Изобретение относится к области обработки металлов давлением и может быть использовано в различньк областях машиностроения при автоматзации процессов многопереходной штамповки.
Цель изобретения - расширение технологических возможностей путем штамповки деталей из ленточного материала.
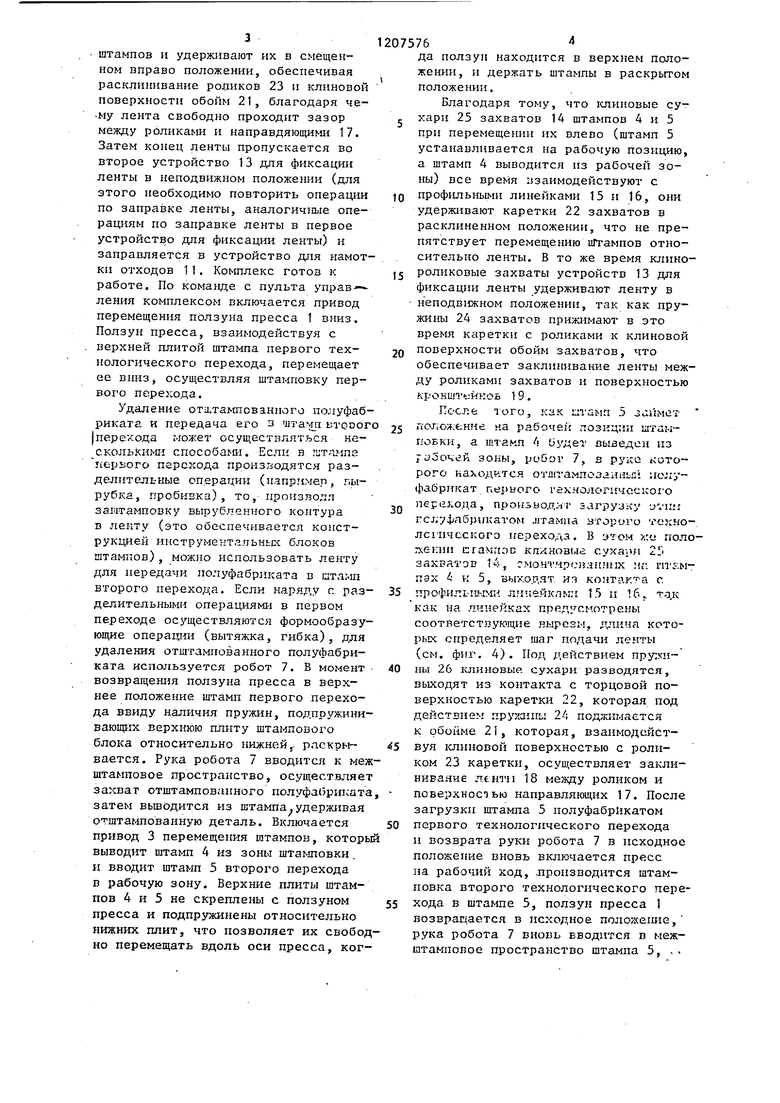
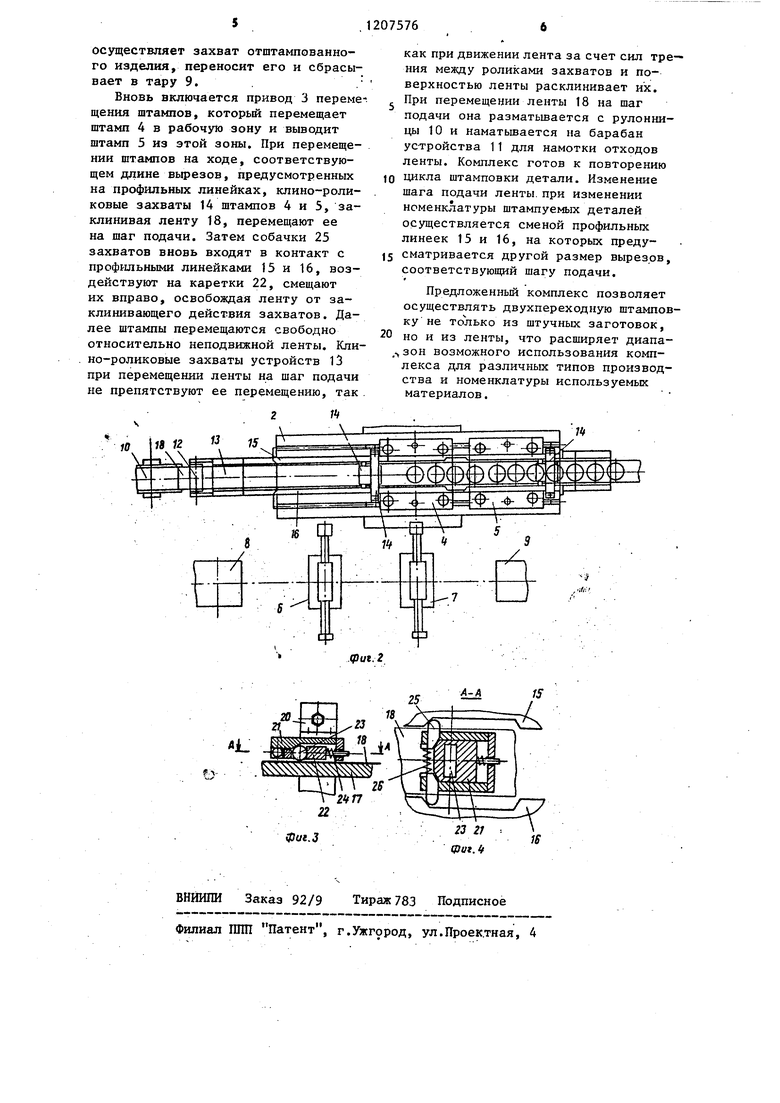
На фиг. 1 представлена схема :предложенного комплекса, общий BHflJ на фиг. 2 - то же, вид в плане; на фиг. 3 - клинороликовые захваты ленты штамповых блоков и устройство для фиксации ленты в неподвижном положении; на фиг. 4 разрез А-А на фиг. 3.
Комплекс включает листоштамповоч ньш пресс простого действия 1 , снабженный подштамповой плитой 2, на которой смонтирован привод перемещения 3 штампов первого и второго технологических переходов 4 и 5.
Штамповые блоки выполнены с подпружиненными друг относительно друга ие.хней и нижней плитой, на коч орых закреплены формообразующие инструментальные блоки и другие устройства штампов (прижимы, выталкиватели а т.п.). Для загрузки и разгрузки шгампоь используются лромыииганные роботы 6 и 7, один из которых o6t;cne чивает загрузку штампа первого технологического перехода 4 штучной заготовкой из магази. га 8, когда штамповка ароысходит из штучных листовых заготовок, а другой робот 7 установлен вдоль поперечной оси пресса 1 и обеспечивает на рабочей позиции разгрузку штампа первого технологического перехода, загрузку штампа второго технологического перехода и его разгрузку после окончания штамповки от изделий в тару 9. Кроме того, комплекс включает уст- ройс 1-iio для подачи ленты 10, которое может быть выполнено, например, в виде неприводной рулонницы, устройство 11 для намотки отходов ленты, устройство 12 для очистки и смазки ленты, которое выполнено, например, в виде двух войлочных роликов, и два устройства 13 для фиксации ленты в неподвижном положении, выпол- HBHiaix в виде ролико-кпиновых захватов. На нижних плитах штамповых блоков закреплены ролико-клиновые захваты 14, а на подштамповой плите
207576-
смонтированы профильные лннейки 15 и 16.
Ролико-клиновые захваты установлены на направляющих 17 ленты 18.
5 Устройство 12 для очистки и смазки ленты и устройство 13 для фиксации закреплены на кронштейнах 19. Ролико-клиновые захваты 14 штампов и устройств 13 для фиксации ленты в
JO неподвижном положении выполнены в виде корпуса 20, в котором смонтирована обойма 21, взаимодействующая внутренней клиновой поверхностью . со смонтированньм в каретке 22 роли15 ком 23. Каретка 22 подпружинена относительно обоймы 21 пружиной 24. Каретка 22 каждого захвата торцовой .поверхностью, выполненной в виде кли0
5
0
5
0
5
0
5
/на, взаимодействует с двумя клиновыми сухарями 25, установленными в обойме и подпружиненными друг относительно друга npyjKiiHat.m 26.
Работа кошшекса при штамповке из ленты осуществляется в такой последовательности .
Конец ленты 18 рулона, установленного в рулоннице 10, проводится между роликами устройства 12 для очистки и смазки ленты и пропускается в обойму 21 первого устройства 13 для фиксащ и ленты так, чтобы каретка 22. с роликами 23 находилась над лентой. Чтобы это осуществить необходимо нажать на клиновые « сухари 25, которые, воздействуя на торец каретки 22, смещают ее вправо (см. фиг. 3), при этом каретка 22 сжимает пружину и выводит из контакта ролик 23 и клиновую поверхность обоймы 21, благодаря чему лента свободно проходит между роликом и поверхностью кронштейна 19. Затем сухари 25 можно опустить, так как при последующем перемещении ленты каретку в смещенном вправо положении будут удерживать силы трения между поверхностью ролика 13 и верхней поверхностью ленты 18. Затем конец ленты пропускается между роликами клино-захват- ных устройств 14 и направляющими 17 WTat SnoB первого и второго технологических переходов 4 и 5. В положе- . НИИ штампов показанном на фиг. 1 и; . 2, клиновые сухари 25 захватов 14 находятся в контакте с профильными линейками 15, В этом лоложеш1и клиновые сухари 25 воздейстнуют на торцовую поверхность карето:; 22 обоих
штампов и удерживают их в смещенном вправо положении, обеспечивая расклинивание роликов 23 и клиновой поверхности обойм 21, благодаря че- му лента свободно проходит зазор между роликами и направдяющими 17. Затем конец ленты пропускается во второе устройство 13 для фиксации ленты в неподвижном положении (для этого необходимо повторить операции по заправке ленты, аналогичные операциям по заправке ленты в первое устройство для фиксации ленты) и заправляется в устройство для намотки отходов 11, Комплекс готов к работе. По команде с пульта управ-- ления комплексом включается привод перемещения ползуна пресса 1 вниз. Ползун пресса, взаимодействуя с верхней плитой штампа первого технологического перехода, перемещает ее вниз осуществляя штамповку первого перехода.
Удаление отштампованного полуфабриката и передача его з штам11 игооого перехода может осуществляться не- сколькиш-г способами. Если в штампа первого перехода производятся разделительные операции (например, лы- рубка, пробиБка), то, произволя заштамповку вырублен1гого контура в лекту (это обеспечивается конструкцией инструмеытальньпс блоков штампов), можно использовать ленту для передачи полуфабриката в штамп второго перехода. Если наряду г. разделительными операциями в первом переходе осуществляются формообразующие операхщи (вытяжка, гибка), рдя удаления отштампованного полуфабриката используется робот 7. В момент возвращения ползуна пресса в верхнее положение штамп первого перехода ввиду наличия пружин, подпружинивающих верхнюю плиту штампового блока относительно нижней, раскрывается. Рука робота 7 вводится к меж- штамповое пространство, осущест.вляет захват отштампованного полуфабриката, затем вьюодится из штампа.удерживая отштампованную деталь. Включается привод 3 перемещения штампов, которьй выводит штамп 4 из зоны штa moвки. и вводит штамп 5 второго перехода в рабочую зону. Верхние плиты штампов 4 и 5 не скреплены с ползуном пресса и подпружинены относительно нижних плит, что позволяет их свободно перемещать вдоль оси пресса, ког207576
да ползун находится в верхнем положении, и держать штампы в раскрытом положении.
Благодаря тому, что тшиновые су- г хари 25 захватов 14 штампов 4 и 5 при перемещении их влево (штамп 5 устанавливается на рабочую позицию, а штамп 4 выводится из рабочей зоны) все время взаимодействуют с
JO профильными линейками 15 и 16, они удерживают каретки 22 захватов в расклиненном положении, что не препятствует перемещению штампов относительно ленты. В то же время клино- роликовые захваты устройств 13 для фиксации ленты удерживают ленту в неподвижном положении, так как пружины 24 захватов прижимают в это время каретки с роликами к клиновой
20 поверхности обойм захватов, что
обеспечивает заклинивание ленты между роликами захватов и поверхностью
KpOHmTt:HKOB 19.
После того, как luraMri 5 займет положение на рабочей лозицли 1лтам15
25
30
35
40
45
50
55
поЕки, а штамп 4 Ьз дег выведен из раоочей зоны, робог 7, в pyice которого находится отл(гампозаи1-1 ;С полуфабрикат парного гехнологическог о перйхода, произ.ьод:-1Т загрузк-у L- Vi:;: гслуфабрикатом лтампа второго тозсно- лсгичсского перехода. В этом .:и поло- тхекии сгампос кплновыг cyxaiwi 25 захватов 14, смонт.чрозапнпх нг; rii ;-;.M- пэх 4 и 5, выходят из контакта с профилыш1мн лмпейклми 15 и 16, так как на линейках предусмотрены соответст-чующие вырезм, длина которых определяет шаг подачи ленты (см. фиг. 4). Под действием прутки- ны 26 клиновые, сухари разводятся, выходят из контакта с торцовой поверхностью каретки 22, которая под действием nps ainbi 24 поджимается к обойме 21, которая, взаимодействуя клиновой поверхностью с роликом 23 каретки, осуществляет заклинивание ленты 18 между роликом и поверхностью направляющих 17. После загрузки штампа 5 полуфабрикатом первого технологического перехода и возврата руки робота 7 в исходное положение вновь включается пресс па рабочий ход, .производится штамповка второго технологического перехода в штампе 5, ползун пресса 1 возврапается в исходное положение, рука робота 7 вновь вводится в меж- штамповое пространство штампа 5, . .
осуществляет захват отштампованного изделия, переносит его и сбрасывает в тару 9. Вновь включается привод 3 перем щения штампов, который перемещает штамп 4 в рабочую зону и выводит штамп 5 из этой зоны. При перемещении штампов на ходе, соответствующем длине вьфезов, предусмотренных на профильных линейках, клино-роли- ковые захваты 14 штампов 4 и 5, заклинивая ленту 18, перемещают ее на шаг подачи. Затем собачки 25 захватов вновь входят в контакт с профршьными линейками 15 и 16, воздействуют на каретки 22, смещают их вправо, освобождая ленту от заклинивающего действия захватов. Далее штампы перемещаются свободно относительно неподвижной ленты. Кли но-роликовые захваты устройств 13 при перемещении ленты на шаг подачи не препятствуют ее перемещению, так
10
2075766
как при движении лента за счет сил трения между роликами захватов и поверхностью ленты расклинивает их. 5 При перемещении ленты 18 на шаг подачи она разматьшается с рулонни- цы 10 и наматьшается на барабан устройства 11 для намотки отходов ленты. Комплекс готов к повторению цикла штамповки детали. Изменение шага подачи ленты, при изменении номенклатуры штампуемых деталей осуществляется сменой профильных линеек 15 и 16, на которых преду- 15 сматривается другой размер вырезов соответствующий шагу подачи.
Предложенньй комплекс позволяет осуществлять двухпереходную штамповку не только из штучных заготовок, но и из ленты, что расширяет диапа- .зон возможного использования комплекса для различных типов производства и номенклатуры используемых материалов.
20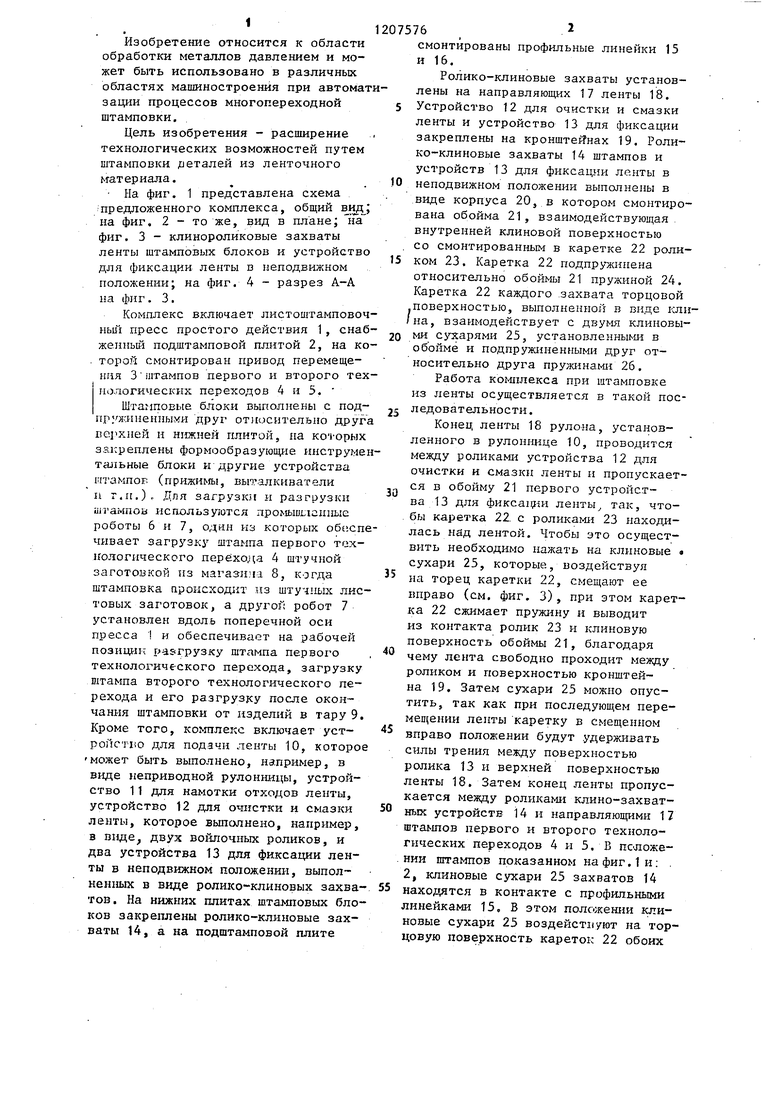
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163942A1 |
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1013042A1 |
| Роботизированный комплекс для листовой штамповки | 1983 |
|
SU1230722A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| Универсальный блок для изготовления деталей из штучных заготовок | 1988 |
|
SU1532159A1 |
| Роботизированная линия для многопереходной штамповки | 1983 |
|
SU1230721A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |

L iD2fJ7
HJui.S
А-А
tt
23 2Г . .W
QJut.if
-. тираж 783 подписное Филиал ram Патент. г.УжгородГул проГктн яГА
| Автоматизированный комплекс для многопереходной штамповки | 1982 |
|
SU1163943A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
