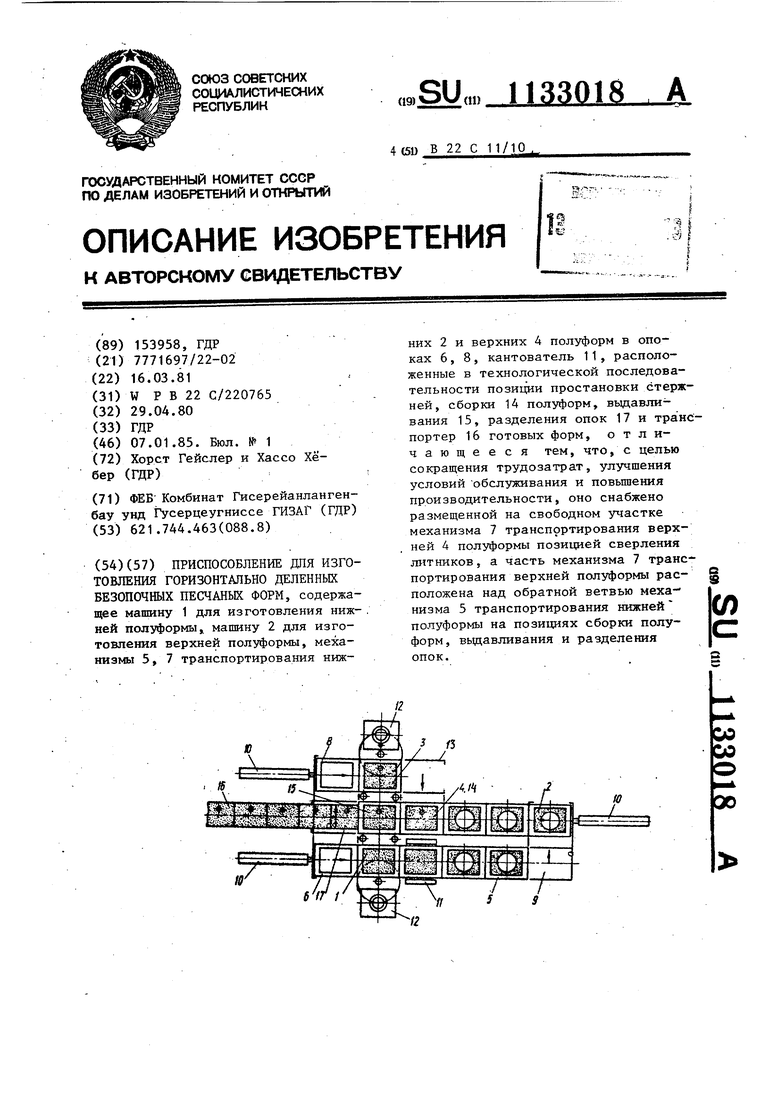
1 изобретение относится к литейному производству, в частности к устройствам для изготовления безопочных форм с горизонта льным расчетом Известна литейная машина (патент ГДР № 120374), содержащая два формо вочных агрегата с носителями моделей, устройство заполнения и уплотнения песка. Каждый формовочный агрегат соединен с механизмом поворота , к которому в свою очередь присо динено не менее трех поворотных рычагов , несущих опоки с возможностью поворота последних на 180 вокруг горизонтальной оси и независимого вертикального перемещения. Недостатками данной машины являю ся большие затраты на управление и сложность конструкции. Кроме того, цикл машины не обеспечивает достаточного времени для простановки стержней. Наиболее близким к изобретению по технической сущности является приспособление для изготовления безопочных песчаных форм (патент ФРГ № 2746194), содержащее машину для изготовления нижней полуформы, машину для изготовления верхней полуформы, механизмы транспортирования нижних и верхних полуформ в опаках, кантователь, расположенные в технологической последовательности позиции простановки стержней, сборки полуформ, выдавливания, раз. деления опок и транспортер готовых форм. , . Недостат.ок известной конструкции - отсутствие возможности производить манипуляции с верхней полуформой. Кроме того, известное приспособление имеет низкую произво дительность. Цель изобретения - сокращение трудозатрат, улучшение условий обслуживания и повьшение производитель ности. Поставленная цель достигается тем, что приспособление для изготов ления горизонтально деленных безопочных песчаных форм, содержащее машину для изготовления нижней полуформы, машину для изготовления верхней полуформы, механизмы транспортирования нижних и верхних полуформ в опоках, кантователь, расположенные в технологической последовательности позиции простановки 82 стержней, сборки полуформ, выдавливания, разделения опок и транспортер готовых форм, снабжено размещенной на свободном участке механизма транспортирования верхней полуформы позицией сверления литников, а часть механизма транспортирования верхней полуформы расположена над обратной ветвью механизма транспортирования нижней полуформы на позициях сборки полуформ, вьщавливания и разделения опок. На чертеже изображено предлагаемое приспособление, вид сверху. В его состав входят машина 1 для изготовления нижних полуформ 2, машина 3 для изготовления верхних полуформ 4. Машина 1 имеет транспортер 5 нижних опок 6, машина 2 транспортер 7 верхних опок 8. Транспортер 5 оснащен устройством 9 передачи. Все перемещения полуформ обеспечиваются механизмами 10 подачи. На транспортере 5 нижних опок после машины 1 для изготовления нижних полуформ расположен кантователь 11. Машины 1 и 3 оснащены сменной модельной оснасткой 12. На машинах 1, и 3 одновременно в опоках 6 и 8 изготавливаются нижняя 2 и верхняя 4 полуформы соответственно. По окончании изготовления полуформы в одинаковом направлении вьвдаются из машин 1 и 3, в которые с противоположной стороны подаются пустые опоки 6 и 8. Полуформа 2 поворачивается в кантователе 11 на 180 и далее через устройство 9 передачи механизмом 10 подачи транспортируется на позицию сборки после установки стержней. Полуформа 4 поступает в устройство 13 передачи, где при необходимости могут быть предусмотрены несколько позиций для сверления литников и/или прибылей. Устройство передачи передвигает верхнюю полуформу в положение над транспортером 5. На этом участке транспортера 7 верхние полуформы перемещаются в одном направлении с нижними полуформами 2. Далее обе полуформы попадают на позицию спаривания 14, где происходит сборка формы, которая перемещается транспортером 5 на позицию выдавливания 15. Готовые формы попадают на конЭ - . 11330184
вейер 16. Одновременно пустые опоки Признано изобретением по резульпоступают в механизм 17 разделения, татам экспертизы, осу цествлеяной затем на транспортеры 5 и 7 и далее Ведомством по изобретательству Герв машины 1 и 3. Цикл повторяется. манской демократической республики.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления литейных форм | 1981 |
|
SU1131588A1 |
| Установка для изготовления и выдачи стержней | 1987 |
|
SU1496906A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| Автоматическая линия для производства термообработанных литых деталей | 1980 |
|
SU876294A1 |
| Автоматическая линия безопочной формовки | 1974 |
|
SU520190A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |
| Формовочная машина | 1983 |
|
SU1126359A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ опок | 1964 |
|
SU164103A1 |
ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ГОРИЗОНТАЛЬНО ДЕЛЕННЫХ БЕЗОПОЧНЫХ ПЕСЧАНЫХ ФОРМ, содержащее машину 1 для изготовления нижней полуформьц машину 2 для изготовления верхней полуформы, механизмы 5,7 транспортирования нижних 2 и верхних 4 полуформ в опоках 6 , 8, кантователь 11, расположенные в технологической последовательности позиции простановки стержней, сборки 14 полуформ, вьщавли- вания 15, разделения опок 17 и транспортер 16 готовых форм, отличающееся тем, что, с целью сокращения трудозатрат, улучшения условий обслуживания и повышения производительности, оно снабжено размещенной на свободном участке механизма 7 транспортирования верхней 4 полуформы позицией сверления литников, а часть механизма 7 транс- портирования верхней полуформы расположена над обратной ветвью меха- (П низма 5 транспортирования нижней полуформы на позициях сборки полуформ, выдавливания и разделения опок.