S Фиг.1
315
Изобретение относится к обработке металлов давлением и может быть использовано в различных областях машиностроения при автоматизации про- цессов многопереходной штамповки.
Цель изобретения - упрощение конструкции и обеспечение компактности
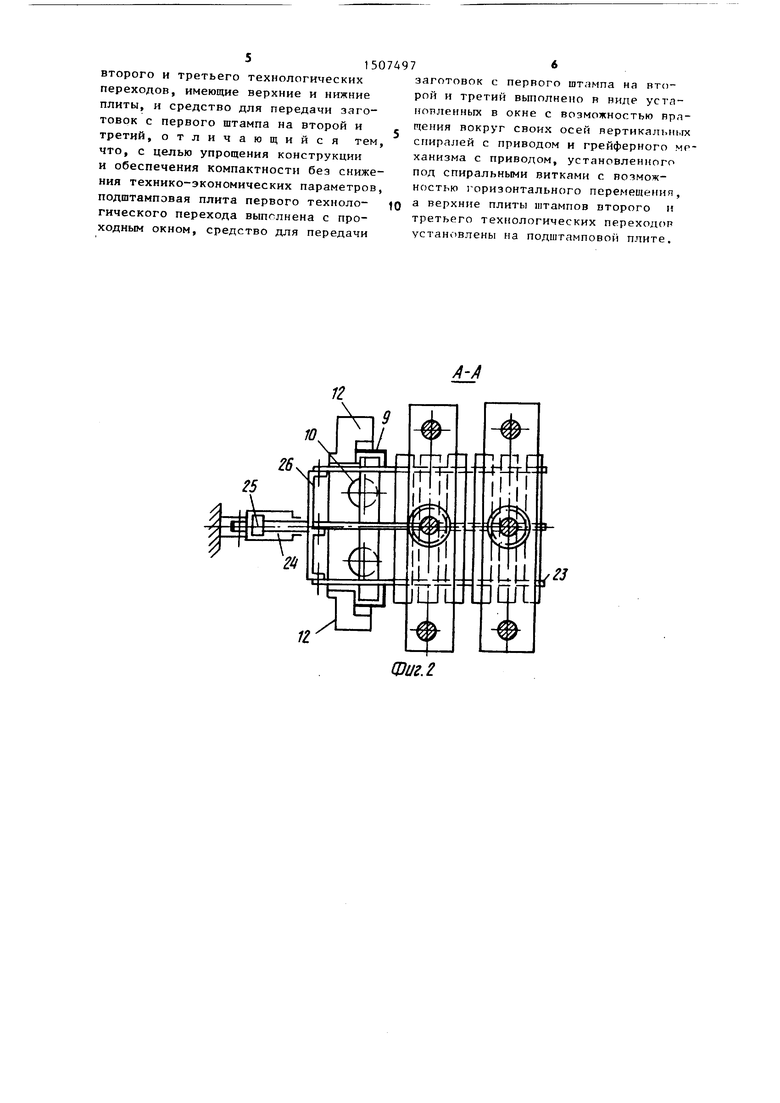
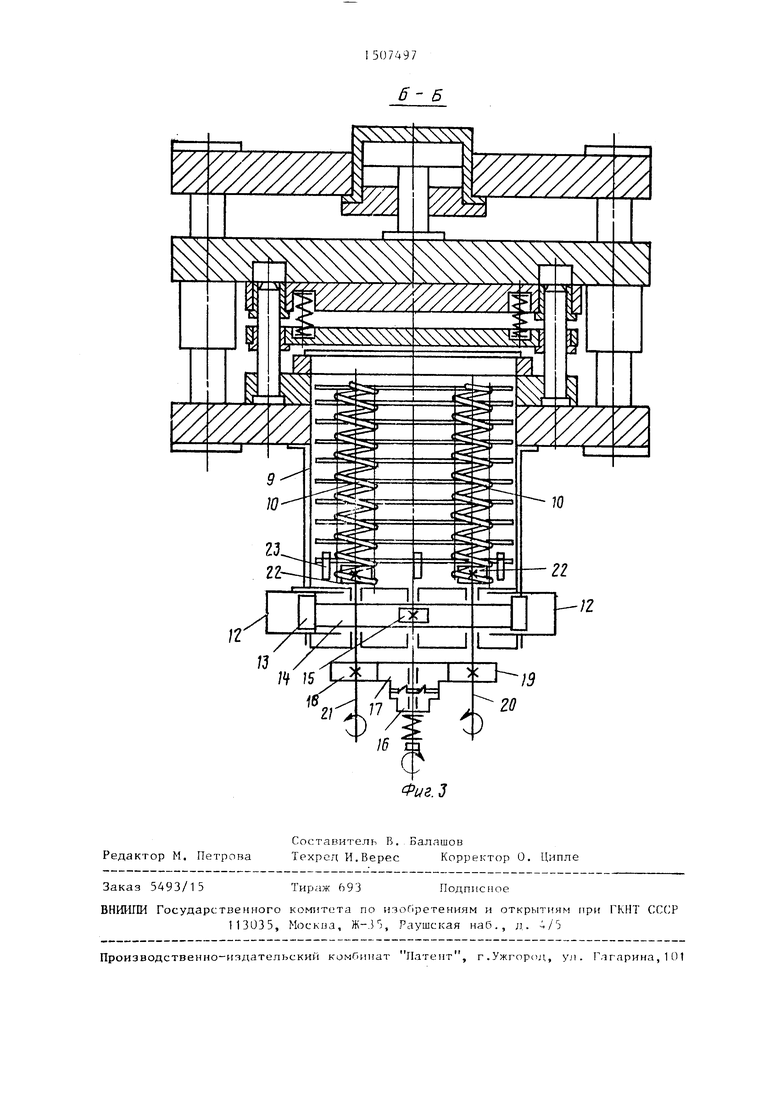
На фиг.1 представлена схема предлагаемого комплекса, общин вид; на фиг,2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Автоматизированный комплекс для многопереходной штамповки включает листогибочный пресс 1, снабженный вырубным штампом 2, передающим устройством 3, гибочным штампом 4 (может быть несколько), тару 5 для готовых деталей, направляющие 6 для ленты 7..
Передающее устройство 3, выполненное в виде установленных в технологической последовательности спирального питателя, содержащего жестко установленные на нижней плите 8 .пресса 1 направляю1 ще 9 и спирали 10 с гидроприводом, и грейферного механизма 11. Гидропривод спирального питателя состоит из двух цилиндров 12 с поршнями 13, зубчатой рейки 14, которая находится в зацеплении с валом-шестерней 15 и расположенными на нем храповым механизмом 16 и шестерней 17, входящей в зацепление с шестернями 18 и 19, приводящими во вращение валы 20 и 21 с втулками 22, на которых закреплены спирали 10.
Грейферный механизм состоит из зубчатых толкателей 23, цилиндра 24 поршня 25 и кронштейна 26. Кроме того, комплекс включает устройство для подачи ленты, состоящее из неприводной рулонницы 27, правильное устройство 28, ролико-клиновые захваты 29 с приводом 30, фиксирующее ролико-к.пиновое устройство 31 и приводную рулонницу 32.
Автоматизированный комплекс для многопереходной штамповки работает следующим образом.
Конец ленты 7 рулона, установленного в рулоннице 27, проводится между роликами правильного устройства 28 и ролико-клинового захвата 29 по направляющим 6 штампа 2 между роликами фиксирующего ролико-клинового устройства 31 и заправляется в
,
tO
15 0
25 ЗО
.
0
5
5
5
приводную рулонницу 37. Комплекс готов к pa6ote.
При включении пресса 1 штамп 2 вьфубает из ленты 7 деталь 33, которая падает на спираль 10. По команде с пульта привод 30 перемещает ролико-клиновой захват 29 вперед, который захватывает ленту 7, подает на шаг штамповки, давление подается в цилиндр 24, который через поршень 25 и связующий кронштейн 26 перемещает зубчатые толкатели 23, подает деталь на гибку, освобождая зону для детали со штамповки.
Затем включаются пресс 1 и гибочные штампы 4. При этом вырубной штамп 2 вырубает из ленты 7 деталь 33, которая падает на спирали 10 передающего устройства 3. В цилиндры 12 подается давление, в котором поршень 13, перемещая рейку 14, вращает вал-шестерню 15 и расположенную на нем храповую муфту 16 и сцепленную с ней шестерню 17,от которой щаются шестерни 18 и 19, расположенные на валах 20 и 21. Находящие-, ся на этих валах через втулки 22 спирали 10 поворачиваются на 360°, при этом верхние витки спирали захватывают деталь 33 и опускают на один шаг спирали, освобождая зону для следующей детали, а нижние витки подают деталь 33 на толкатель 23.
После этого все механизмы ставятся в исходное положение: возвращается ролико-клиновой захват 29 и толкатели 23, поднимается пресс 1, 4 и рейка 1Д цилиндра 12, но при этом спирали не поворачиваются на поверхности, так как храповая муфта 16 не захватывает шестерню 17.
Комплекс готов к повторению цикла.
Изобретение позволяет упростить конструкцию комплекса, облегчить его изготовление и соответственно уменьшить стоимость, кроме того, обеспечивается компактность за счет возможности компановки нескольких штампов по вертикали и горизонтали.
Формула изобретения
Автоматизированный комплекс для многопереходной штлмповки, содержа- пщй устройство для подачи полосы в зону обработки, штамп первого технологического перехода, установленный на подштамповой плите, штампы
второго и третьего технологических переходов, имеющие верхние и нижние плиты, и средство для передачи заготовок с первого штампа на второй и третий, отличающийся тем, что, с целью упрощения конструкции и обеспечения компактности без снижения технико-экономических параметров, подштампэвая плита первого технологического перехода выполнена с проходным окном, средство для передачи
заготовок с первого штампа на второй и третий выполнено в виде установленных в окне с возможностью врл- щения вокруг своих осей вертикалыи.гх сггиралей с приводом и грейферного механизма с приводом, установленного под спиральными витками с возможностью горизонтального перемещения, а верхние плиты штампов второго и третьего технологических переходов установлены на подштамповой плите.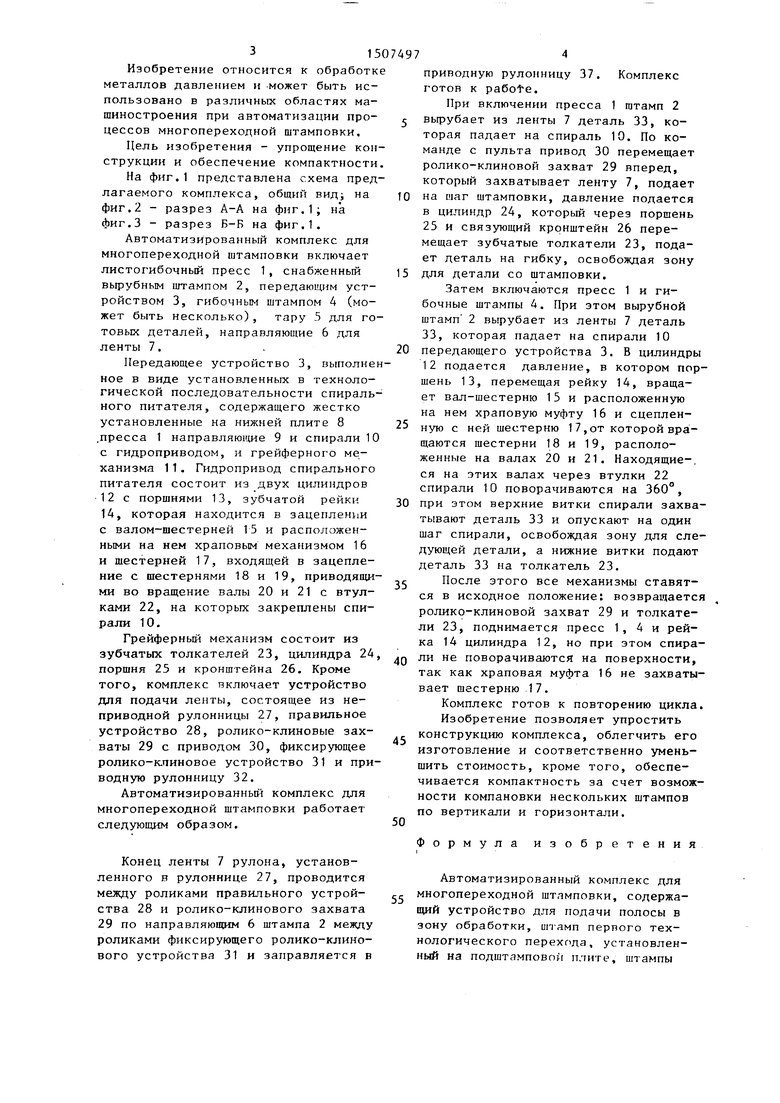
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1983 |
|
SU1207576A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163942A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Гибкая производственная система листовой штамповки | 1991 |
|
SU1796325A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Устройство для многопереходной штамповки | 1989 |
|
SU1756009A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в различных областях машиностроения при автоматизации процессов многопереходной штамповки. Цель изобретения - упрощение конструкции и обеспечение компактности. Конец ленты 7 рулона, установленного в рулоннице 27, проводится между роликами правильного устройства 28 и ролико-клинового захвата 29 по направляющим 6 штампа 2, через ролико-клиновое устройство 31 и заправляется в приводную рулонницу 32. При включении пресса 1 штамп 2 вырубает из ленты 7 деталь 33, которая падает на спираль 10. Затем за счет цилиндра 12 спирали 10 поворачиваются на 360°. При этом верхние витки спирали захватывают деталь 33 и опускают на один шаг спирали, освобождая зону для следующей детали, а нижние витки подают деталь 33 на толкатели 23 грейферного механизма, которые перемещают заготовку в штампы второго и третьего технологических переходов. По команде с пульта привод 30 перемещает ролико-клиновой захват 29 вперед, который захватывает ленту 7 и подает ее на шаг штамповки. 3 ил.
12
Л
Т
11
f W IDIDIJ
.-lUU,
гз
Фиг. 2
/
/J
Ц 15 j
1 I II 15 LJ I/, ,
V/ Д
I Д
-;z
I ,
I Д- 1-Ь-;5
О
2
Д
| Автоматизированный комплекс для многопереходной штамповки | 1983 |
|
SU1207576A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
