Изобретение относится к переработке полимерных материалов в изделия литьем под давлением, конкретно к формам для литья полимерных материалов преимущественно для роторно-конвейерных литьевых мащин, и является усовершенствованием изобретения по авт. св. № 1435467.
Цель изобретения - лучшее разделение потоков разноименных изделий.
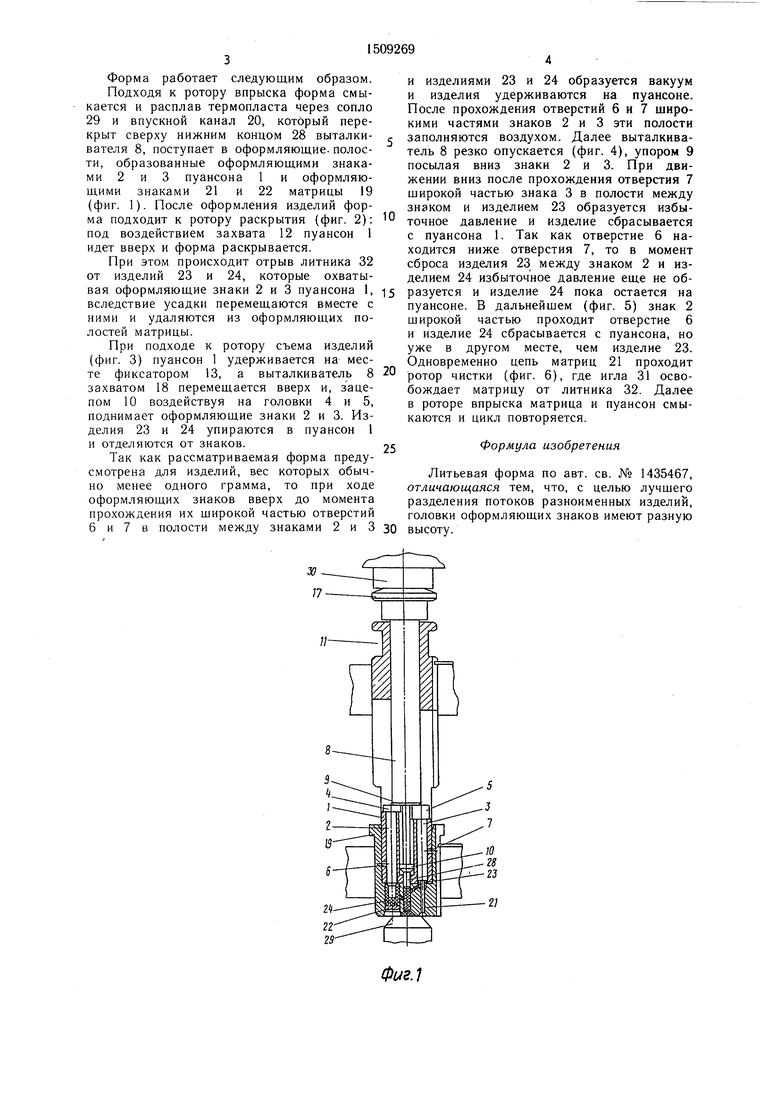
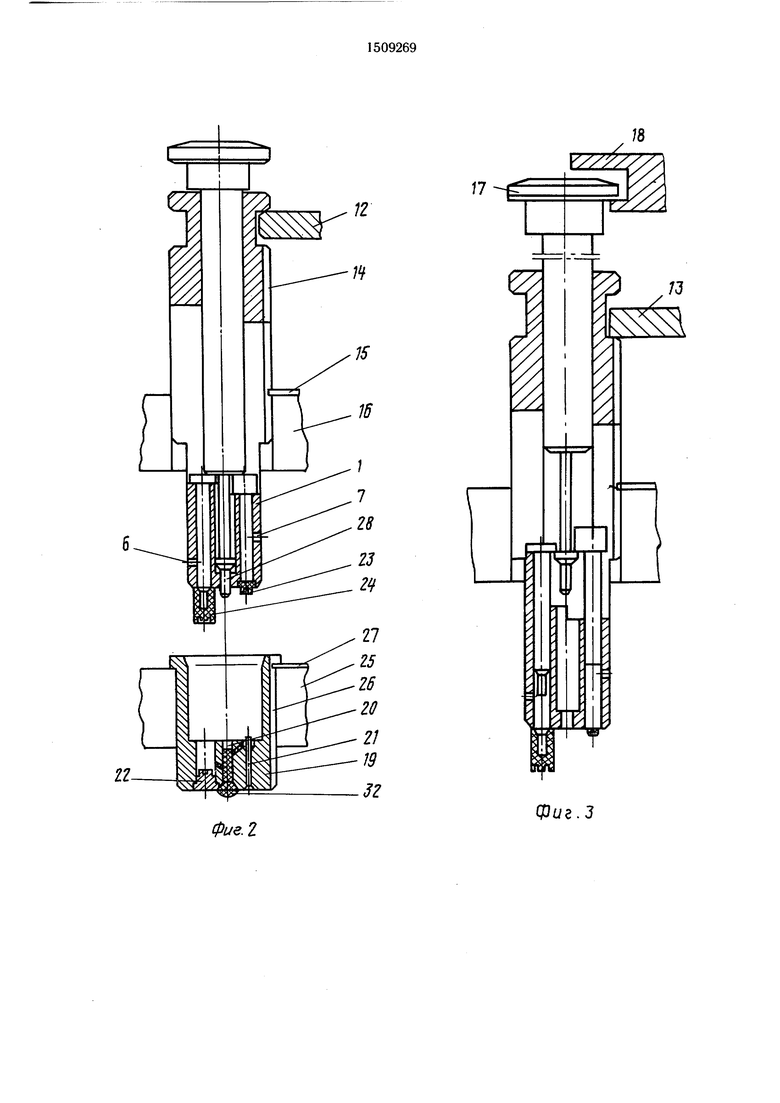
На фиг. 1 показана литьевая форма в момент заполнения ее расплавом, общий вид в разрезе; на фиг. 2 - то же, в момент удаления пуансона с изделиями из матри- на фиг. 3 - пуансон в момент освобождения изделий от оформляющих знаков, разрез; на фиг. 4 - то же, в момент удаления первого изделия; на фиг. 5 - то же, в момент удаления второго изделия; на фиг. 6 - матрица в момент удаления литника, разрез.
Форма для литья полимерных материалов содержит пуансон 1, в котором по периферии с возможностью осевого перемеще ния размещены несколько оформляющих знаков 2 и 3, на которых выполнены головки 4 и 5 разной высоты. На пуансоне 1 напротив каждого знака 2 и 3 на разных высотах выполнены отверстия 6 и 7. В центральной части пуансона 1 размещен
выталкиватель 8, на котором выполнены упор 9 и зацеп 10. На верхней части пуансона 1 имеется кольцевая проточка 11, взаимодействующая поочередно с захватом 12 (фиг. 2) на роторе раскрытия (не показан) и фиксатором 13 (фиг. 3) на роторе съема (не показан). На пуансоне 1 имеется шпоночный паз 14, взаимодействующий со шпонкой 15 на цепи 16 пуансонов. На верхней части выталкивателя 8 выполнен выступ 17, взаимодействующий с захватом 18 (фиг. 3) ротора съема.
В матрице 19 выполнен впускной канал 20 и нижние оформляющие знаки 21 и 22, образующие полости со знаками 2 и 3, в которых формируются первое 23 и второе 24 изделия. Для фиксации положения матрицы 19 относительно цепи 25 (цепи матриц) на матрице 19 выполнен щпоноч- ный паз 26, взаимодействующий со шпонкой 27. На роторе впрыска (фиг. 1) с матрицей 19 взаимодействует нижний конец 28 выталкивателя 8 и сопло 29, а выступ 17 выталкивателя упирается в верхний упор 30 ротора впрыска (не показан). На роторе чистки матриц .матрица 19 взаимодействует с иглой 31 выталкивания литника 32.
(Л
ел
о ;о
tsd
О5
;о
NJ
Форма работает следующим образом.и изделиями 23 и 24 образуется вакуум
Подходя к ротору впрыска форма смы- и изделия удерживаются на пуансоне. кается и расплав термопласта через сопло После прохождения отверстий 6 и 7 широ- 29 и впускной канал 20, который пере- кими частями знаков 2 и 3 эти полости крыт сверху нижним концом 28 выталки- заполняются воздухом. Далее выталкива- вателя 8, поступает в оформляющие, полос- тель 8 резко опускается (фиг. 4), упором 9 ти, образованные оформляющими знаками 2 и 3 пуансона 1 и оформляющими знаками 21 и 22 матрицы 19 (фиг. 1). После оформления изделий форпосылая вниз знаки 2 и 3. При движении вниз после прохождения отверстия 7 щирокой частью знака 3 в полости между знаком и изделием 23 образуется избыточное давление и изделие сбрасывается с пуансона 1. Так как отверстие 6 находится ниже отверстия 7, то в момент сброса изделия 23 между знаком 2 и изделием 24 избыточное давление еще не обма подходит к ротору раскрытия (фиг. 2): под воздействием захвата 12 пуансон 1 идет вверх и форма раскрывается.
При этом происходит отрыв литника 32 от изделий 23 и 24, которые охватывая оформляющие знаки 2 и 3 пуансона 1, 15 разуется и изделие 24 пока остается на вследствие усадки перемещаются вместе с пуансоне. В дальнейщем (фиг. 5) знак 2 ними и удаляются из оформляющих по- щирокой частью проходит отверстие 6 лостей матрицы.и изделие 24 сбрасывается с пуансона, но
При подходе к ротору съема изделий уже в другом месте, чем изделие 23. (фиг. 3) пуансон 1 удерживается на мес- Одновременно цепь матриц 21 проходит те фиксатором 13, а выталкиватель 8 20 ротор чистки (фиг. 6), где игла 31 осво- захватом 18 перемещается вверх и, з аце- бождает матрицу от литника 32. Далее пом 10 воздействуя на головки 4 и 5, поднимает оформляющие знаки 2 и 3. Изделия 23 и 24 упираются в пуансон 1 и отделяются от знаков.25
Так как рассматриваемая форма предусмотрена для изделий, вес которых обычно менее одного грамма, то при ходе оформляющих знаков вверх до момента прохождения их щирокой частью отверстий
в роторе впрыска матрица и пуансон смыкаются и цикл повторяется.
Формула изобретения
6 и 7 в полости между знаками 2 и 3 ЗО высоту.
Литьевая форма по авт. св. № 1435467, отличающаяся тем, что, с целью лучщего разделения потоков разноименных изделий, головки оформляющих знаков имеют разную
и изделия удерживаются на пуансоне. После прохождения отверстий 6 и 7 широ- кими частями знаков 2 и 3 эти полости заполняются воздухом. Далее выталкива- тель 8 резко опускается (фиг. 4), упором 9
посылая вниз знаки 2 и 3. При движении вниз после прохождения отверстия 7 щирокой частью знака 3 в полости между знаком и изделием 23 образуется избыточное давление и изделие сбрасывается с пуансона 1. Так как отверстие 6 находится ниже отверстия 7, то в момент сброса изделия 23 между знаком 2 и изделием 24 избыточное давление еще не образуется и изделие 24 пока остается на пуансоне. В дальнейщем (фиг. 5) знак 2 щирокой частью проходит отверстие 6 и изделие 24 сбрасывается с пуансона, но
уже в другом месте, чем изделие 23. Одновременно цепь матриц 21 проходит ротор чистки (фиг. 6), где игла 31 осво- бождает матрицу от литника 32. Далее
в роторе впрыска матрица и пуансон смыкаются и цикл повторяется.
Формула изобретения
высоту.
Литьевая форма по авт. св. № 1435467, отличающаяся тем, что, с целью лучщего разделения потоков разноименных изделий, головки оформляющих знаков имеют разную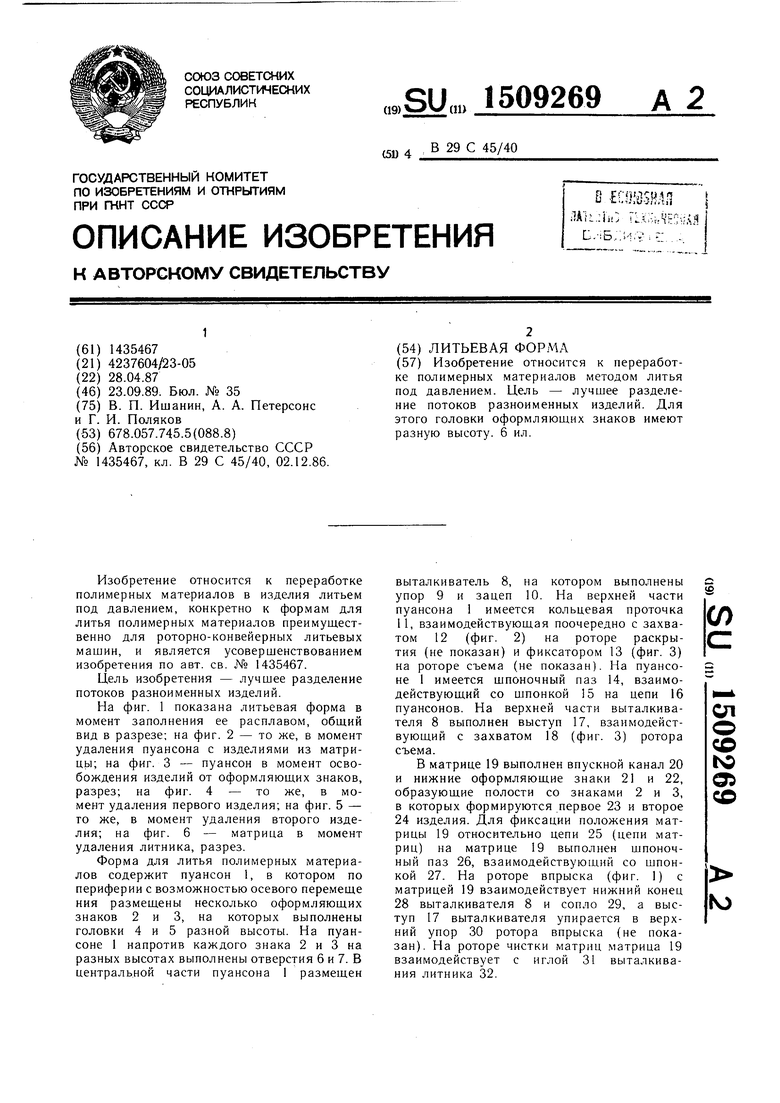
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1990 |
|
SU1713823A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
| Аэрозольный клапан | 1985 |
|
SU1294710A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1989 |
|
SU1682195A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 1969 |
|
SU234644A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
Изобретение относится к переработке полимерных материалов методом литья под давлением. Цель - лучшее разделение потоков разноименных изделий. Для этого головки оформляющих знаков имеют разную высоту. 6 ил.
2/
ФигЛ
фие.2
/.
/8
Л
/.
7J
m
фиг.З
2
фиг.
Составитель В. Казаков
Техред И. ВересКорректор М. Васильева
Тираж 535Подписное
фиг. 5
фиг.6
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Солесос | 1922 |
|
SU29A1 |
