Изобретение относится к технологии изготовления алмазного инструмента и может быть использовано в оптико-механической и электронной промышленности для изготовления алмазного инструмента для обработки хрупких неметаллических материалов.
Целью изобретения является повышение работоспособности алмазного инструмента.
Согласно изобретению связка содержит, мас.%; в качестве связующего-щлам от алмазно-абразивной обработки оптического стекла 40-70, в качестве абразивного наполнителя - электроко рунд зернистостью М7-М28 20-50 и дополнительно древесную муку 1-5 и 10%-ный водный раствор клея ПВА 1-5.
Применение предлагаемого состава связки показывает в 1,5 раза большую работоспособность по сравнению с известным.
Шлам композиции состоит в основном из стекла К8 (80%), и содержит стекла наиболее употребляемых марок с различной твердостью: низкой (ТФ, БФ; ОФ) высокой (СТК). Стекло К8 имеет среднюю твердость.
Пример. Изготовляют алмазный инструмент в виде алмазных элементов 0 10 мм, мм прессованием при удельном давлении 1,5 т/см и отжигают при 700-750°С в течение 15-20 мин на связке следующего состава: для I перехода-шлам от алмазно- абразивной обработки заготовок оптического стекла, просеянного через сито с ячейками 40 мкм, электрокорунд зернистостью М28, древерсная мука, Ю /о-ный водный раствор клея ПВА. В связку вводят алмазный микропорошок АСМ 40/28(28/20) - 25% от объема; для 11-го перехода - шлам стекла, электрокорунд М10-М7, древесная мука, 10%-ный водный раствор клея ПВА. В связку вводят алмазный микропорошок .АСМ 10/7 - 25% от объема.
В качестве образцов используют оптическую керамику КО-57 лейкосапфир.
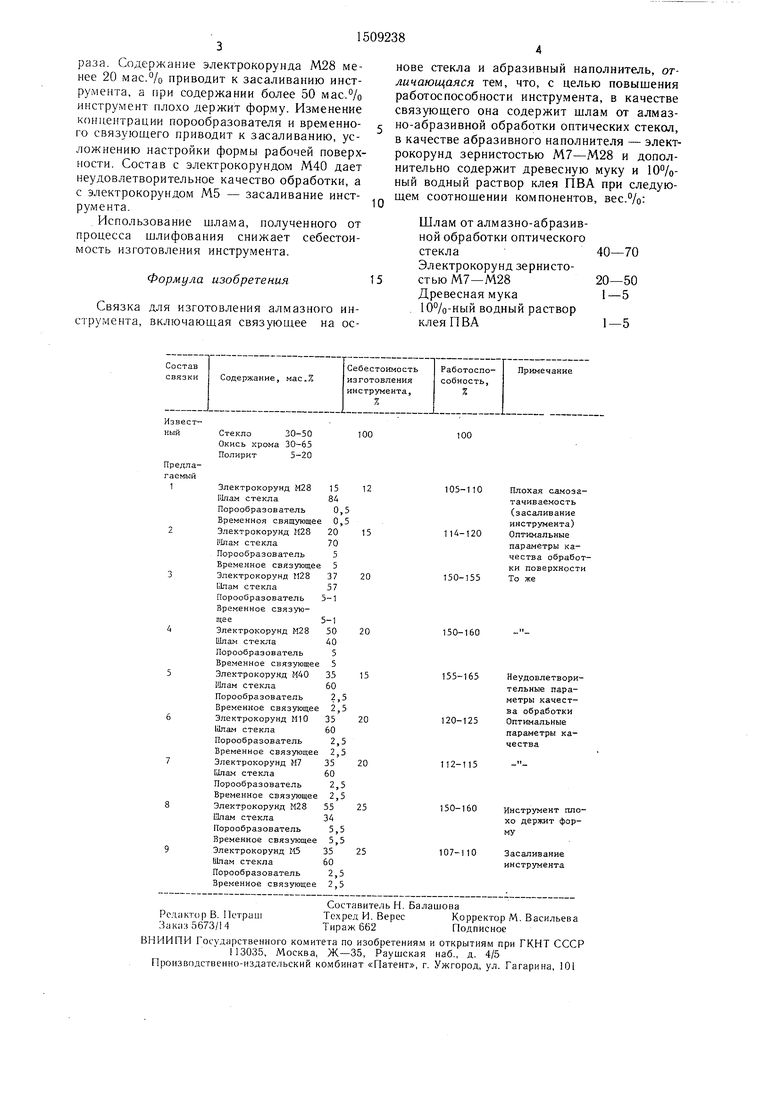
В таблице приведены результаты испытаний инструмента.
Как видно из таблицы связка обеспечивает удовлетворительное качество обработки и повышение работоспособности в 1,5
ел
о ;о
N9
СО 00
раза. Содержание электрокорунда М28 менее 20 мас.% приводит к засаливанию инструмента, а при содержании более 50 мас.% инструмент плохо держит форму. Изменение концентрации порообразователя и временного связующего приводит к засаливанию, усложнению настройки формы рабочей поверхности. Состав с электрокорундом М40 дает неудовлетворительное качество обработки, а с электрокорундом М5 - засаливание инструмента.
Использование шлама, полученного от процесса шлифования снижает себестоимость изготовления инструмента.
Формула изобретения
Связка для изготовления алмазного инструмента, включающая связуюш.ее на ос0
нове стекла и абразивный наполнитель, отличающаяся тем, что, с целью повышения работоспособности инструмента, в качестве связуюш,его она содержит шлам от алмазно-абразивной обработки оптических стекол, в качестве абразивного наполнителя - электрокорунд зернистостью М7-М28 и дополнительно содержит древесную муку и 10%- ный водный раствор клея ПВА при следую- шем соотношении компонентов, вес.°/о:
Шлам от алмазно-абразивной обработки оптического стекла40-70
Электрокорунд зернистостью М7-М2820-50 Древесная мука1-5 10%-ный водный раствор клея ПВА1-5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Смазочно-охлаждающая жидкость для шлифования стекла | 1979 |
|
SU876702A1 |
| Смазочно-охлаждающая жидкость для алмазной обработки оптического стекла | 1982 |
|
SU1074895A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1994 |
|
RU2076038C1 |
| Способ полирования деталей | 1986 |
|
SU1397251A1 |
| СПОСОБ БЕЗАБРАЗИВНОЙ ШЛИФОВКИ ПЕТРОГРАФИЧЕСКИХ ШЛИФОВ АРГИЛЛИТОВ БАЖЕНОВСКОЙ СВИТЫ И ПОДОБНЫХ ПОРОД | 2017 |
|
RU2661527C1 |
| Керамическая связка для изготовления алмазного инструмента | 1985 |
|
SU1247253A1 |
| Смазочно-охлаждающая жидкость для шлифования стекла | 1987 |
|
SU1456462A1 |
| Способ изготовления алмазного инструмента на гальванической связке с повышенной износостойкостью, модифицированной углеродными нанотрубками | 2016 |
|
RU2660434C2 |
| Абразивный инструмент с керамическими порообразователями (варианты) | 2017 |
|
RU2680119C2 |
Изобретение относится к технологии изготовления алмазного инструмента, предназначенного для обработки хрупких неметаллических материалов. Изобретение позволит повысить работоспособность инструмента. Связка для изготовления алмазного инструмента содержит в качестве связующего шлам от алмазно-абразивной обработки оптических стекол, электрокорунд зернистостью М7-М28, порообразователь - древесную муку и временное связующее - 10%-ный водный раствор клея ПВА, при следующем соотношении компонентов, мас.%: шлам от алмазно-абразивной обработки оптических стекол 40÷70
электрокорунд М7-М28 20÷50
древесная мука 1÷5
10%-ный водный раствор клея ПВА 1÷5. 1 табл.
Окись хрома 30-65 Полирит 5-20
едлаемый1
Электрокорунд М2815 12 Шлам стекла84 Порообразователь0,5 Временноя свящующее0,5 Электрокорунд М2820 15 1пам стекла70 Порообразователь5 Вре.менное связующее5 Электрокорунд 112837 20 Штам стекла57 Порообразователь5-1 Временное связующее5-1Электрокорунд М2850 20 Шлам стеклаАО Порообразователь5 Временное связующее5 Электрокорунд М4035 15 Илам стекла60 Порообразователь2,5 Временное связующее2,5 Электрокорунд Ml О35 20 liinaw стекла60 Порообразователь2,5 Временное связующее2,5 Электрокорунд М735 20 Шлам стекла60 Порообразователь2,5 Временное связующее2,5 Электрокорунд М2855 25 Шлам стекла34 Порообразователь5,5 Временное связующее5,5 Электрокорунд М535 25 Шлам стекла60 Порообразователь2,5 Временное связующее2,5
Плохая самозатачиваемость(засаливание инструмента) Оптимальные параметры качества обработки поверхности То же
150-160
Неудовлетворительные параметры качества обработки Оптимальные параметры качества
112-115
Инструмент плохо держит форму
Засаливание инструмента
| Связка для изготовления абразивного инструмента | 1977 |
|
SU707791A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
