1
Изобрете1ше относится к черно11 металлургии, в частности к сталеплавильному производству.
Известны шаблоны, применяемые для футеровки стен сталеразливочных ковшей, состоящие из секций и представляющие собой в наборе усеченный конус с дном или без дна {2}.
Установка и извлечение шаблона из ковша по частям приводит к высоким трудозатратам. Кроме того, малые секции извлекаются с перекосами, что приводит к наруц1е11ию футеровки.
Известен шаблон для формовки монолитных футеровок сталеразлнвочных. ковшей, выполненный в виде конусообразного корпуса с основанием, снабженный вибраторами 1. Основание у этого шаблона вынолнено тарельчатой формы для размещения сильфона.
Однако при отрыве шаблона от футеровки подачей в сильфон воздуха с большим давлением и одновременпьм воздействием на стенки шабтюна вибрации в футеровке образуются треишны, которые ведут кее разрушению. Кроме TOio, таким шаблоном нельзя повысить плотность футеровки.
Цель изобретения -- повышение плотности рабочего слоя футеровки и облегчение извлечения (иаблоиа иэ сформонаниой футеровки.
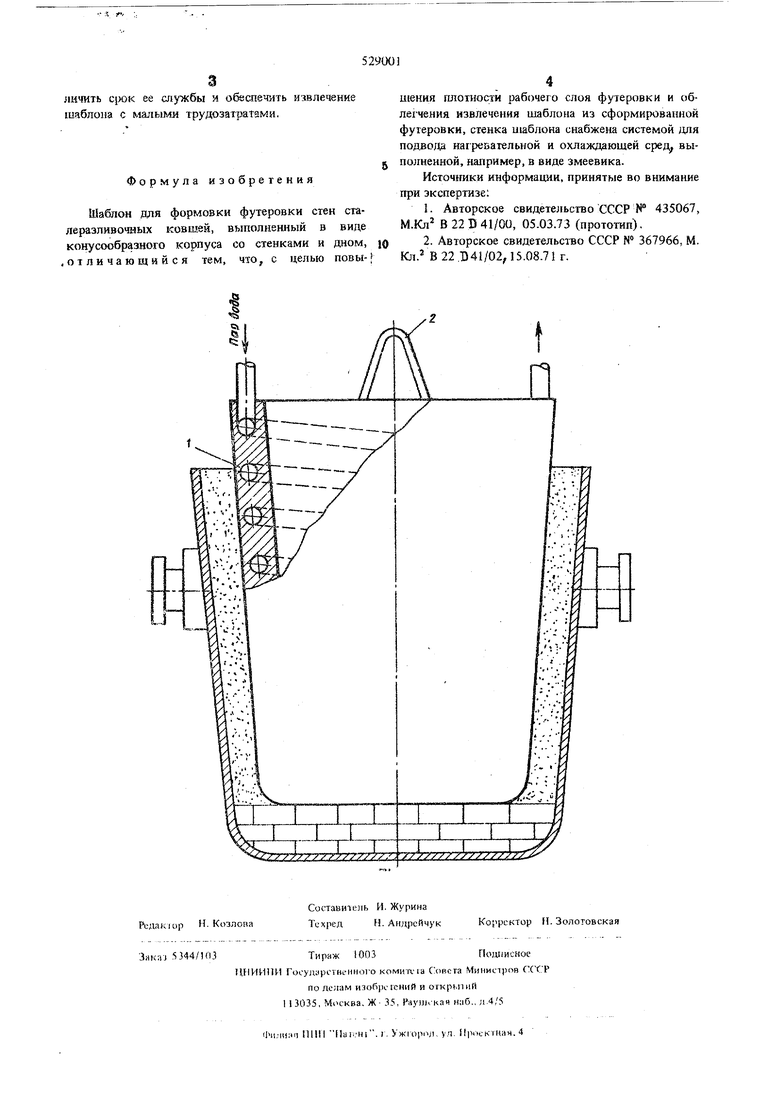
Для этого стенка шаблона снабжена системой для подвода нагревательной и охлаждающей сред, вьтолненной, например, в виде змеевика.
На чертеже изображен предлагаемый пиблон.
В стенку шаблона вмонтирован змеевик 1, в верхней части шаблона расположена петля 2 для его переноски.
Шаблон устанавливается в ковш, пространство между стенками шаблона н ковша заполняется огнеупорной массой (при набивной футеровке используется пескометная машина, при заливной футеровке - шнеки). Затем в змеевик 1 подают перегретый пар, электроэнергию и т. д. Шаблон при этом нагревается, увеличивается в объеме и уплотняет рабочий слой футеровки, которая частично сушится.
После уплотнения футеровки меняют горячий теплоноситель на xojrojuibrii, например подают холодную воду. Шаблон уменьшается в объеме, между V рабочим ачоем футеровки образуется зазор. Затем ишблон соободно извлекается из KOBUia с помощью петли 2.
Применение прещшсаемою шаблона позволит :повысигь плотность рабочего слоя футе Х1ЬКИ, уве
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон для изготовления футеровки | 1982 |
|
SU1085670A1 |
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU847589A1 |
| Способ футеровки металлургических емкостей и устройство для его осуществления | 1980 |
|
SU975201A1 |
| Шаблон для изготовления футеровки металлургических ковшей | 1974 |
|
SU505519A1 |
| Способ футеровки металлургических емкостей | 1990 |
|
SU1792803A1 |
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |
| Шаблон для футеровки металлургическихЕМКОСТЕй | 1979 |
|
SU835636A1 |
| Шаблон для изготовления монолитной футеровки металлургических ковшей | 1980 |
|
SU1021080A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| Шаблон | 1979 |
|
SU863177A1 |
