31323029 П -V
J7
го
ю
42ь
СХ)
;о ю
центрового расстояния валков в качестве средств оперативного контроля сжатия пружины. Регулировка сжатия пружины 8 осуществляется при выключенных муфтах 22 и 29. Контроль ведется по указателям межцентрового расстояния валков. Затем производитс установка валков. Так как произведение передаточного числа (зубчатой 23, 26; цепной 17, 16, 15) передачи и отношения шагов резьбы нажимных
я 1424892
винтов 28 (21) и полого винта 5 (с противоположным направлением резьбы) равно 0,5, раздельное перемещение любого из нажимных винтов сопровождается однонаправленным перемещением полого винта 5. Перемещение винта 5 в два раза меньше величины перемещения соответствующего нажимного винта. Таким образом, настройка размеров калибра осуществляется при постоянном усилии нагружения пружины 8. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальная прокатная клеть | 1986 |
|
SU1382513A2 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1362515A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного (роликового) стана | 1986 |
|
SU1357089A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1724399A1 |
Изобретение относится к прокатному производству, а именно к прокатным клетям для производства полос, лент, сортовых и фасонных профилей, в том числе высокоточных, и может быть использовано в механизмах уравновешивания валков. Цель изобретения - повьшение производительности путем снижения трудозатрат по настройке и эксплуатации клети и упрощение конструкции за счет использования привода нажимных винтов для поворота полого дистанционного винта и средства регулировки сжатия пружины, а также использования указателя меж(С (Л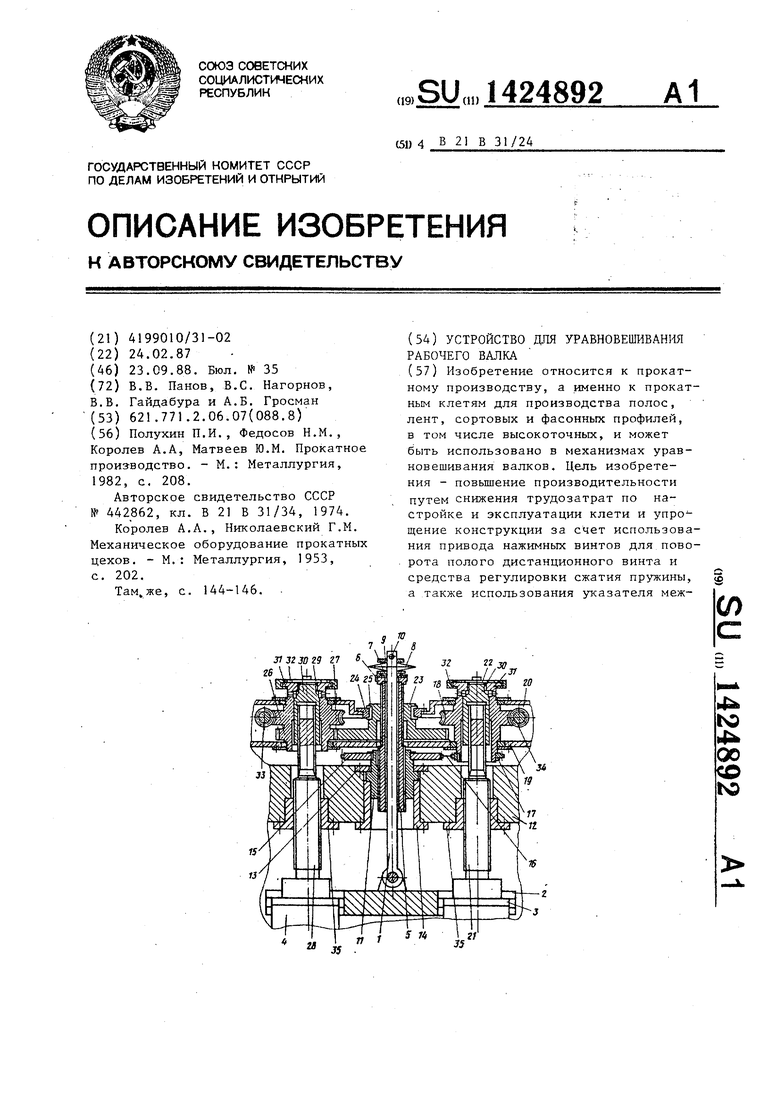
1
Изобретение относится к прокатному производству, а именно к прокатным клетям для производства полос, лент, сортовых и фасонных профилей, в том числе высокоточных, и может быть использовано в механизмах уравновешивания валков.
Целью изобретения является повьше- ние производительности путем снижения трудозатрат по настройке и эксплуатации клети и упрощение конструкции за счет использования привода нажимных винтов для поворота полого дистанционного винта и средства регулировки сжатия пружины, а также использования указателя межцентрового расстояния валков в качестве средств оперативного контроля сжатия пружины.
На чертеже схематически изображено устройство для- уравновешивания рабочего валка, продольный разрез.
Устройство для уравновешивания рабочего валка содержит вертикально расположенную тягу 1, шарнирно соеди- неннзло с траверсой 2, которая сопрягается с подушками 3 и 4 .рабочего валка (не показан), посредством соединений паз - выступ (не показаны), полый дистанционньш винт 5, охватывающий тягу 1, втулку 6, упорный под- шипник 7, пружины 8, например, тарельчатого типа, шайбу 9, штифт 10, взаимодействующую с полым .дистанционным винтом 5 поворотную гайку 1, установленную в расточке станины 12, по- средством вкладьш1ей 13 и 14. На внешней ступице поворотной гайки 11 смонтирована зве;здочка 15, взаимодейст
10
5
5
0
5
вующая посредством цепи 16 со звездочкой 17, жестко скрепленной со ступицей червячного колеса 18, смонтированного в корпусе редуктора 19 привода 20 устройства радиальной регулировки, снабженного указателем межцентрового расстояния валков (не показан) и взаимодействующего с нажимным винтом 21, посредством муфты 22 вк.гаочения. Между корпусом редуктора i 9 и станиной 12 установлен механизм натяжения цепи (не показан). Полый дистанционный винт 5 в верхней части снабжен шлицами, сопрягаемыми с щли- цами зубчатого колеса 23, смонтированного с помощью разъемных корпуса 24 и вкладыша 25 в расточке корпуса редуктора 19 и взаимодействующего с зубчатой шестерней 26, вьшолненной заодно целое- С червячным колесом 27, установленным в корпусе редуктора 19 и взаимодействуюш ш с нажимным винтом 28 посредством муфты 29 включения ,
Муфта 29 включения содержит втулку 30, смонтированную в расточке червячного колеса 27 с возможностью независимого свободного поворота и сопрягаемую с нажимным винтом 28 с возможностью взаимного осевого пере- . мещения посредством шлицевого соединения, полумуфту 31, обойму 32 и систему рычагов управления (не показана) полумуфты 31. Торец полумуфты 31 снабжен соединительными элементами, например кулачками, взаимодействующими с аналогичными элементами, вьтолнен- ными на торце ступицы червячного ко10
15
20
3U24892
леса 27. Конструкция муфты 22 включения полностью идентична конструкции муфты 29 включения.
Вращение червячных колес 27 и 18 осуществляется червяками 33 и 34, кинематическая связь которых (не показана) выполнена известным образом, обеспечивающим как совместное согласованное по скорости и направлению их вращение, так и раздельное.
Нажимные винты 21 и 28 составляют с гайками 35 винтовые пары с одинаковым, например, правым направлением витков резьбы и равным шагом, а направление витков резьбы пары полый дистанционный винт 5 - поворотная гайка 1I выполнено противоположным. Передаточные числа индивидуальных кинематических цепей звездочка 17 - цепь 16 - звездочка 15 и шестерня 26 - колесо 23 выполнены равными, при этом произведение передаточного числа зубчатой передачи 26, 23 (цепной 17,16,15) с отношением шагов нажимного 28 (21) и полого дистанционного 5 винтов равно 1/2.
Настройка и работа устройства заключается в следующем.
Соединительные элементы, например кулачк 1 полумуфт 31 , посредством обойм 32 л систем рыча гов (не показаны) вьшодятся из зацепления с аналогичными элементами, выполненными на торцах червячных колес 18 и 27. Управляющие элементы кинематических цепей (не показаны) червяков 33 и 34 устанавливаются в положение, обеспечивающее вращение червячных колес 27 и : 18 против часовой стрелки. Замеряется величина свободного хода полого дистанционного винта 5 (указанная операция осуществляется только при сборке устройства). Включается привод нажимных винтов, при этом вращение от чер- вячных колес 27 и 18 посредством ни- , дивидуальных кинематических цепей 26- 23, 17-16-15 передается на полый дистанционный винт 5 к поворотную гайку 11, причем полый дистанционньй винт 5 вращается по часовой стрелке, а поворотная гайка 11 против часовой стрелки. Вследствие того, что траверса 2 остается неподвижна (нажимные винты 28 и 21 муфтами 29 и 22 отклю- gg чены от привода устройства радиальной регулировки и индивидуальных кинематических цепей 26-23, 17-16-15), а полый дистанционный винт 5 в.резуль30
т г т
г в с в в п п л и т ч к в 25 р п в г в
н н в т о о с н
к н
дл н п к и ж т
35
40
45 50
0
5
g
0
тате противонаправленного вращения его и поворотной гайки 1 1 полуг1ает перемещение вверх, производится сжатие пружины 8 с заданным усилием на- гружения, оперативньш контроль которого осуществляется с помощью указателя межцентрового расстояния валков (не показан).
По достижении заданного ускпмя на- гружения пружины 8 привод нажимных винтов выключается, а червячные колеса 27 и 18 посредством муфт 29 и 22 включения соединяются с нажимными винтами 28 и 21 и кинематическими цепями 28-23, 17-16-15, После этого приступают к настройке размеров калибра. При этом в силу того, что произведение передаточного числа зубчатой 26, 23 (цепной 17-16-15) передачи и отношения шагов резьбы нажимного 28 (21) (с правым направлением витков резьбы) и полого дистанционного 5 винтов (с левым направлением витков 5 резьбы) равно 0,5, раздельное перемещение любаго из нажимных винтов 28 и 21 сопровождается однонаправленным перемещением полого дистанционного винта 5, величина перемещения которого в два раза меньше величины перемещения соответствующего нажр много винта.
При совместном перемещении нажимных винтов 28 и 21 величина перемещения полого дистанционного винта 5 определяется как полусумма векторных величин перемещений нажимных винтов 28 и 21. Это с учетом того, что вертикальная тяга 1, расположенная по оси симметрии нажимных винтов 28 и 21, обеспечивает постоянную высоту (усилие сжатия) пружины 8 независимо от взаимного начального положения, скорости и направления перемещения нажимных винтов 21 и 28,
Таким образом, настройка размеров калибра осуществляется при постоянном усилии нагружения пружины В,
При использовании прокатной клети для производства высокоточных профилей устройство для уравновешивания целесообразно применять и в качестве устройства предварительного нагружения калибра с регулируемым усилием прижатия подушек 3 и 4 валков (не показаны) к торцам нажимных винтов 21 и 28. При значительных усилиях кагру- жения пружины 8, например,, тарельчатого типа целесообразно до и после
5
0
5 0
вьшолнения корректировок размеров калибра производить соответственно операции по уменьшению, увеличению усилия сжатия пружины 8.
.Наиболее часто используют описанный вариант компановки устройства с симметричным, относительно осей нажимных винтов, положением тяги. Однако, например, из конструктивных сооб ражений, тяга относительно осей нажимных винтов может быть расположена асраметрично. В,этом случае из простых геометрических соотношений усло- вие постоянства усилия нагружения пружины (высота сжатой пружины) при неравных по величине, направлению и скорости перемещениях разноименных нажимных винтов формулируется следующим образом: произведение передаточного числа соответствующей индивидуальной кинематической цепи и отношения шагов нажимного и дистанционного винтов должно быть равно отношению расстояния от противорасполо- женного нажимного винта рассматриваемой кинематической цепи до вертикаогь- ной тяги к расстоянию между осями I нажимных винтов. Данная формулировка I верна и для симметричного, относительно осей нажимных винтов, расположения вертикальной тяги.
Возможно вьтолнение витков резьбы нажимных и дистанционного винтов одного направления, при этом кинемати- 1ческую связь дистанционного винта с нажимным винтом осуществляют посред- :ством цепной передачи, а кинематичес- кую связь поворотной гайки с соответ- i ствующим нажимным винтом - зубчатой. : Положительный эффект от использования изобретения по сравнению с известным устройством, снабженным известными индивидуальными устройствами средств регулировки и контроля сжатия пружины, состоит в повьшении производительности и упрощении конструкции.
Повьшение производительности достигается за счет снижения трудозатрат по настройке и эксплуатации клети, которое, в свою очередь, обеспе--- чивается путем стабилизации контура упругой деформации клети (усилия нагружения пружины при сборке валков с перекосом), обусловливающей снижение количества корректировок размеров калибра при прокатке высокоточных профилей с полем допуска на геометрические размеры поперечного сечения (9-10 квалитет по ГОСТ 25347-82), соизмеримым с величиной изменения кон- тура упругой деформации клети при перекосе валков, выполняемым с целью уменьшения разнотолщинности полосы по ее ширине; снижения трудозатрат по сборке устройства (установке заданного усилия нагружения пружины); снижения количества корректировок размеров калибра за счет исполнения малых соизмеримых с полем допуска на размеры поперечного сечения профилей
изменений размеров калибра, регулировкой усилия сжатия пружины, при неизменном положении нажимных винтов; а также исключения ручного труда при нагружении и изменении усилия нагру-
жения пружины.
Упрощение конструкции устройства обеспеч1шается использованием привода устройства радиальной регулировки валков для средств регулирования сжа- Тия пружины и поворота полого дистанционного винта.
Формула изобретения
25
Устройство для уравновешивания рабочего валка, содержащее нажимные винты, траверсу, связанную с подушками верхних валков, шарнирно связанную
с траверсой тягу, установленную внутри полого дистанционного винта и опирающуюся на его верхний торец через пружину, взаимодействующую с полым винтом поворотную гайку, кинематически связанную с нажимными винтами, привод полого дистанционного винта, направление витков резьбы которого противоположно направлению витков резьбы нажимных винтов., средства регулировки сжатия пружины и средства оперативного контроля сжатия пружины, отличающееся тем,что, с целью повьшения производительности путем снижения трудозатрат по на-
стройке и эксплуатации клети и упрощения конструкции за счет использования привода нажимных винтов для поворота полого дистанционного винта и средства регулировки сжатия пружины,
3 также использования указателя межцентрового расстояния валков в качестве средств оперативного контроля сжатия пружины, полый дистанционный винт связан с приводом одного из на714248928
жимных винтов через зубчатую переда- ла зубчатой (цепной) передачи и от- чу, а кинематическая связь поворот- ношения шагов нажимного и полого винной гайки с другим нажимным винтом тов равно 1/2, при этом торец каждо- выполнена в виде цепной передачи, го нажимного винта оборудован муфтой причем произведение передаточного чис- включения.
| Полухин П.И., Федосов Н.М., Королев А.А, Матвеев Ю.М | |||
| Прокатное производство | |||
| - М.: Металлургия, 1982, с | |||
| Гидравлическая или пневматическая передача | 0 |
|
SU208A1 |
| Двухскоростное нажимное устройство прокатного стана | 1973 |
|
SU442862A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Королев А.А., Николаевский Г.М | |||
| Механическое оборудование прокатных цехов | |||
| - М.: Металлургия, 1953, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Там.же, с | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
