Известно устройство для снятия облоя и грата с пластмассовых изделий, выполненное в виде станины, на которой смонтированы режущий инструмент и цепной транспортер для перемещения обрабатываемых деталей. В качестве режущего инструмента используют абразивный камень. При работе устройства съем облоя с деталей производится при перемещении последних транспортером мимо вращающегося абразивного камня. Однако при работе этого устройства создается большой шум и запыленность помещения.
Предлагаемое устройство для снятия облоя с армированных деталей отличается от известного тем, что режущий инструмент выполнен в виде двух дисковых резцов, обращенных режущ;ими кромками друг к другу и установленных под углом с зазором, обеспечивающим заклинивание детали между режущими кромками. Благодаря такой конструкции улучщаются условия труда.
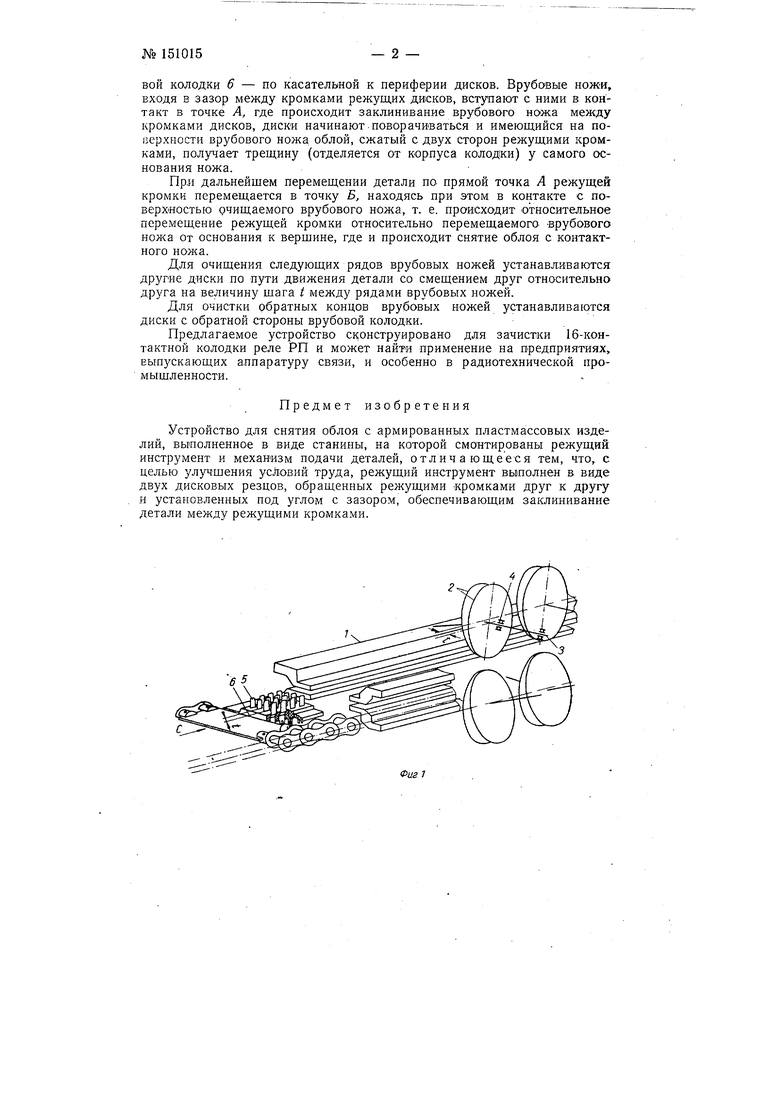
Предлагаемое устройство схематично изображено на фиг. J и 2.
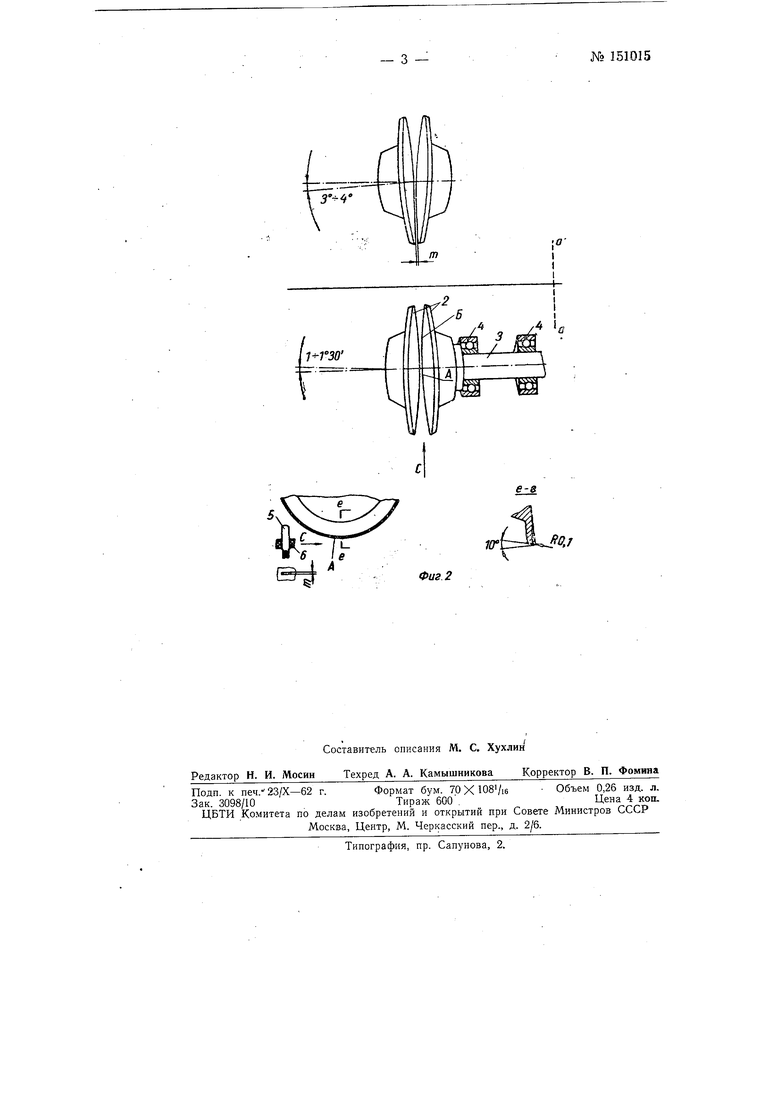
Устройство выполнено в виде станины 1 (фиг. 1), на которой смонтированы режущий .инструмент - два дисковых резца 2 (фиг. 1 и 2). Резцы смонтированы на валиках 3, установленных на шарикоподшипниках 4 в корпусе устройства и расположены друг к другу под углом с зазором т между ними, равным толщине врубового ножа и, кроме того, оси валов должны пересекаться в горизонтальной плоскости под углом ,5° и в вертикальной плоскости под углом 3-4°.
Очищаемая деталь перемещается по направляющим в горизонтальной плоскости по стрелке С так, чтобы очищаемый ряд врубовых ножей 5 проходил между двумя дисками, а новерхность корпуса врубо№ 151015
вой колодки 6 - по касательной к периферии дисков. Врубовые ножи, входя в зазор между кромками режущих дисков, Вступают с ними в контакт в точке А, где происходит заклинивание врубового ножа между кромками дисков, диски начинают-поворачиваться и имеющийся на поверхности врубового ножа облой, сжатый с двух сторон режущими кромками, получает трещину (отделяется от корпуса колодки) у самого основания ножа.
При дальнейшем перемещении детали по- прямой точка А режущей кромки перемещается в точку Б, находясь при этом в контакте с поверхностью очищаемого врубового ножа, т. е. происходит относительное перемещение режущей кромки относительно перемещаемого врубового от основания к вершине, где и происходит снятие облоя с контактного .
Для очищения следующих рядов врубовых ножей устанавливаются другие диски по пути движения детали со смещением друг относительно друга на величину шага / между рядами врубовых ножей.
Для очистки обратных концов врубовых ножей устанавливаются диски с обратной стороны врубовой колодки.
Предлагаемое устройство сконструировано для зачистки 16-контактной колодки реле РП и может найти применение на предприятиях, выпускающих аппаратуру связи, и особенно в радиотехнической промышленности.
Предмет изобретения
Устройство для снятия облоя с армированных пластмассовых изделий, выполненное в виде станины, на которой смонтированы режущий инструмент и механизм подачи деталей, отличающееся тем, что, с целью улучшения условий труда, режущий инструмент выполнен в виде двух дисковых резцов, обращенных режущими кромками друг к другу и установленных под углом с зазором, обеспечивающим заклинивание детали между режущими кромка.ми.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Устройство к металлорежущему станку | 1976 |
|
SU603551A1 |
| Способ изготовления пластмассовых изделий | 1972 |
|
SU467830A1 |
| Устройство для механической обработки пластмассовых изделий | 1987 |
|
SU1467889A1 |
| Устройство для механической обработки деталей из пластмасс | 1981 |
|
SU939239A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| Устройство для снятия заусенцев | 1981 |
|
SU990434A1 |
| Устройство для удаления облоя с деталей из полимерных материалов | 1980 |
|
SU903153A1 |
| Станок для удаления облоя с деталей, имеющих форму тел вращения | 1976 |
|
SU634964A1 |
| Станок для снятия облоя с пластмассовых деталей | 1981 |
|
SU1017505A1 |
б 5
Фиг 1
Фиг 2
