ел с: ч
ел
ОС
о:
поротом но члсопой (1 вин га 7 посредстпом коротка 11. Усилие, соэ- лаваемое при 1фяп1снии винта 7, перенос извлечение шаблона из печи произ водится при помопщ крана. Наличие в конструкции шаблона выталкипающего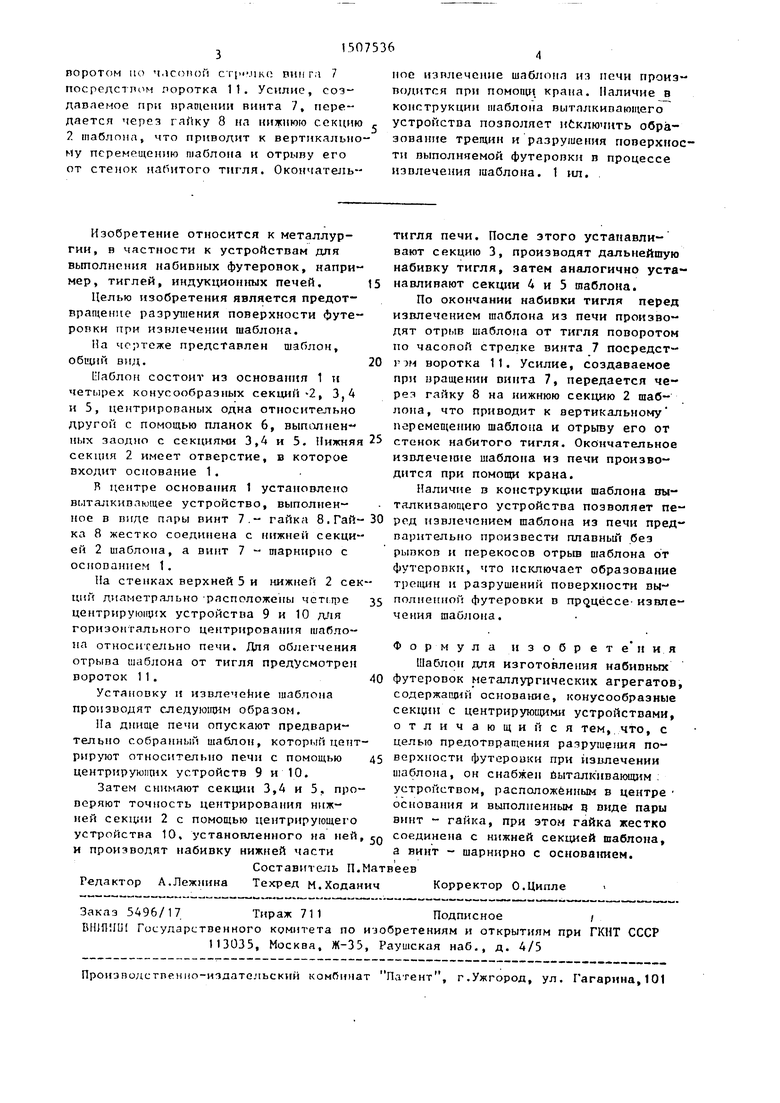
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления набивной футеровки индукционных тигельных печей | 1981 |
|
SU981803A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| Способ изготовления футеровки тепловых агрегатов из сухих набивных масс | 1991 |
|
SU1822490A3 |
| Устройство для изготовления набивныхдВуХСлОйНыХ ТиглЕй иНдуКциОННыХ плАВильНыХпЕчЕй | 1979 |
|
SU836477A1 |
| Способ изготовления футеровки тепловых агрегатов из сухих набивных масс | 1987 |
|
SU1483223A1 |
| ОГНЕУПОРНАЯ НАБИВНАЯ МАССА ДЛЯ ФУТЕРОВКИ ИНДУКЦИОННЫХ ПЕЧЕЙ | 1997 |
|
RU2133719C1 |
| ШАБЛОН ДЛЯ ФОРМОВКИ МОНОЛИТНЫХ ФУТЕРОВОК СТАЛЕРАЗЛИВОЧНЫХ КОВШЕЙ | 1973 |
|
SU435067A1 |
| Шаблон для формовки футеровки стен сталеразливочных ковшей | 1975 |
|
SU529001A1 |
| Огнеупорная масса для футеровки индукционных тигельных печей для плавки никелевых и медно-никелевых сплавов | 1988 |
|
SU1636394A1 |
| Устройство для изготовления монолитной футеровки | 1977 |
|
SU687335A1 |
Изобретение относится к металлургии , в частности, к устройствам для выполнения набивных футеровок, например тигелей индукционных печей. Цель изобретения - предотвращение разрушения поверхности футеровки при извлечении шаблона. Для обеспечения плавного, без перекосов отрыва шаблона от выполненной футеровки шаблон снабжен выталкивающим устройством, выполненным в виде пары винт 7-гайка 8. Гайка 8 жестко соединена с нижней секцией 2 шаблона, а винт 7 - шарнирно с основанием 1. После окончания набивки тигля перед извлечением шаблона из печи производят отрыв шаблона от тигля поворотом по часовой стрелке винта 7 посредством воротка 11. Усилие, создаваемое при вращении винта 7, передается через гайку 8 на нижнюю секцию 2 шаблона, что приводит к вертикальному перемещению шаблона и отрыву его от стенок набитого тигля. Окончательное извлечение шаблона из печи производится при помощи крана. Наличие в конструкции шаблона выталкивающего устройства позволяет исключить образование трещин и разрушения поверхности выполняемой футеровки в процессе извлечения шаблона. 1 ил.
дается через гайку 8 на нижнюю секцию г устройства позполлет исключить обра2 шаблона, что приводит к вертикальному перемещению шаблона и отрыву его от набитого тигля. Окончатель
эование трещим и разрушения поверхнос ти выполняемой футеровки я процессе извлечения шаблона. 1 ил.
Изобретение относится к металлургии, в частности к устройствам для вьтолнения набипных футеронок, например, тиглей, индукционных печей,
Целью изобретения является предотвращение разрушения поверхности футеровки при извлечении шаблона.
На чертеже представлен шаблон, общий вид.
Шаблон состоит из основания 1 и четырех конусообразных секщ| |-2, 3,4 и 5, центриропаных одна относительно другой с помощью планок 6, вып тнентигля печи. После этого устанавливают секцию 3, производят дальнейшую набивку тигля, затем аналогично уста15 навливают секции 4 и 5 шаблона.
По окончании набивки тигля перед извлечением шаблона из печи производят отрыв шаблона от тигля поворотом по часовой стрелке винта 7 посредст20 воротка 11. Усилие, создаваемое при вращении винта 7, передается через гайку 8 на нижнюю секцию 2 шаблона, что приводит к вертикальному перемещению шаблона и отрыву его от
ных заодно с секциями 3,4 и 5. Нижняя 25 стенок набитого тигля. Окончательное секция 2 имеет отверстие, в которое извлечеш1е шаблона из печи произво- входит основание 1.дится при помощи крана.
R центре основания 1 установле1то Наличие в конструкции шаблона вы- вмталкивающее устройство, выполнен- - талкияающего устройства позволяет пенсе в пиде пары винт 7.- гайка 8.Гай- 30 ред извлечением шаблона из печи предка 8 жестко соединена с нижней секци- варительно произвести плавньи без ей 2 шаблона, а винт 7 - шарнирно с рынков и перекосов отрьш шаблона от основанием 1.футсропки, что ис1слючает образование
На стенках верхней 5 и нижней 2 сек- тре1цин и разрушений поверхности вы- ции диаметрально -расположены чет1;фе 35 полненной футеровки в процессе- извле- центрирую1Г1их устройства 9 и 10 д.г1я чения шаблона, горизонтального центрирования н/абло- на относительно печи. Дпя облегчения отрыва шаблона от тигля предусмотрен вороток 11.
Установку и извлечейие шаблона производят следующим образом.
ila днище печи опускают предварительно собранный шаблон, который цет тФормула изобретения
Шаблон для изготовления набивных 40 футеровок металлургических агрегатов, содержащий основание, конусообразные ceKiyiH с центрирующими устройствами, отличающийся тем, что, с целью предотвращения разрушения по45 всрхности футеровки при извлечении шаблона, он снабжен йытапкивающим ; устройством, расположённым в центре основания и выполненным и виде пары винт - гайка, при этом гайка жестко
рируют относительно печи с помощью центрируюпщх устройств 9 и 10.
Затем снимают секции 3,4 и 5, проверяют точность центрирования нижней сек1щи 2 с помощью центрирующего устройства 10, установленного на ней,50 соединена с нижней секцией шаблона, и производят набивку нижней части а винт - шарнирно с основанием.
Составитель П.Матвеев Редактор А.Лежнина Техред М.Ходанич Корректор О.Ципле
Заказ 5496/17 Тираж 711Подписное/
( Государственного комитета по и лобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-33, Раушская наб., д. 4/5
эование трещим и разрушения поверхности выполняемой футеровки я процессе извлечения шаблона. 1 ил.
тигля печи. После этого устанавливают секцию 3, производят дальнейшую набивку тигля, затем аналогично устанавливают секции 4 и 5 шаблона.
По окончании набивки тигля перед извлечением шаблона из печи производят отрыв шаблона от тигля поворотом по часовой стрелке винта 7 посредстг м воротка 11. Усилие, создаваемое при вращении винта 7, передается через гайку 8 на нижнюю секцию 2 шаблона, что приводит к вертикальному перемещению шаблона и отрыву его от
тре1цин и разрушений поверхности вы- полненной футеровки в процессе- извле- чения шаблона,
Формула изобретения
Шаблон для изготовления набивных футеровок металлургических агрегатов, содержащий основание, конусообразные ceKiyiH с центрирующими устройствами, отличающийся тем, что, с целью предотвращения разрушения повсрхности футеровки при извлечении шаблона, он снабжен йытапкивающим ; устройством, расположённым в центре основания и выполненным и виде пары винт - гайка, при этом гайка жестко
соединена с нижней секцией шаблона, а винт - шарнирно с основанием.
| Цыганов В.Л | |||
| Плавка цветных металлов D индукционных печах | |||
| М.: Металлургия, 1974, с | |||
| Способ получения смеси хлоргидратов опийных алкалоидов (пантопона) из опийных вытяжек с любым содержанием морфия | 1921 |
|
SU68A1 |
| Шаблон для изготовления футеровки металлургических ковшей | 1974 |
|
SU505519A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
