на нажимной винт 1 усилий прокатки он перекашивается на величину, определяем то радиальными зазорами в несущей гайке 2 и ступицы .10, обусловленными износом трения в процессе работы устройства и погрешности изготовления. При зтом центр качания винта 1 при его перекосах будет находиться в точке 0. Позтому для исключения перекоса дополнительная гайка 4 должна беспрепятственно пере моцаться вместе с нажимным винтом 1 относительно центра О, В плоскости лопастей а она может перемещаться за счет зазоров Л , а в плоскости, перпендикулярной названной, вместе с промежуточным стаканом 8 - за счет скольжения его днища по криволиней- ной поверхности корпуса с центром кривизны в точке О,
Величину зазора Л- необходимо выбирать таким образом, чтобы при максимально возможных перекосах вин- та 1 радиапьные торцы лопастей а не контактировали со стаканом 8.
Суммарную жесткость /комплекта, пружин 5 и величину их деформаций необходимо выбирать такими, чтобы в рабочем состоянии оУ1и создавали осевое усилие, равное усилию переуравновешивания верхнего валка, действующего на нажимной винт 1 .
Пример реализации предлагаемого механизма установки верхнего валка прокатной клети на блюминг 1250.
Из условия обеспечения прочности резьбы несущей гайки 2 на срез, изQ
5
0
5
35 40
ДЗ
50
55
гиб и смятие (при максимально возможных усилиях прокатки 14,2 МН) необходимо ее геометрические параметры принять следующими: высота 800 мм; наружный диаметр 700 мм; резьба Уп .
Нз условия обеспечения износостойкости и прочности резьбы дополнительной гайки 4 при действии на винт усилий переуравновешивания, равного 0,15 МН, ее геометрические параметры должны быть следующие: высота 300 мм; наружный диаметр 650 мм, резьба Уп 480x48.
Для обеспечения фиксации дополнительной гайки 4 от проборачивания лопасть а должна быть высотой 300 мм и шириной 45 мм.
При максимально допускаемых износах ступицы 10 и несущей гайки 2 расчетные параметры для определения положения точки О будут следующие: мм; D 500 мм; b 300 мм, тогда m 1875 мм. Следовательно, радиус кривизны поверхности днища промежуточного стака}1а 8 с учетом осевых зазоров, а также высот промежуточной щайбы 6, дополнительной гайки 4 и промежуточного стакана 8 R 2500 мм.
Для создания усилий отжима дополнительной гайки 4, равного усилию переуравновешивания, необходимо применить 3 цилиндрические пружины сжатия с наружным диаметром 80 мм и жесткостью 0,02 МН/мм.
Наличие в описанном механизме установки верхнего валка узла отжима, способного самоустанавливаться в процессе работы прокатного стана, позволяет исключить перекосы дополнительной гайки 2 относительно винта 1 и, тем самым, не допускать неравномерность нагружения рабочих поверхностей трения ее резьбы, что дает возможность значительно снизить интенсивность их изнашивания по сравнению с прототипом.
Применение в качестве отжимающего элемента комплекта цилиндрических пружин сжатия упрощает конструкцию устройства и повышает его надежность. Предлагаемое устройство работает следующим образом.
При монтаже механизма комплект пружин 5 сжимается посредством вращения дополнительной гайки 4 до создания в них усилий, равных усилию
переуравновешивания. При этом резьба несуще) гайки 2 входит в контакт с резьбой нажимного винта 1 нерабочей поверхностью, а дополнительной гайки 4 - рабочей поверхностью. После приложения усилия уравновешивания дополнительная гайка самоустанавливается при перекосе нажимного винта 1 несущей гайке 2 и ступице 10 из-за наличия в них зазоров. При этом резьба несущей гайки 2 разгружается, так как усилие пере уравновешивания уравновесит усилие, создаваемое комплектом пружин 5, и всю нагрузку воспримет резьба дополнительной гайки 4.
При вращении нажимного вимта 1 в период изменен ш pacTiu ipa взлкон нах ружаются только витки резьбы дополнительной гайки 4, которые и 5уду изнашиваться трением. Интенсивность их износа будет незначите:7ьна, так как давление в зоне контакта поверхностей трения распределено равпомер- Н9 и его величина не препьш1ает допускаемую для материала гайки.
В период прокатки металла на на- жимнор винт 1 действует усилие, превышающее усилие, создаваемое комплектом пружин 5. При этом комплект пружин 5 дополнительно сдеформируется в рабочие поверхности резьбы винта 1 и войдут в контакт с рабочей поверхностью несущей гайки 2, а резьба дополнительной гайки 4 будет нагружена только усилием, создаваемым комплектом пружин 5, которое в 100 - 150 раз меньше усилия прокатки (действующего на несущую гайку 2).
Так как в период нагружения несущей гайки 2 нажимной винт 1 не вращается, а в период изменения раствора валков она также не нагружается, то износ трением ее резьбы будет отсутствовать и срок службы ее резко возрастет.
В момент захвата металла валками из-за изменения величины и направления действия на нажимной винт 1 суммарного усилия, он также будет перекашиваться в плоскости действия силы относительно точки 0. При зтом
74776
дополнительная гайка 4 Судет само устанавливаться.
Применение пpeдлaгзe oro ксхан)3- ма установки верхнего валка на с:та- не блюминг 1250 позволит значительно уменьшить интенсивность изнашивания резьбы гаек и тем самым увеличить срок их службы.
10
Формула изобретения
Механизм установки верхнего валка прокатной клети, включающий на15 жимной винт и гайку, установленную в станине, узел отжима с дополнител ной гайкой, механизмом ее осевот-о перемещения, промежуточным стякано : смонтированными в корпусе, ПРИВОД
20 вращения нажимного винта в влдк ст пицы с квадратным отверстием под хвостовшч винта, о т л и ч а ю щ :i с я тем, что, с целью увеличения срока службы за счет снижения иэног.-.
25 резьбовых пар влнта и гайки при уп Т|ошении конструкции, стакан снабль- . диаметрально расположенными внутренними пазами и плоскими наружны-- ми поверхностями, дополнительная ка - лопастями для установки их я упомянуть(х пазах, а корпус - нап равляющими для плоских поверхнос пм стакана, при этом контактирующие пг перхности днища стакана и корпуса виполнены в виде части поверхносп круглого цилиндра с Цс1ггром качаш ; виешпей поверхности днища стакана, расположенным .на продольной оси на жи ного винта в точке, отстоящей
д нижнего торца нажимной гайки на paf стоянии, определяемом соотношением b+D
5
m
где D - наибольший диаметр резьбы 45 гайки;
1 - расстояние между нижним тор цом гайки и верхним торцом ступицы,
Ь - ширина квадратного отверсти;. 50 ступицы,
а корпус установлен на станине.
дзигЛ
фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство установки верхнего валка прокатной клети | 1988 |
|
SU1524949A1 |
| Нажимное устройство прокатной клети | 1987 |
|
SU1440573A1 |
| ГИДРАВЛИЧЕСКОЕ УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ РАБОЧЕГО ВАЛКА ОБЖИМНОГО ПРОКАТНОГО СТАНА С ВЫРАВНИВАНИЕМ ДАВЛЕНИЯ В ОПОРАХ НАЖИМНЫХ ВИНТОВ И ВИНТОВЫХ ПАРАХ | 2001 |
|
RU2201303C2 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1996 |
|
RU2094144C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Нажимное устройство прокатной клети | 1980 |
|
SU869884A1 |
| Устройство для уравновешивания рабочего валка | 1987 |
|
SU1424892A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ И ФИКСАЦИИ ВЕРХНЕГО И НИЖНЕГО ВАЛКОВ В КЛЕТИ ОБЖИМНОГО СТАНА | 2000 |
|
RU2183520C1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
Изобретение относится к металлургии, точнее к прокатному производству. Цель изобретения - увеличение срока службы за счет снижения износа резьбовых пар винта и гайки при упрощении конструкции. При изменении раствора валков осуществляется вращение нажимного винта 1, пружины 5 отжимают нажимной винт от резьбы гайки 2, при этом нагружаются витки резьбы дополнительной гайки 4. В период прокатки основную нагрузку воспринимают рабочие поверхности резьбы несущей гайки 2, а резьба дополнительной гайки 4 нагружается усилием, создаваемым комплектом пружин 5. В момент захвата металла валками из-за изменения величины и направления действующего на нажимной винт 1 усилия он будет перекашиваться в плоскости действия силы относительно собственного центра качания, при этом дополнительная гайка будет самоустанавливаться. 5 ил.
| Винтовая пара нажимного механизма прокатной клети | 1978 |
|
SU747546A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| МЕХАНИЗМ УСТАНОВКИ ВЕРХНЕГО ВАЛКА ПРОКАТНОЙ КЛЕТИ СИСТЕМЫ ИНЖЕНЕРА С. М. РУВИНСКОГО | 0 |
|
SU289668A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
