Изобретение относится к переработке полимерных материзлов в изделия литьем под давлением, конкретно к формам для литья термопластов преимущественно для роторно-конвейерных литьевых машин.
Цель изобретения - упрощение конструкций и повышение надежности формы в работе.
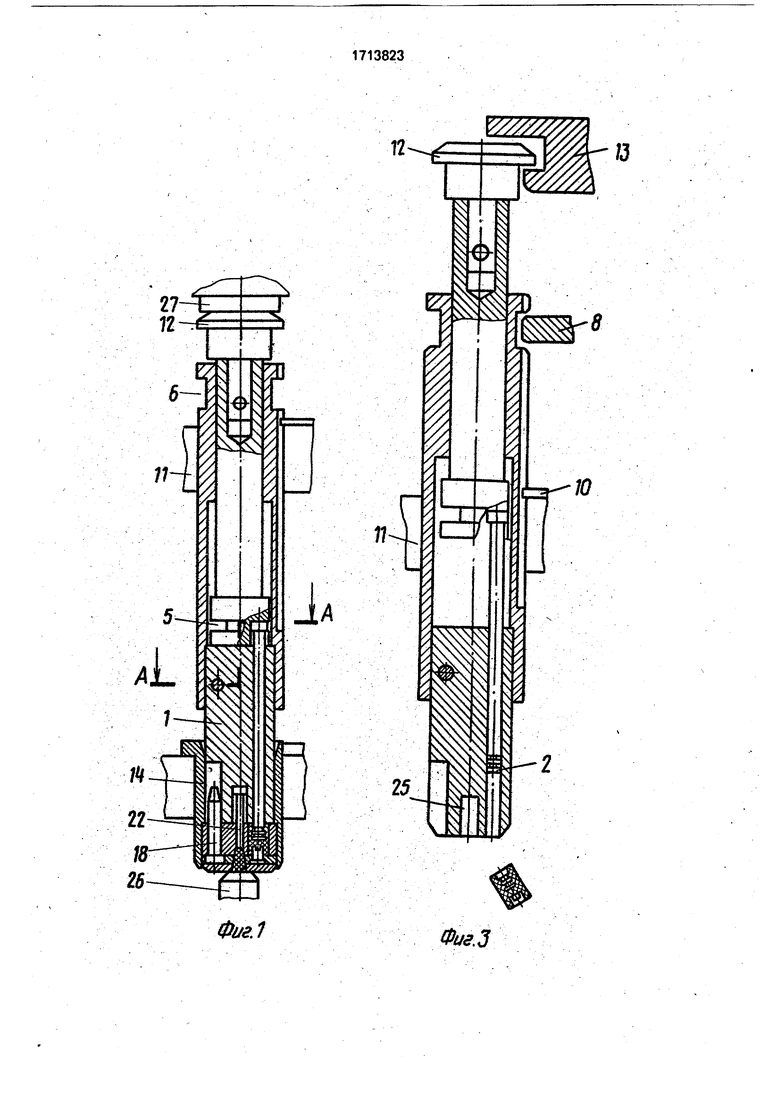
Нафиг.1 показана предлагаемая форма в момент заполнения его расплавом, общий вид в разрезе; на фиг.2 - то же в момент удаления пуансона с,изделиями из матрицы, разрез; на фиг.З - пуансон в момент удаления изделий, разрез; на фиг.4 - сечение А-А на фиг.1; на фиг.5 - в момент удаления литника, разрез.
Форма для литья полимерных материалов содержит пуансон 1, в котором по периферии с возможностью осевого перемещения размещены несколько оформляющих знаков 2, на которых выполнены головки 3. В центральной части пуансонов 1 коаксиально ему размещен ступенча;гый сбрасыватель 4,на котором выполнена проточка 5. На верхней части пуансона 1 ВЬ1ПОЛнена кольцевая проточка б, взаимодействующая поочередное захватом 7 (фиг.2) на роторе раскрытия (не показан). На пуансоне 1 скос 9, взаимодействующий с планкой ТО на цепи 11 пуансо ов. На Bt-pхней части сбрасывателя 4 выполнен ВЫСТУП 12, взаимодействующий с захватом 13 (фиг.З) ротор съема. В матрице 14 выполнен центральный литниковый канал |5 и нижние оформляющие знаки 16. образующие полости со знаком 2, в формируются изделия. Центральный литниковь й канал 15 соединен с оформляю1цими полостями л изделий разводящими каШлами 17. Для взаимной фиксации пуансонз t и 14 в последней размещена Колонка 18. Для фиксации положения 14 относительно цепи 19 матриц на матрице 14 выполнен скос 20, взаимодействующий с планкой 21.. , В центральный Л РНИКОВЫЙ канал 15 свободно помещен ступенчатый выталкиватель 22 литника 23, головка 24 которого взаимодействует со стенками глухого отверстия 25,|выполненкого в пуансоне 1. Во время впрыска с центр)эльным литни1 овым каналом взаимодействует Сопло 26 ротора впрыска (не показан), а выступ 12 сбрасывателя 4 упирается в верхний упор 27 этого ротора. На роторе чистки матриц на выталкиватель 22 воздействует толкатель 28.
Форма работает следующим образом.
Подходя к ротору впрыска, форма смыкается и расплав тер опласта через сопло
26 и центральный литниковый канал 15 частично поднимает выталкиватель 22 до упора его головки 24 во дно .глухого отверстия 25 и поступает по разводящим каналам 17 в
оформляющие полости, образованные оформляющими знаками 2 пуансона 1 и оформляющими знаками 16 матрицы 14 (фиг.1). После оформления изделий форма подходит к ротору раскрытия (фиг.2), под
воздействием захвата 7 пуансон 1 идет вверх и форма раскрывается. При зтом происходит отрыв литника 23 от изделий. Изделия, охватывающие знаки 2 пуансона 1. вследствие усадки перемещаются вместе с
ними и удаляются с оформляющих полостей матрицы.
При подходе к ротору сьема изделий (фиг.З) пуансон удерживается на месте фиксатором 8, а сбрасыватель 4 захватом 13
перемещается вверх и, проточкой 5 воздействуя на головки 3, поднимает оформляющие знаки 2. Изделия упираются в пуансони сбрасываются. Одновременно цепь 19 матрицы проходит ротор чистки (фиг.5), где
толкатель 29, воздействуя на выталкиватель 22,освобождает центральный литниковый канал 15 от литника 23. Далее, проходя ротор впрыска, матрица и пуансон смыкаются и цикл повторяется.
Размещение в центральном литникоuot aHane матрицы, свободно перемещающегося и всегда там находящегося выталкивателя, ограничение этого перемещения глубиной глухого отверстия на пуанcoHi H перемещение выталкивателя вниз толкателем на роторе чистки матриц позволяет избежать тлногократного ввода во время работы в литниковый . канал тонких стержней, что значительно снижает износ
взаимодействующих деталей, повышая надежность работы, И упрощает конструкцию формы. , .
ii,j , - .,-.,. . .
Формула Изобретен и я Литьевая форма для изготовления полимерных изделий на рьторнр-конвейерной литьевой машине, содержащая матрицу с центральным литниковым каналом, пуансон с коаксиально расположенным 8 нем сбрасывателем и оформляющими знаками и вытРалкиватель с головкой о т л и ч а ющ а я с я тем, что, с целью упрощения конструкции и повышения надежности формы в работе, выталкиватель свободно размещен в цент ральнон литниковом канале с возможностью осевого перемещения, а в пуансоне выполнено глухое отверстие для взаимодействия с головкой выталкивателя и фиксации его в верхнем положении.
ю
25
/УХХ-УХ/лг
26
ф1/г.Т
Фиг.З
ФивЛ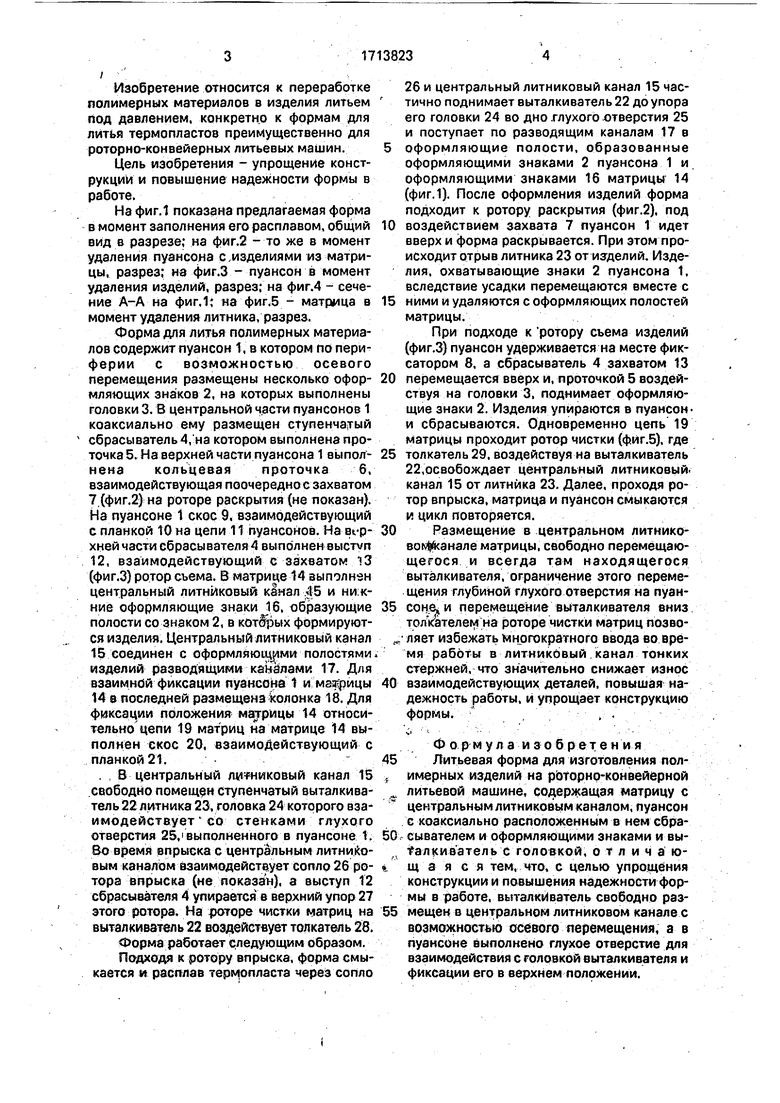
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Литьевая форма | 1987 |
|
SU1509269A2 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1243953A1 |
| Литьевая форма для изготовления изделий из термопластов | 1985 |
|
SU1331653A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Двухэтажная литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU704804A1 |

28 20
23
Фиг. 5
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Солесос | 1922 |
|
SU29A1 |
